



API 5L X70 (L485)is een type stalen buis dat in de olie- en gasindustrie wordt gebruikt voor pijpleidingtransportsystemen, genoemd naar de minimale diameter.vloeigrens van 70.300 psi (485 MPa)Het assortiment omvat zowel naadloze als gelaste buizen en is onderverdeeld in twee productspecificatieniveaus: PSL1 en PSL2. In PSL1 is X70 de hoogste kwaliteit, terwijl het in PSL2 ook een van de hogere kwaliteiten staalbuis is.
API 5L X70 stalen buizen zijn bijzonder geschikt voor transport over lange afstanden onder hoge druk vanwege hun hoge sterkte en drukbestendigheid. Om hogere drukken te kunnen weerstaan, worden X70 stalen buizen vaak ontworpen met dikkere wanden om voldoende sterkte en duurzaamheid te garanderen.
Botop Steelis een professionele fabrikant van dikwandige, dubbelzijdige stalen buizen met grote diameter, vervaardigd met behulp van de LSAW-lasmethode (Low Surface Arc Welding), gevestigd in China.
Locatie: Cangzhou, provincie Hebei, China;
Totale investering: 500 miljoen RMB;
Fabrieksoppervlakte: 60.000 vierkante meter;
Jaarlijkse productiecapaciteit: 200.000 ton JCOE LSAW stalen buizen;
Apparatuur: Geavanceerde productie- en testapparatuur;
Specialisatie: Productie van stalen buizen met behulp van LSAW-technologie;
Certificering: API 5L-gecertificeerd.
Leveringsvoorwaarden
De leveringsconditie verwijst naar de warmtebehandelde of bewerkte staat van een stalen buis wanneer deze na de productie klaar is voor levering aan de klant. De leveringsconditie is essentieel om te garanderen dat de buis de vereiste mechanische eigenschappen en structurele integriteit bezit.
Afhankelijk van het PSL-niveau en de leveringsvoorwaarden kan X70 als volgt worden gecategoriseerd:
PSL1: X70 (L485);
PSL2: X70Q (L485Q) en X70M (L485M);
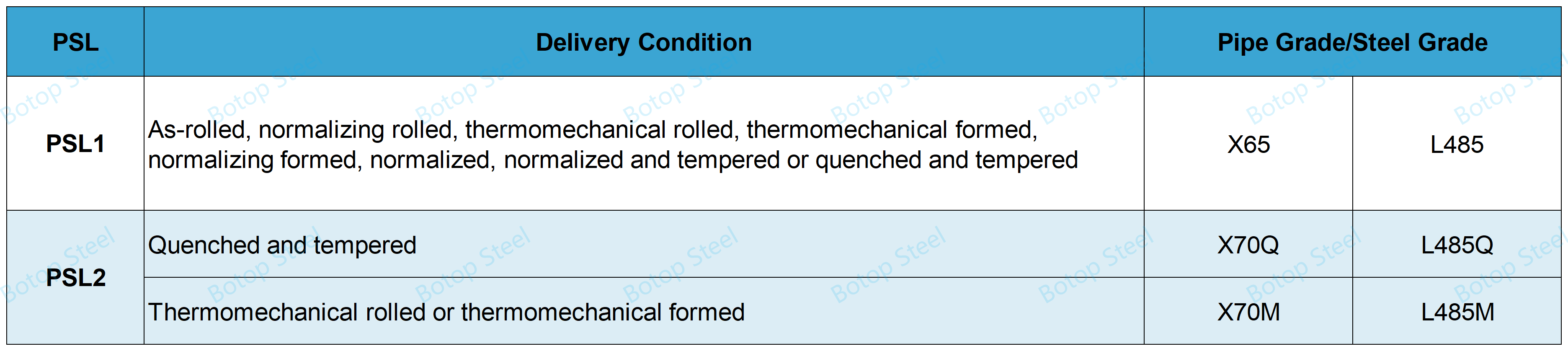
De achtervoegsels Q en M in PSL2 staan respectievelijk voor:
QGehard en getemperd;
MThermomechanisch gewalst of thermomechanisch gevormd;
API 5L X70 Aanvaardbaar fabricageproces
Het productieproces van de X70 omvat beidenaadloos en gelastvormen, die als volgt kunnen worden gecategoriseerd:

Van deze,ZAAG(LSAW) is het meest gebruikte proces bij de productie van X70-lasproducten en is voordelig bij de productie van stalen buizen met een grote diameter en dikke wanden.

Hoewel naadloze stalen buizen nog steeds als de voorkeur genieten vanwege hun eigenschappen onder bepaalde extreme omstandigheden, is de maximale diameter van geproduceerde naadloze stalen buizen doorgaans beperkt tot 660 mm. Deze maatbeperking kan problematisch zijn bij grootschalige pijpleidingprojecten over lange afstanden.
Daarentegen kan met het LSAW-proces buizen met diameters tot 1500 mm en wanddiktes tot 80 mm worden geproduceerd. Bovendien kan het voordeliger zijn dan naadloos staal.
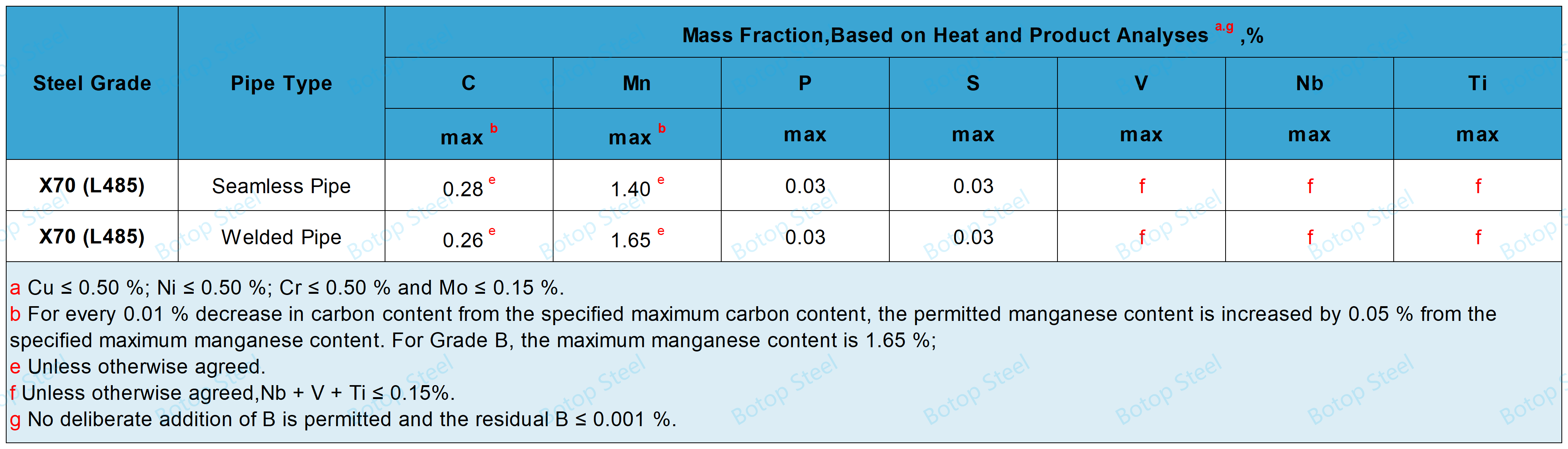
API 5L X70 Chemische samenstelling
Chemische samenstelling voor PSL 1-buizen met een diameter t ≤ 25,0 mm (0,984 inch).
Chemische samenstelling voor PSL 2-buizen met een diameter t ≤ 25,0 mm (0,984 inch).
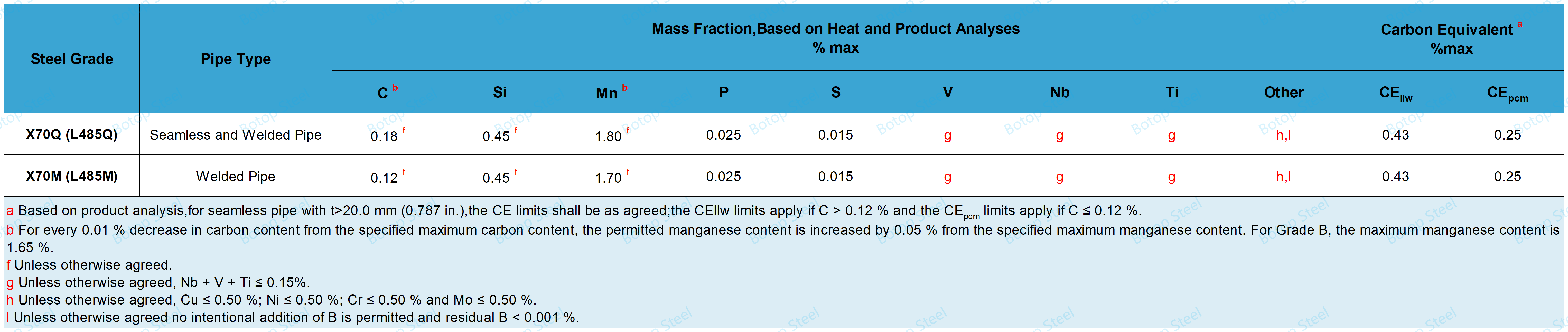
Voor PSL2 stalen buisproducten geanalyseerd met eenkoolstofgehalte van ≤0,12%, het koolstofequivalent CEpcmkan worden berekend met behulp van de volgende formule:
CEpcm= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
Voor PSL2 stalen buisproducten geanalyseerd met eenkoolstofgehalte > 0,12%, het koolstofequivalent CEllwkan worden berekend met behulp van de onderstaande formule:
CEllw= C + Mn/6 + (Cr + Mo + V)/5 + (Ni +Cu)/15
Chemische samenstelling met t > 25,0 mm (0,984 inch)
Het zal door middel van overleg worden vastgesteld en aangepast tot een geschikte samenstelling op basis van de hierboven vermelde eisen aan de chemische samenstelling.
API 5L X70 Mechanische eigenschappen
Treksterkte-eigenschappen
PSL1 X70 Treksterkte-eigenschappen

PSL2 X70 Treksterkte-eigenschappen
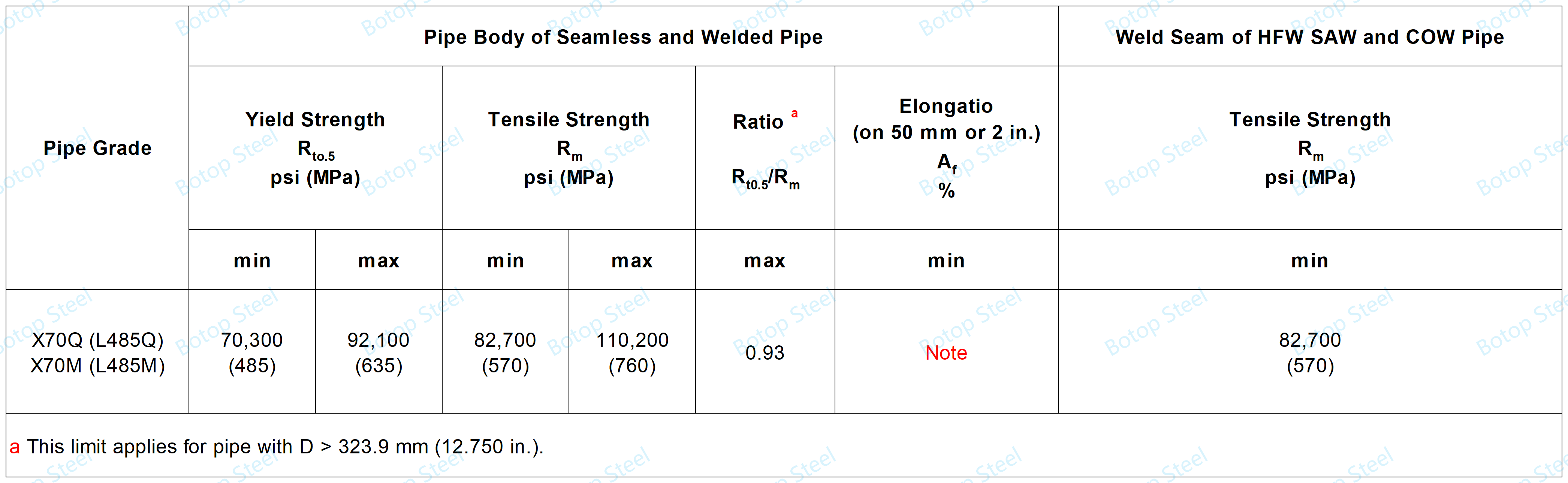
OpmerkingDe vereisten worden gedetailleerd beschreven inAPI 5L X52die indien nodig kan worden ingezien.
Andere mechanische experimenten
Het volgende experimentele programmaGeldt alleen voor SAW-stalen buizen..
Buigproef van de lasgeleider;
Hardheidstest voor koudgevormde gelaste buizen;
Macro-inspectie van de lasnaad;
En alleen voor PSL2 stalen buizen: CVN-slagproef en DWT-proef.
Testonderdelen en testfrequenties voor andere pijptypen zijn te vinden in tabellen 17 en 18 van de API 5L-norm.
Hydrostatische test
Testtijd
Alle maten naadloze en gelaste stalen buizen met een diameter D ≤ 457 mm (18 inch):testduur ≥ 5s;
Gelaste stalen buis D > 457 mm (18 inch):testduur ≥ 10 seconden.
Experimentele frequentie
Elke stalen buisEn er mag tijdens de test geen lekkage optreden bij de las of de pijp.
Testdrukken
De hydrostatische testdruk P van eenstalen buis met glad uiteindekan worden berekend met behulp van de formule.
P = 2St/D
Sis de omtrekspanning. De waarde is gelijk aan de gespecificeerde minimale vloeigrens van de stalen buis xa procent, in MPa (psi);
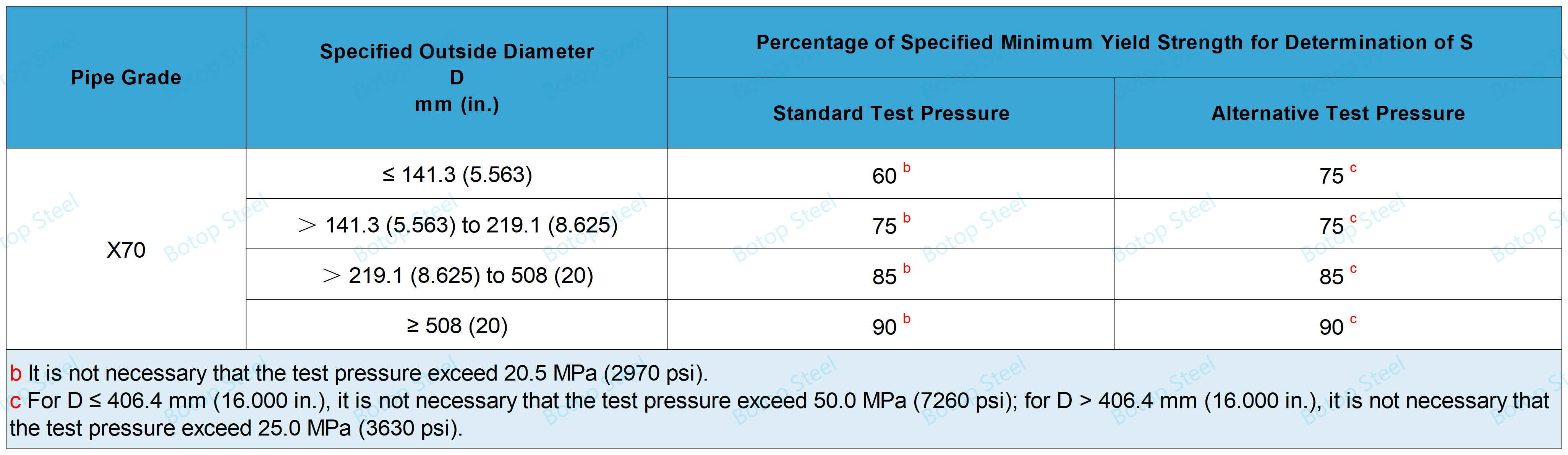
tis de opgegeven wanddikte, uitgedrukt in millimeters (inches);
Dis de opgegeven buitendiameter, uitgedrukt in millimeters (inches).
Niet-destructieve inspectie
Voor zaagbuizentwee methoden,UT(ultrasoon onderzoek) ofRT(Radiologisch onderzoek) wordt meestal gebruikt.
ETElektromagnetische testen zijn niet van toepassing op SAW-buizen.
Lasnaden op gelaste buizen van kwaliteiten ≥ L210/A en diameters ≥ 60,3 mm (2,375 inch) moeten niet-destructief worden geïnspecteerd op de volledige dikte en lengte (100%) zoals gespecificeerd.

UT niet-destructief onderzoek

RT niet-destructief onderzoek
Bij SAW- en COW-buizen moeten de lassen worden geïnspecteerd met behulp van röntgenonderzoek binnen een straal van minimaal 200 mm (8,0 inch) van elk buiseinde.
API 5L pijpschema-tabel
Voor uw gemak hebben we de relevante schema's als PDF-bestanden georganiseerd. U kunt deze documenten altijd downloaden en bekijken indien nodig.
Geef de buitendiameter en wanddikte op.
Gestandaardiseerde waarden voor gespecificeerde buitendiameters en gespecificeerde wanddiktes van stalen buizen worden gegeven inISO 4200EnASME B36.10M.

Maattoleranties
De API 5L-vereisten voor maattoleranties worden gedetailleerd beschreven inAPI 5L Klasse BOm herhaling te voorkomen, kunt u op de blauwe tekst klikken om de relevante details te bekijken.
Veelvoorkomende defecten en reparaties
Bij SAW-buizen worden vaak de volgende defecten aangetroffen: afgebeten randen, vlamboogbrandplekken, delaminatie, geometrische afwijkingen, harde klonten, enz.
Geconstateerde gebreken tijdens de visuele inspectie worden als volgt geverifieerd, gecategoriseerd en afgehandeld.
a) Defecten met een diepte van ≤ 0,125t, die de minimaal toelaatbare wanddikte niet beïnvloeden, worden beschouwd als aanvaardbare defecten en dienen te worden verwijderd overeenkomstig de bepalingen van C.1.
b) Defecten met een diepte van >0,125t die de minimaal toelaatbare wanddikte niet beïnvloeden, worden beschouwd als defecten en moeten worden verwijderd door opnieuw slijpen overeenkomstig C.2 of worden afgevoerd overeenkomstig C.3.
c) Een defect dat de minimaal toelaatbare wanddikte beïnvloedt, wordt erkend als een defect en wordt verwijderd overeenkomstig C.3.
Kleuridentificatie
Indien gewenst kan een kleurmarkering met een diameter van circa 50 mm (2 inch) op de binnenzijde van elke stalen buis worden aangebracht, zodat de verschillende materialen gemakkelijk van elkaar te onderscheiden zijn.
| Pijpkwaliteit | Verfkleur |
| L320 of X46 | Zwart |
| L360 of X52 | Groente |
| L390 of X56 | Blauw |
| L415 of X60 | Rood |
| L450 of X65 | Wit |
| L485 of X70 | Paarsviolet |
| L555 of X80 | Geel |
Waaraan is X70-staal gelijk?
ISO 3183 - L485Dit is een pijpleidingstaal volgens internationale normen en heeft vergelijkbare eigenschappen als API 5L X70.
CSA Z245.1 - GR 485Dit is een door de Canadian Standards Association (CSA) vastgestelde staalkwaliteit voor olie- en gaspijpleidingen.
EN 10208-2 - L485MBDit is pijpleidingstaal volgens de Europese norm voor de vervaardiging van pijpleidingen voor het transport van olie en gas.
Coating
Wij leveren onze klanten niet alleen hoogwaardige X70 stalen buizen, maar bieden ook diverse coatingdiensten aan om aan de specifieke behoeften van verschillende projecten te voldoen.
VerflagenTraditionele verflagen bieden basisbescherming tegen corrosie en zijn geschikt voor niet-extreme omstandigheden of tijdelijke bescherming.
FBE-coatingDeze coating wordt door middel van elektrostatisch spuiten op het oppervlak van stalen buizen aangebracht en vervolgens door warmte uitgehard. De coating heeft een goede chemische en slijtvastheid en is geschikt voor ondergrondse of onderwaterleidingen.
3LPE-coatingDeze coating, bestaande uit een epoxylaag, een kleeflaag en een polyethyleenlaag, biedt uitstekende corrosiebestendigheid en mechanische bescherming voor een breed scala aan ondergrondse transportleidingsystemen.
3LPP-coatingNet als 3LPE bestaat de 3LPP-coating uit drie lagen, maar gebruikt polypropyleen als buitenste laag. Deze coating heeft een hogere hittebestendigheid en is geschikt voor leidingen in omgevingen met hoge temperaturen.
Coatings kunnen worden geselecteerd op basis van de specifieke toepassingsomgeving en de eisen van de pijpleiding om de betrouwbaarheid en veiligheid van API 5L X70-pijpleidingen tijdens gebruik te garanderen.
Redenen om voor ons te kiezen voor X70 stalen buizen
1. API 5L-gecertificeerde fabriekenOnze fabrieken beschikken over API 5L-certificering, wat garant staat voor hoge kwaliteitsnormen van grondstof tot eindproduct, met een prijsvoordeel.
2. Meerdere soorten buizenWij zijn niet alleen fabrikant van gelaste stalen buizen, maar ook leverancier van naadloze stalen buizen. We kunnen een breed scala aan buistypen aanbieden die voldoen aan de specifieke behoeften van verschillende projecten.
3. Complete ondersteunende apparatuurNaast stalen buizen kunnen we ook flenzen, bochten en andere bijbehorende apparatuur leveren, waardoor we een totaaloplossing bieden voor de inkoop van uw project.
4. Service op maatWij kunnen maatwerkoplossingen leveren die aansluiten op de specifieke behoeften van de klant, waaronder de productie en verwerking van stalen buizen met speciale specificaties.
5. Gespecialiseerde dienstenSinds de oprichting in 2014 heeft het bedrijf deelgenomen aan een aantal engineeringprojecten en een schat aan ervaring in de branche opgebouwd, waardoor het gespecialiseerde diensten en ondersteuning kan bieden.
6. Snelle respons en ondersteuningOns klantenserviceteam kan snel reageren en professionele technische ondersteuning bieden om ervoor te zorgen dat uw problemen en behoeften tijdig worden opgelost.










