



ASTM A501 ଗ୍ରେଡ୍ Bଏହା ଏକ ଗରମ-ଗଠିତ ୱେଲ୍ଡିଂ ଏବଂ ସିମଲେସ୍ କାର୍ବନ ଷ୍ଟିଲ୍ ପାଇପ୍ ଯାହାର ବିଭିନ୍ନ ଗଠନମୂଳକ ପ୍ରୟୋଗ ପାଇଁ ସର୍ବନିମ୍ନ 448 MPa (65,000 psi) ଟାନସାଇଲ୍ ଶକ୍ତି ଅଛି।
ASTM A501ଗଠନମୂଳକ ପ୍ରୟୋଗ ପାଇଁ ଗରମ-ଗଠିତ ୱେଲ୍ଡିଂ ଏବଂ ସିମଲେସ୍ କାର୍ବନ ଷ୍ଟିଲ୍ ଟ୍ୟୁବିଂର ନିର୍ମାଣ ଏବଂ କାର୍ଯ୍ୟଦକ୍ଷତା ପାଇଁ।
ଏହି ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ଗୁଡ଼ିକ କଳା (ଆବରଣହୀନ) କିମ୍ବା ଗରମ-ଡିପ୍ଡ୍ ଗାଲ୍ଭାନିଜ୍ ହୋଇପାରେ, ଯାହାର ପରବର୍ତ୍ତୀଟି ଗାଲ୍ଭାନିଜ୍ ପ୍ରକ୍ରିୟା ମାଧ୍ୟମରେ କ୍ଷୟ ପ୍ରତିରୋଧକୁ ବୃଦ୍ଧି କରିଛି, ଯାହା ଏହାକୁ ବିଭିନ୍ନ ପରିବେଶଗତ ପରିସ୍ଥିତି ପାଇଁ ଉପଯୁକ୍ତ କରିଥାଏ।
ଏହି ଷ୍ଟିଲ୍ ପାଇପ୍ଗୁଡ଼ିକ ସେତୁ, କୋଠା ଏବଂ ଅନ୍ୟାନ୍ୟ ସାଧାରଣ ଗଠନମୂଳକ ପ୍ରୟୋଗରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ।
ASTM A501 ଇସ୍ପାତ ପାଇପକୁ ତିନୋଟି ଶ୍ରେଣୀରେ ବର୍ଗୀକୃତ କରେ,ଗ୍ରେଡ୍ A, ଗ୍ରେଡ୍ B, ଏବଂ ଗ୍ରେଡ୍ C.
ତିନୋଟି ଗ୍ରେଡ ମଧ୍ୟରୁ ଗ୍ରେଡ B ସର୍ବାଧିକ ବ୍ୟବହୃତ ହୁଏ କାରଣ ଏହା ଅନେକ ଗଠନମୂଳକ ପ୍ରୟୋଗ ପାଇଁ ସୁସନ୍ତୁଳିତ ଗୁଣ ପ୍ରଦାନ କରେ।
ଇସ୍ପାତ ତିଆରି କରାଯିବମୌଳିକ-ଅକ୍ସିଜେନ କିମ୍ବା ବୈଦ୍ୟୁତିକ-ଚାପ-ଫର୍ଣ୍ଣେସ୍ ଇସ୍ପାତ ତିଆରି ପ୍ରକ୍ରିୟା.
ଇସ୍ପାତକୁ ଇନଗଟ୍ସରେ ଢାଳି ଦିଆଯାଇପାରେ କିମ୍ବା ଷ୍ଟ୍ରାଣ୍ଡ କାଷ୍ଟ ହୋଇପାରେ।
ଯେତେବେଳେ ବିଭିନ୍ନ ଗ୍ରେଡର ଷ୍ଟିଲ୍ କ୍ରମାନୁସାରେ ଷ୍ଟ୍ରେଣ୍ଡେଡ୍ କାଷ୍ଟ କରାଯାଏ, ସେତେବେଳେ ଇସ୍ପାତ ଉତ୍ପାଦକ ପରିଣାମସ୍ୱରୂପ ପରିବର୍ତ୍ତନ ସାମଗ୍ରୀକୁ ଚିହ୍ନଟ କରିବେ ଏବଂ ଏକ ପ୍ରତିଷ୍ଠିତ ପ୍ରକ୍ରିୟା ବ୍ୟବହାର କରି ଏହାକୁ ଅପସାରଣ କରିବେ ଯାହା ଗ୍ରେଡ୍ ଗୁଡ଼ିକୁ ସକାରାତ୍ମକ ଭାବରେ ପୃଥକ କରିଥାଏ।
ଟ୍ୟୁବିଂ ନିମ୍ନଲିଖିତ ପ୍ରକ୍ରିୟା ମଧ୍ୟରୁ ଗୋଟିଏ ଦ୍ଵାରା ତିଆରି କରାଯିବ:ସିମଲେସ୍; ଫର୍ଣ୍ଣେସ୍-ବଟ୍-ୱେଲ୍ଡିଂ (ନିରନ୍ତର ୱେଲ୍ଡିଂ); ବୈଦ୍ୟୁତିକ ପ୍ରତିରୋଧ ୱେଲ୍ଡିଂ (ERW) କିମ୍ବା ବୁଡ଼ି ରହିଥିବା ଆର୍କ ୱେଲ୍ଡିଂ (SAW)ତା’ପରେ ସମଗ୍ର କ୍ରସ-ସେକ୍ସନରେ ପୁନଃଉତ୍ତାପନ ଏବଂ ହ୍ରାସ କିମ୍ବା ଆକାର ପ୍ରକ୍ରିୟା ଦ୍ୱାରା ଗରମ ଗଠନ, କିମ୍ବା ଉଭୟ।
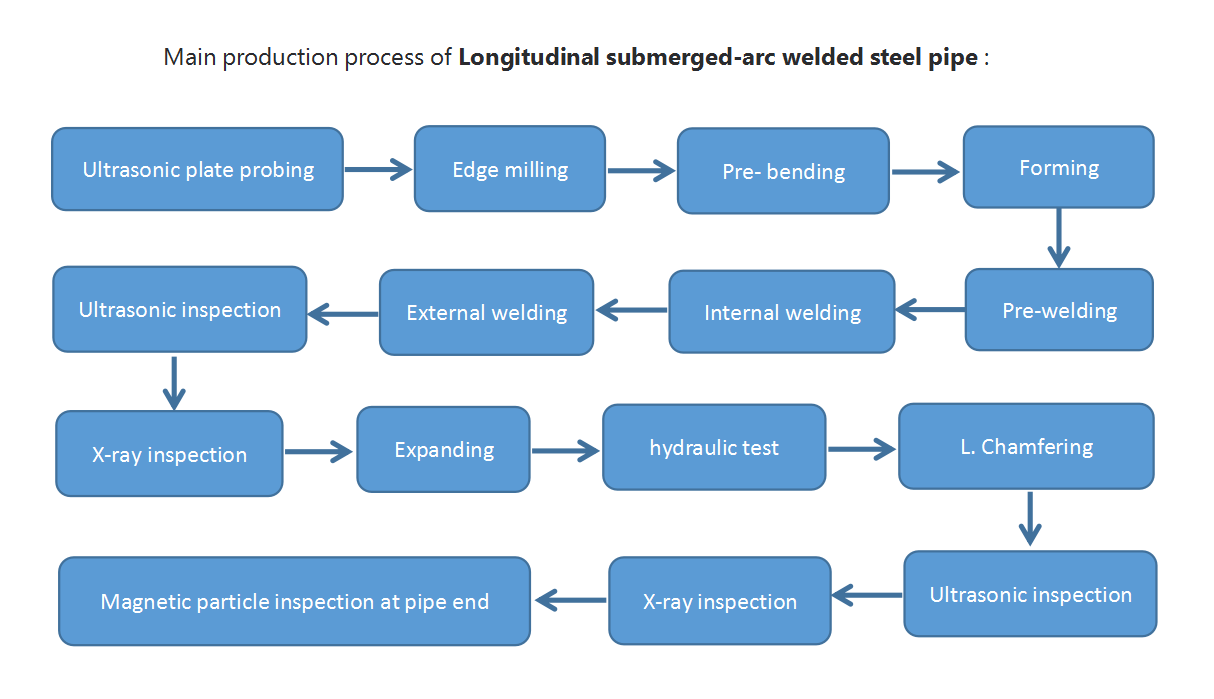
SAW ୱେଲ୍ଡିଂ ପ୍ରକ୍ରିୟାକୁ ଦୁଇ ଭାଗରେ ବିଭକ୍ତ କରାଯାଇଛିଏଲଏସଏଡବ୍ଲୁ(SAWL) ଏବଂ SSAW (HSAW).
ଅନ୍ତିମ ଆକୃତି ଗଠନ ଏକ ଗରମ ଗଠନ ପ୍ରକ୍ରିୟା ଦ୍ୱାରା କରାଯିବ।
୧୩ ମିମି [୧/୨ ଇଞ୍ଚ] ରୁ ଅଧିକ କାନ୍ଥ ଘନତା ଥିବା ଟ୍ୟୁବିଂ ପାଇଁ ଏକ ସାଧାରଣୀକରଣ ତାପ ଚିକିତ୍ସା ଯୋଡିବା ଅନୁମତିପ୍ରାପ୍ତ ହେବ।
| ASTM A501 ଗ୍ରେଡ୍ B ରାସାୟନିକ ଆବଶ୍ୟକତା, % | |||
| ଗଠନ | ଗ୍ରେଡ୍ ବି | ||
| ଉଷ୍ମତା ବିଶ୍ଳେଷଣ | ଉତ୍ପାଦ ବିଶ୍ଳେଷଣ | ||
| C (କାର୍ବନ)B | ସର୍ବାଧିକ | ୦.୨୨ | ୦.୨୬ |
| Mn (ମାଙ୍ଗାନିଜ୍)B | ସର୍ବାଧିକ | ୧.୪୦ | ୧.୪୫ |
| P (ଫସଫରାସ୍) | ସର୍ବାଧିକ | ୦.୦୩୦ | ୦.୦୪୦ |
| S(ସଲଫର) | ସର୍ବାଧିକ | ୦.୦୨୦ | ୦.୦୩୦ |
| ଘନ(ତମ୍ବା)B (ଯେତେବେଳେ ତମ୍ବା ଇସ୍ପାତ ନିର୍ଦ୍ଦିଷ୍ଟ ହୋଇଥାଏ) | ମିନିଟ୍ | ୦.୨୦ | ୦.୧୮ |
| Bକାର୍ବନ ପାଇଁ ନିର୍ଦ୍ଦିଷ୍ଟ ସର୍ବାଧିକ ଠାରୁ 0.01 ପ୍ରତିଶତ କମ୍ ପ୍ରତ୍ୟେକ ହ୍ରାସ ପାଇଁ, ମାଙ୍ଗାନିଜ୍ ପାଇଁ ନିର୍ଦ୍ଦିଷ୍ଟ ସର୍ବାଧିକ ଠାରୁ 0.06 ପ୍ରତିଶତ ବୃଦ୍ଧି ଅନୁମତି ଦିଆଯାଇଛି, ତାପ ବିଶ୍ଳେଷଣ ଦ୍ୱାରା ସର୍ବାଧିକ 1.60% ଏବଂ ଉତ୍ପାଦ ବିଶ୍ଳେଷଣ ଦ୍ୱାରା ସର୍ବାଧିକ 1.65% ପର୍ଯ୍ୟନ୍ତ। | |||
ଉତ୍ପାଦ ବିଶ୍ଳେଷଣ ପ୍ରତ୍ୟେକ 500 ଲମ୍ବ ଲମ୍ବ ଲମ୍ବ ଟ୍ୟୁବିଂରୁ ନିଆଯାଇଥିବା ଦୁଇଟି ଲମ୍ବ ଟ୍ୟୁବିଂରୁ ନିଆଯାଇଥିବା ପରୀକ୍ଷା ନମୁନା, କିମ୍ବା ସମାନ ପରିମାଣର ଫ୍ଲାଟ-ରୋଲ୍ଡ ଷ୍ଟକର ପ୍ରତ୍ୟେକ ଲଟରୁ ଦୁଇଟି ଫ୍ଲାଟ-ରୋଲ୍ଡ ଷ୍ଟକ୍ ବ୍ୟବହାର କରି କରାଯିବ।
ଟେନ୍ସାଇଲ୍ ନମୁନାଗୁଡ଼ିକ ପରୀକ୍ଷା ପଦ୍ଧତି ଏବଂ ପରିଶିଷ୍ଟ୍ୟ A370, ପରିଶିଷ୍ଟ A2 ର ପ୍ରଯୁଜ୍ୟ ଆବଶ୍ୟକତା ପୂରଣ କରିବ।
| ASTM A501 ଗ୍ରେଡ୍ B ଟେନସାଇଲ୍ ଆବଶ୍ୟକତା | |||
| ତାଲିକା | କାନ୍ଥର ଘନତା ମିମି [ଇଞ୍ଚ] | ଗ୍ରେଡ୍ ବି | |
| ତେଜ ଶକ୍ତି, ସର୍ବନିମ୍ନ, psi[MPa] | ସମସ୍ତ | ୬୫୦୦୦ [୪୪୮] | |
| ଶକ୍ତି ପ୍ରଦାନ କରନ୍ତୁ, ସର୍ବନିମ୍ନ, psi[MPa] | ≤25 [1] | ୪୬,୦୦୦ [୩୧୫] | |
| >25 [1] ଏବଂ ≤ 50 [2] | ୪୫,୦୦୦ [୩୧୦] | ||
| >୫୦ [୨] ଏବଂ ≤ ୭୬ [୩] | ୪୨,୫୦୦ [୨୯୦] | ||
| >୭୬ [୩] ଏବଂ ≤ ୧୦୦ [୪] | ୪୦,୦୦୦ [୨୮୦] | ||
| ଦୀର୍ଘତା, ସର୍ବନିମ୍ନ, % | — | 24 | |
| ପ୍ରଭାବ ଶକ୍ତି | ସର୍ବନିମ୍ନ,ହାରାହାରି, ଫୁଟ/ଆଇବିଏଫ୍ [ଜେ] | — | ୨୦ [୨୭] |
| ସର୍ବନିମ୍ନ,ଏକାକୀ, ଫୁଟ/ଆଇବିଏଫ୍ [ଜେ] | — | ୧୪ [୧୯] | |
ଟେନସନ୍ ପରୀକ୍ଷା ନମୁନାଗୁଡ଼ିକ ପୂର୍ଣ୍ଣ-ଆକାରର ଅନୁଦ୍ୟୁତିକ ପରୀକ୍ଷା ନମୁନା କିମ୍ବା ଅନୁଦ୍ୟୁତିକ ଷ୍ଟ୍ରିପ୍ ପରୀକ୍ଷା ନମୁନା ହେବ।
ୱେଲ୍ଡିଂ ଟ୍ୟୁବିଂ ପାଇଁ, ଯେକୌଣସି ଲମ୍ବ ଷ୍ଟ୍ରିପ୍ ପରୀକ୍ଷା ନମୁନାଗୁଡ଼ିକୁ ୱେଲ୍ଡରୁ ଅତି କମରେ 90° ଦୂରତାରେ ଥିବା ସ୍ଥାନରୁ ନିଆଯିବ ଏବଂ ଗଜ୍ ଲମ୍ବରେ ଫ୍ଲାଟେନ୍ ନକରି ପ୍ରସ୍ତୁତ କରାଯିବ।
ଅନୁଦୈର୍ଘ୍ୟ ଷ୍ଟ୍ରିପ୍ ପରୀକ୍ଷାନମୁନାଗୁଡ଼ିକରୁ ସମସ୍ତ କଣ୍ଟା ବାହାର କରିଦିଆଯିବ।
ଟେନସନ୍ ପରୀକ୍ଷା ନମୁନାଗୁଡ଼ିକରେ ଏପରି ପୃଷ୍ଠ ତ୍ରୁଟି ରହିବ ନାହିଁ ଯାହା ଟେନସାଇଲ୍ ଗୁଣଗୁଡ଼ିକର ସଠିକ୍ ନିର୍ଣ୍ଣୟରେ ବାଧା ସୃଷ୍ଟି କରିବ।
କାନ୍ଥ ଘନତା ≤ 6.3mm [0.25in] ପାଇଁ ପ୍ରଭାବ ପରୀକ୍ଷା ଆବଶ୍ୟକ ନାହିଁ।
| ASTM A501 ଡାଇମେନ୍ସନାଲ୍ ଟଲେରନ୍ସ | ||
| ତାଲିକା | ପରିସର | ଟିପ୍ପଣୀ |
| ବାହ୍ୟ ବ୍ୟାସ (OD) | ≤୪୮ମିମି (୧.୯ ଇଞ୍ଚ) | ±୦.୫ମିମି [୧/୪୮ଇଞ୍ଚ] |
| >୫୦ମିମି (୨ ଇଞ୍ଚ) | ± ୧% | |
| କାନ୍ଥର ଘନତା (T) | ନିର୍ଦ୍ଦିଷ୍ଟ କାନ୍ଥ ଘନତା | ≥90% |
| ଓଜନ | ନିର୍ଦ୍ଦିଷ୍ଟ ଓଜନ | ୯୬.୫% -୧୧୦% |
| ଦୈର୍ଘ୍ୟ (L) | ≤୭ମି (୨୨ ଫୁଟ) | -୬ମିମି (୧/୪ଇଞ୍ଚ) - +୧୩ମିମି (୧/୨ଇଞ୍ଚ) |
| ୭-୧୪ ମିଟର (୨୨-୪୪ ଫୁଟ) | -୬ମିମି (୧/୪ଇଞ୍ଚ) - +୧୯ମିମି (୩/୪) | |
| ସିଧାପଣିଆ | ଦୈର୍ଘ୍ୟ ଇମ୍ପେରିଆଲ ୟୁନିଟ୍ (ଫୁଟ) ରେ ଅଛି | ଲିଟର/୪୦ |
| ଦୈର୍ଘ୍ୟ ଏକକଗୁଡ଼ିକ ମେଟ୍ରିକ୍ (ମି) ଅଟେ | ଲିଟର/୫୦ | |
ଗଠନାତ୍ମକ ଟ୍ୟୁବିଂ ତ୍ରୁଟିମୁକ୍ତ ହେବ ଏବଂ ଗରମ ରୋଲିଂ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାରୁ ପରିଣାମ ସ୍ୱରୂପ ଏକ ମସୃଣ ଶେଷ ହେବ।
ଯେତେବେଳେ ପାଇପର ପୃଷ୍ଠରେ ତ୍ରୁଟିର ଗଭୀରତା ନାମମାତ୍ର କାନ୍ଥ ଘନତାର 10% ଅତିକ୍ରମ କରେ, ସେତେବେଳେ ଏହି ତ୍ରୁଟିଗୁଡ଼ିକୁ ଅଣ-ଅନୁରୂପ ବୋଲି ବିବେଚନା କରାଯିବ। କ୍ରେତା ଏବଂ ନିର୍ମାତାଙ୍କ ମଧ୍ୟରେ ଚୁକ୍ତି ହେଲେ ହିଁ ୱେଲ୍ଡିଂ ଦ୍ୱାରା ମରାମତି ଅନୁମତି ଦିଆଯିବ। ୱେଲ୍ଡିଂ ଦ୍ୱାରା ମରାମତି କରିବା ପୂର୍ବରୁ, ମରାମତି ହେବାକୁ ଥିବା ତ୍ରୁଟିଗୁଡ଼ିକୁ କଟିଂ କିମ୍ବା ଗ୍ରାଇଣ୍ଡିଂ ପଦ୍ଧତି ଦ୍ୱାରା ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ଦୂର କରିବାକୁ ପଡିବ।
ଗଠନମୂଳକ ପାଇପ୍ ହଟ୍-ଡିପ୍ ଗାଲଭାନିଜ୍ ହେବା ପାଇଁ, ଏହି ଆବରଣ ନିର୍ଦ୍ଦିଷ୍ଟକରଣର ପ୍ରାସଙ୍ଗିକ ଆବଶ୍ୟକତା ପୂରଣ କରିବASTM A53.
ପ୍ରତ୍ୟେକ ସଂରଚନାତ୍ମକ ଟ୍ୟୁବିଂକୁ ଉପଯୁକ୍ତ ପଦ୍ଧତି ଦ୍ୱାରା ଚିହ୍ନିତ କରାଯିବା ଉଚିତ, ଯେପରିକି ରୋଲିଂ, ଷ୍ଟାମ୍ପିଂ, ଷ୍ଟାମ୍ପିଂ, କିମ୍ବା ରଙ୍ଗ କରିବା।
ASTM A501 ଚିହ୍ନରେ ସର୍ବନିମ୍ନ ନିମ୍ନଲିଖିତ ସୂଚନା ରହିବା ଉଚିତ:
ନିର୍ମାତାଙ୍କ ନାମ
ବ୍ରାଣ୍ଡ କିମ୍ବା ଟ୍ରେଡମାର୍କ
ଆକାର
ମାନକର ନାମ (ପ୍ରକାଶନର ବର୍ଷ ଆବଶ୍ୟକ ନାହିଁ)
ଗ୍ରେଡ୍
<50 ମିମି [2 ଇଞ୍ଚ] OD ସଂରଚନାତ୍ମକ ଟ୍ୟୁବ୍ ପାଇଁ, ପ୍ରତ୍ୟେକ ବଣ୍ଡଲ୍ ସହିତ ସଂଲଗ୍ନ ଏକ ଲେବଲରେ ଷ୍ଟିଲ୍ ସୂଚନା ଚିହ୍ନିତ କରିବା ଅନୁମତିପ୍ରାପ୍ତ।
ASTM A501 ଗ୍ରେଡ୍ B ଇସ୍ପାତ ଏକ ଗରମ-ଗଠନ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ସହିତ ଶକ୍ତି ଏବଂ ନମନୀୟତାକୁ ମିଶ୍ରଣ କରେ, ଏହାକୁ ବିଭିନ୍ନ ପ୍ରକାରର ଗଠନମୂଳକ ପ୍ରୟୋଗ ପାଇଁ ଉପଯୁକ୍ତ କରିଥାଏ।
କୋଠା ଏବଂ ନିର୍ମାଣ: ସାଧାରଣତଃ କୋଠା ଏବଂ ନିର୍ମାଣ କାର୍ଯ୍ୟରେ ବ୍ୟବହୃତ ହୁଏ ଯେଉଁଠାରେ ଦୃଢ଼ ସାମଗ୍ରୀର ଉଚ୍ଚ ଶକ୍ତି ଏବଂ ସ୍ଥାୟୀତ୍ୱ ଆବଶ୍ୟକ। ଏଥିରେ କୋଠା, କ୍ରୀଡା ଷ୍ଟାଡିୟମ, ସେତୁ ଏବଂ ଅନ୍ୟାନ୍ୟ ଗଠନ ଅନ୍ତର୍ଭୁକ୍ତ।
ଶିଳ୍ପ ସୁବିଧାସମୂହ: ଏହାର ଉଚ୍ଚ ଶକ୍ତି ହେତୁ, ଏହା କାରଖାନା ଏବଂ ଗୋଦାମ ଭଳି ଶିଳ୍ପ ସୁବିଧାରେ ବ୍ୟବହାର ପାଇଁ ଉପଯୁକ୍ତ, ଯେଉଁଠାରେ ଗଠନମୂଳକ ଅଖଣ୍ଡତା ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ।
ପରିବହନ ଭିତ୍ତିଭୂମି: ଏହି ଗ୍ରେଡ୍ ପରିବହନ ଭିତ୍ତିଭୂମି ନିର୍ମାଣରେ ବ୍ୟବହୃତ ହୁଏ, ଯେଉଁଥିରେ ରେଳ ଷ୍ଟେସନ, ବିମାନବନ୍ଦର ଏବଂ ହାଇୱେ ଓଭରପାସ୍ ଅନ୍ତର୍ଭୁକ୍ତ।
ଗଠନମୂଳକ ଉପାଦାନଗୁଡ଼ିକ: ଏହା ସାଧାରଣତଃ ସ୍ତମ୍ଭ, ବିମ୍ ଏବଂ ଟ୍ରସ୍ ଭଳି ଗଠନମୂଳକ ଉପାଦାନଗୁଡ଼ିକର ନିର୍ମାଣରେ ମଧ୍ୟ ବ୍ୟବହୃତ ହୁଏ, ଯାହା ବିଭିନ୍ନ ଗଠନର ଢାଞ୍ଚା ଗଠନ କରିଥାଏ।
ଉପକରଣ ନିର୍ମାଣ: ଭାରୀ ଯନ୍ତ୍ରପାତି ଏବଂ ଯନ୍ତ୍ରପାତି ଉତ୍ପାଦନରେ, ଏହାକୁ ଉଚ୍ଚ-ଶକ୍ତି ସଂରଚନାତ୍ମକ ଉପାଦାନ ଆବଶ୍ୟକ କରୁଥିବା ଅଂଶ ପାଇଁ ବ୍ୟବହାର କରାଯାଇପାରିବ।


ନିର୍ମାତା କ୍ରେତାଙ୍କୁ ଏକ ଅନୁପାଳନ ପ୍ରମାଣପତ୍ର ପ୍ରଦାନ କରିବେ ଯେଉଁଥିରେ ଉଲ୍ଲେଖ ରହିବ ଯେ ଉତ୍ପାଦଟି ଏହି ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଏବଂ କ୍ରୟ ଅର୍ଡର କିମ୍ବା ଚୁକ୍ତିନାମାରେ ନିର୍ଦ୍ଦିଷ୍ଟ ଯେକୌଣସି ଆବଶ୍ୟକତା ଅନୁସାରେ ନମୁନା ନିଆଯାଇଛି, ପରୀକ୍ଷିତ ହୋଇଛି ଏବଂ ଯାଞ୍ଚ କରାଯାଇଛି ଏବଂ ଏପରି ସମସ୍ତ ଆବଶ୍ୟକତା ପୂରଣ ହୋଇଛି। ଅନୁପାଳନ ପ୍ରମାଣପତ୍ରରେ ଜାରି ହେବାର ନିର୍ଦ୍ଦିଷ୍ଟ ସଂଖ୍ୟା ଏବଂ ବର୍ଷ ଅନ୍ତର୍ଭୁକ୍ତ ହେବ।
ବୋଟପ୍ ଷ୍ଟିଲ୍ ହେଉଛି ଚୀନ୍ର ଏକ ଉଚ୍ଚମାନର ୱେଲ୍ଡଡ୍ କାର୍ବନ ଷ୍ଟିଲ୍ ପାଇପ୍ ନିର୍ମାତା ଏବଂ ଯୋଗାଣକାରୀ, ଏବଂ ଏହା ଏକ ସିମଲେସ୍ ଷ୍ଟିଲ୍ ପାଇପ୍ ଷ୍ଟକିଷ୍ଟ ମଧ୍ୟ।
ବୋଟପ୍ ଷ୍ଟିଲ୍ ଗୁଣବତ୍ତା ପ୍ରତି ଦୃଢ଼ ପ୍ରତିବଦ୍ଧତା ରଖିଛି ଏବଂ କଠୋର ନିୟନ୍ତ୍ରଣ ଏବଂ ପରୀକ୍ଷଣ କାର୍ଯ୍ୟକାରୀ କରେଉତ୍ପାଦ ନିର୍ଭରଯୋଗ୍ୟତା ସୁନିଶ୍ଚିତ କରେ। ଏହାର ଅଭିଜ୍ଞ ଦଳ ଗ୍ରାହକ ସନ୍ତୁଷ୍ଟି ଉପରେ ଧ୍ୟାନ ଦେଇ ବ୍ୟକ୍ତିଗତ ସମାଧାନ ଏବଂ ବିଶେଷଜ୍ଞ ସହାୟତା ପ୍ରଦାନ କରେ। ଆମେ ଆପଣଙ୍କ ସହିତ କାମ କରିବାକୁ ଅପେକ୍ଷା କରିଛୁ।







