




| LSAW ଷ୍ଟିଲ୍ ପାଇପ୍ ପାଇଁ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ | |
| ୧.ଆକାର | ୧)ଓଡି:୪୦୬ମିମି-୧୫୦୦ମିମି |
| ୨) କାନ୍ଥ ମୋଟେଇ: ୮ମିମି-୫୦ମିମି | |
| ୩) SCH20, SCH40, STD, XS, SCH80 | |
| ୨.ମାନକ: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252,ASTM A500 ଇତ୍ୟାଦି |
| 3. ସାମଗ୍ରୀ | ASTM A53 Gr.B,API 5L ଶ୍ରେଣୀବି,X42,X52,X60,X70,X80,S235JR,S355J0H, ଇତ୍ୟାଦି |
| ୪. ବ୍ୟବହାର: | ୧) ନିମ୍ନ ଚାପ ତରଳ, ପାଣି, ଗ୍ୟାସ୍, ତେଲ, ଲାଇନ ପାଇପ୍ |
| ୨) ଗଠନ ପାଇପ୍, ପାଇପ୍ ପାଇଲିଂ ନିର୍ମାଣ | |
| ୩)ବାଡ଼, ଦ୍ୱାର ପାଇପ୍ | |
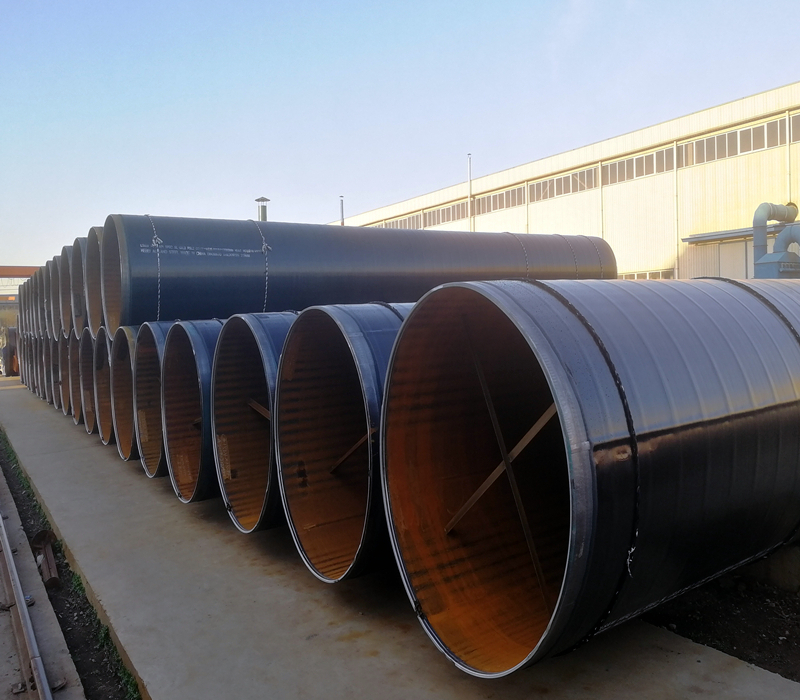
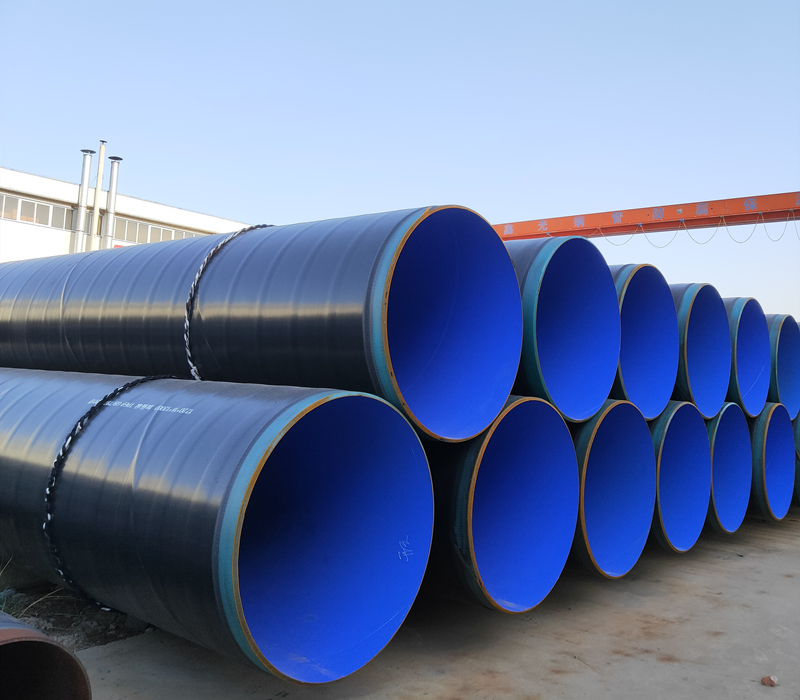
| ୫. ଆବରଣ | ୧) ବେର୍ଡ ୨) କଳା ରଙ୍ଗ (ଭାର୍ନିସ୍ ଆବରଣ) ୩) ଗ୍ୟାଲଭାନିଜିଆଲ୍ ୪) ତେଲଯୁକ୍ତ ୫) PE, 3PE, FBE, କମ୍ପୋଜିଅନ୍ ପ୍ରତିରୋଧୀ ଆବରଣ, କ୍ଷୟ ପ୍ରତିରୋଧୀ ଆବରଣ |
| ୬. କୌଶଳ | ଅନୁଦୈର୍ଘ୍ୟ ୱେଲ୍ଡିଂ ଷ୍ଟିଲ୍ ପାଇପ୍ |
| ୭. ନିରୀକ୍ଷଣ: | ହାଇଡ୍ ରାଉଲିକ୍ ପରୀକ୍ଷା, ଏଡି କରେଣ୍ଟ, RT, UT କିମ୍ବା ତୃତୀୟ ପକ୍ଷ ଦ୍ୱାରା ଯାଞ୍ଚ ସହିତ |
| ୮. ବିତରଣ | ପାତ୍ର, ବଲ୍କ ଜାହାଜ। |
| ୯. ଆମର ଗୁଣବତ୍ତା ବିଷୟରେ: | ୧) କୌଣସି କ୍ଷତି ନାହିଁ, କୌଣସି ବଙ୍କା ନାହିଁ ୨) କୌଣସି ଘା କିମ୍ବା ତୀକ୍ଷ୍ଣ ଧାର ନାହିଁ ଏବଂ କୌଣସି ସ୍କ୍ରାପ୍ ନାହିଁ 3) ତେଲ ଏବଂ ଚିହ୍ନିବା ପାଇଁ ମାଗଣା ୪) ପରିବହନ ପୂର୍ବରୁ ସମସ୍ତ ସାମଗ୍ରୀ ତୃତୀୟ ପକ୍ଷ ଯାଞ୍ଚ ଦ୍ୱାରା ଯାଞ୍ଚ କରାଯାଇପାରିବ। |

ହଂକଂର ଇଞ୍ଜିନିୟରିଂ ମାମଲା

କାତାରର ଇଞ୍ଜିନିୟରିଂ ମାମଲା

ତୁର୍କୀର ଇଞ୍ଜିନିୟରିଂ ମାମଲା

LSAW ପାଇପ୍ଫିଲର ୱେଲ୍ଡିଂ, କଣିକା ସୁରକ୍ଷା ଫ୍ଲକ୍ସ ପୁରିତ ଆର୍କ ବ୍ୟବହାର କରି ବୁଡ଼ିଯାଇଥିବା ଆର୍କ ୱେଲ୍ଡିଂ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ଗ୍ରହଣ କରେ।
LSAW ହେଉଛି ବୁଡ଼ିଯାଇଥିବା ଆର୍କ ୱେଲ୍ଡିଂ ସିଧା ସିମ୍ ଷ୍ଟିଲ୍ ପାଇପ୍ର ଇଂରାଜୀ ସଂକ୍ଷିପ୍ତ ଶବ୍ଦ। ବୁଡ଼ିଯାଇଥିବା ଆର୍କ ୱେଲ୍ଡିଂ ସିଧା ସିମ୍ ଷ୍ଟିଲ୍ ପାଇପ୍ର ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାରେ JCOE ଫର୍ମିଂ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା, କଏଲ୍ ଫର୍ମିଂ ବୁଡ଼ିଯାଇଥିବା ଆର୍କ ୱେଲ୍ଡିଂ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ଏବଂ UOE ଫର୍ମିଂ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ଅନ୍ତର୍ଭୁକ୍ତ।
ଲମ୍ବ ବୁଡ଼ିଯାଇଥିବା-ଆର୍କ ୱେଲ୍ଡିଂ (LSAW) ପାଇପ୍ ନିର୍ମାଣ ପ୍ରକ୍ରିୟା ନିମ୍ନଲିଖିତ ଅଟେ:
ଅଲ୍ଟ୍ରାସୋନିକ୍ ପ୍ଲେଟ୍ ପ୍ରୋବିଂ → ଏଜ୍ ମିଲିଂ → ପ୍ରି-ବେଣ୍ଡିଂ → ଫର୍ମିଂ → ପ୍ରି-ୱେଲ୍ଡିଂ → ଆଭ୍ୟନ୍ତରୀଣ ୱେଲ୍ଡିଂ → ବାହ୍ୟ ୱେଲ୍ଡିଂ → ଅଲ୍ଟ୍ରାସୋନିକ୍ ଯାଞ୍ଚ → ଏକ୍ସ-ରେ ଯାଞ୍ଚ → ବିସ୍ତାର → ହାଇଡ୍ରୋଲିକ୍ ପରୀକ୍ଷା → l. ଚାମ୍ଫରିଂ → ଅଲ୍ଟ୍ରାସୋନିକ୍ ଯାଞ୍ଚ → ଏକ୍ସ-ରେ ଯାଞ୍ଚ → ଟ୍ୟୁବ୍ ଶେଷ ଭାଗରେ ଚୁମ୍ବକୀୟ କଣିକା ଯାଞ୍ଚ

| ଟେନସାଇଲ୍ ଆବଶ୍ୟକତା | |||
| ଗ୍ରେଡ୍ 1 | ଗ୍ରେଡ୍ 2 | ଗ୍ରେଡ୍ 3 | |
| ପ୍ରତେଜ ଶକ୍ତି, ସର୍ବନିମ୍ନ, psi (MPa) | ୫୦,୦୦୦ (୩୪୫) | ୬୦୦୦୦ (୪୧୫) | ୬୬୦୦୦ (୪୫୫) |
| ଉତ୍ପାଦନ ବିନ୍ଦୁ କିମ୍ବା ଉତ୍ପାଦନ ଶକ୍ତି, ସର୍ବନିମ୍ନ, psi(MPa) | ୩୦୦୦୦ (୨୦୫) | ୩୫୦୦୦ (୨୪୦) | ୪୫୦୦୦ (୩୧୦) |
| ନାମମାତ୍ର କାନ୍ଥ ଘନତା %6 ଇଞ୍ଚ (7.9 ମିମି) କିମ୍ବା ଅଧିକ ପାଇଁ ସର୍ବନିମ୍ନ ମୌଳିକ ବୃଦ୍ଧି: 8 ଇଞ୍ଚ (203.2 ମିମି), ସର୍ବନିମ୍ନ, % ବୃଦ୍ଧି 2 ଇଞ୍ଚ (50.8 ମିମି), ସର୍ବନିମ୍ନ, % | 18 30 | 14 25 | ... 20 |
| %6 ଇଞ୍ଚ (7.9 ମିମି) ରୁ କମ୍ ନାମମାତ୍ର କାନ୍ଥ ଘନତା ପାଇଁ, ପ୍ରତ୍ୟେକ Vzi - ଇଞ୍ଚ (0.8 ମିମି) ପାଇଁ 2 ଇଞ୍ଚ (50.08 ମିମି) ରେ ମୌଳିକ ସର୍ବନିମ୍ନ ଦୀର୍ଘତାରୁ ହ୍ରାସ, %6 ଇଞ୍ଚ (7.9 ମିମି) ରୁ କମ୍ ନାମମାତ୍ର କାନ୍ଥ ଘନତାରେ ହ୍ରାସ, ପ୍ରତିଶତ ପଏଣ୍ଟରେ | ୧.୫କ | ୧.୨୫କ | ୧.୦ଏ... |

ଜଳସ୍ରୋତୀୟ ପରୀକ୍ଷଣ

NDT(RT) ପରୀକ୍ଷଣ

NDT(UT) ପରୀକ୍ଷଣ
ବଙ୍କା ପରୀକ୍ଷା—ଏକ ନଳାକାର ମାଣ୍ଡରେଲ୍ ଚାରିପାଖରେ 90° ପର୍ଯ୍ୟନ୍ତ ଥଣ୍ଡା ବଙ୍କା ହୋଇ ପର୍ଯ୍ୟାପ୍ତ ଲମ୍ବ ପାଇପ୍ ରହିବ।
ସମତଳ କରିବା ପରୀକ୍ଷା-ଯଦିଓ ପରୀକ୍ଷଣ ଆବଶ୍ୟକ ନାହିଁ, ପାଇପ୍ ଫ୍ଲାଟେନିଂ ପରୀକ୍ଷଣ ଆବଶ୍ୟକତା ପୂରଣ କରିବାକୁ ସକ୍ଷମ ହେବ।
ଜଳ-ସ୍ଥାପକ ପରୀକ୍ଷା—ଅନୁମତି ପ୍ରାପ୍ତ ବ୍ୟତୀତ, ପାଇପ୍ କାନ୍ଥ ଦେଇ ଲିକେଜ୍ ନହୋଇ ପ୍ରତ୍ୟେକ ଲମ୍ବ ପାଇପ୍ ହାଇଡ୍ରୋ-ଷ୍ଟାଟିକ୍ ପରୀକ୍ଷା କରାଯିବ।
ବିନାଶକାରୀ ବୈଦ୍ୟୁତିକ ପରୀକ୍ଷଣ-ହାଇଡ୍ରୋ-ଷ୍ଟାଟିକ୍ ପରୀକ୍ଷାର ବିକଳ୍ପ ଭାବରେ, ପ୍ରତ୍ୟେକ ପାଇପର ସମ୍ପୂର୍ଣ୍ଣ ଅଂଶକୁ ଏକ ଅଣ-ବିନାଶକ ବୈଦ୍ୟୁତିକ ପରୀକ୍ଷା ସହିତ ପରୀକ୍ଷା କରାଯିବ। ଯେଉଁଠାରେ ଅଣ-ବିନାଶକ ବୈଦ୍ୟୁତିକ ପରୀକ୍ଷା କରାଯାଏ, ସେଠାରେ ଲମ୍ବଗୁଡ଼ିକୁ "NDE" ଅକ୍ଷର ସହିତ ଚିହ୍ନିତ କରାଯିବ।
ଅଲ୍ଟ୍ରାସୋନିକ ପରୀକ୍ଷଣ
ଏଡି ବର୍ତ୍ତମାନର ପରୀକ୍ଷା
ଖାଲି ପାଇପ୍, କଳା ଆବରଣ (କଷ୍ଟମାଇଜଡ୍);
ଉଭୟ ପ୍ରାନ୍ତରେ ଏଣ୍ଡ ପ୍ରୋଟେକ୍ଟର ଅଛି;
ସାଦା ଶେଷ, ବେଭେଲ ଶେଷ;
ଚିହ୍ନିତ କରାଯାଉଛି।




| ବାହାର ବ୍ୟାସ | ପାଇପ୍ ପାଇଲ୍ସର ବାହ୍ୟ ବ୍ୟାସ ନିର୍ଦ୍ଦିଷ୍ଟ ବାହ୍ୟ ବ୍ୟାସଠାରୁ ±1% ରୁ ଅଧିକ ଭିନ୍ନ ହେବ ନାହିଁ। | ||
| କାନ୍ଥର ଘନତା | ଯେକୌଣସି ସ୍ଥାନରେ କାନ୍ଥର ଘନତା ନିର୍ଦ୍ଦିଷ୍ଟ ନାମମାତ୍ର କାନ୍ଥ ଘନତା ତଳେ 12.5% ରୁ ଅଧିକ ହେବ ନାହିଁ। | ||
| ଲମ୍ବ | ପାଇପ୍ ପାଇଲ୍ଗୁଡ଼ିକ ନିମ୍ନଲିଖିତ ସୀମା ଅନୁଯାୟୀ ଏକକ ଅନିୟମିତ ଲମ୍ବ, ଦ୍ୱିଗୁଣିତ ଅନିୟମିତ ଲମ୍ବ କିମ୍ବା କ୍ରୟ କ୍ରମରେ ନିର୍ଦ୍ଦିଷ୍ଟ ସମାନ ଲମ୍ବରେ ସଜ୍ଜିତ ହେବ: | ଏକକ ଅନିୟମିତ ଦୈର୍ଘ୍ୟ | ୧୬ ରୁ ୨୫ ଫୁଟ (୪.୮୮ ରୁ ୭.୬୨ ମିମି), ଇଞ୍ଚ |
| ଦ୍ୱିଗୁଣିତ ଅନିୟମିତ ଲମ୍ବ | ସର୍ବନିମ୍ନ ହାରାହାରି ୩୫ ଫୁଟ (୧୦.୬୭ ମିଟର) ସହିତ ୨୫ ଫୁଟ (୭.୬୨ ମିଟର)ରୁ ଅଧିକ | ||
| ସମାନ ଲମ୍ବ | ±1 ଇଞ୍ଚର ଅନୁମୋଦିତ ପରିବର୍ତ୍ତନ ସହିତ ନିର୍ଦ୍ଦିଷ୍ଟ ଲମ୍ବ। | ||
| ଓଜନ | ପ୍ରତ୍ୟେକ ପାଇପ୍ ପାଇଲ୍ ଲମ୍ବକୁ ପୃଥକ ଭାବରେ ଓଜନ କରାଯିବ ଏବଂ ଏହାର ଓଜନ ଏହାର ଲମ୍ବ ଏବଂ ପ୍ରତି ୟୁନିଟ୍ ଲମ୍ବରେ ଏହାର ଓଜନ ବ୍ୟବହାର କରି ଗଣନା କରାଯାଇ ଏହାର ଓଜନ ଏହାର ତତ୍ତ୍ୱିକ ଓଜନଠାରୁ 15% ଅଧିକ କିମ୍ବା 5% କମ୍ ହେବ ନାହିଁ। | ||










