
BS EN 10210 ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ଏହା ବିଭିନ୍ନ ପ୍ରକାରର ସ୍ଥାପତ୍ୟ ଏବଂ ଯାନ୍ତ୍ରିକ ଗଠନମୂଳକ ପ୍ରୟୋଗ ପାଇଁ ମିଶ୍ରିତ ଏବଂ ସୂକ୍ଷ୍ମ-ଶସ୍ୟ ଇସ୍ପାତର ଗରମ-ସମାପ୍ତ ଫମ୍ପା ଅଂଶ। ଏଥିରେ ଗୋଲ, ବର୍ଗାକାର, ଆୟତାକାର ଏବଂ ଅଣ୍ଡାକାର ଅଂଶ ରହିଛି।
EN 10210 ଏବଂ BS EN 10210 ସମାନ ମାନକ କିନ୍ତୁ ଭିନ୍ନ ସଂଗଠନ ସହିତ।

ନାଭିଗେସନ୍ ବଟନଗୁଡ଼ିକ
BS EN 10210 ବର୍ଗୀକରଣ
BS EN 10210 ଆକାର ପରିସର
କଞ୍ଚାମାଲ
BS EN 10210 ଷ୍ଟିଲ୍ ନାମ
BS EN 10210 ର ବିତରଣ ସର୍ତ୍ତାବଳୀ
BS EN 10210 ର ରାସାୟନିକ ଗଠନ
BS EN 10210 ର ଯାନ୍ତ୍ରିକ ଗୁଣଧର୍ମ
ପ୍ରଭାବ ପରୀକ୍ଷଣ
ୱେଲ୍ଡେବଲିଟି
ପରିମାଣ ସହନଶୀଳତା
ପୃଷ୍ଠ ଦୃଶ୍ୟମାନତା
ଗ୍ୟାଲଭାନିଆନ୍
ପୃଷ୍ଠ ତ୍ରୁଟିର ମରାମତି
BS EN 10210 ମାର୍କିଂ
ଆପ୍ଲିକେସନ୍ଗୁଡ଼ିକ
ଆମର ସମ୍ପର୍କିତ ଉତ୍ପାଦଗୁଡିକ
BS EN 10210 ବର୍ଗୀକରଣ
ଇସ୍ପାତର ପ୍ରକାର ଅନୁସାରେ
ମିଶ୍ରଧାତୁହୀନ ଏବଂ ମିଶ୍ରଧାତୁଯୁକ୍ତ ସ୍ୱତନ୍ତ୍ର ଇସ୍ପାତ
ମିଶ୍ରଧାତୁହୀନ ଇସ୍ପାତ: S235JRH, S275JOH, S275J2H, S355JOH, S355J2H, S355K2H, S275NH 、 S275NLH 、 S355NH 、 S355NLH |
ମିଶ୍ରଧାତୁଯୁକ୍ତ ସ୍ୱତନ୍ତ୍ର ଷ୍ଟିଲ୍ସ: S420NH, S420NLH, S460NH, S460NLH।
ଚିହ୍ନଟ କରିବାର ଏକ ସରଳ ପଦ୍ଧତି ହେଉଛି: ଇସ୍ପାତ ନାମରେ, ଯଦି ସୂଚକାଙ୍କ ଉପଜ ଶକ୍ତି '4' ସଂଖ୍ୟାରୁ ଆରମ୍ଭ ହୁଏ, ତେବେ ମିଶ୍ରଧାତୁ ଇସ୍ପାତ ପାଇଁ
ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ଦ୍ୱାରା
ଗଠନାତ୍ମକ ଫମ୍ପା ଅଂଶଗୁଡ଼ିକ ଦ୍ୱାରା ନିର୍ମିତ ହେବା ଉଚିତସିମଲେସ୍ କିମ୍ବା ୱେଲ୍ଡିଂ ପ୍ରକ୍ରିୟାଗୁଡ଼ିକ.
ସିମଲେସ୍ ଅନ୍ତର୍ଭୁକ୍ତ: ଗରମ-ସମାପ୍ତ ଏବଂ ଥଣ୍ଡା-ସମାପ୍ତ
ସାଧାରଣ ୱେଲ୍ଡଗୁଡ଼ିକରେ ବୈଦ୍ୟୁତିକ ପ୍ରତିରୋଧ ୱେଲ୍ଡିଂ (ERW) ଏବଂ ଜଳମଗ୍ନ ଆର୍କ ୱେଲ୍ଡିଂ (SAW) ଅନ୍ତର୍ଭୁକ୍ତ: LSAW, SSAW।
ବୈଦ୍ୟୁତିକ ଭାବରେ ୱେଲ୍ଡିଂ ହୋଇଥିବା ଫମ୍ପା ଅଂଶଗୁଡ଼ିକୁ ସାଧାରଣତଃ ଆଭ୍ୟନ୍ତରୀଣ ୱେଲ୍ଡ ଟ୍ରିମିଂ ଆବଶ୍ୟକ ହୁଏ ନାହିଁ।
କ୍ରସ-ସେକ୍ସନ ଆକୃତି ଅନୁସାରେ
ସିଏଚ୍ଏସ୍: ବୃତ୍ତାକାର ଫମ୍ପା ବିଭାଗ;
ଆରଏଚଏସ: ବର୍ଗାକାର କିମ୍ବା ଆୟତାକାର ଫମ୍ପା ବିଭାଗ;
EHS: ଅଣ୍ଡାକାର ଫମ୍ପା ବିଭାଗ;
ଏହି ଲେଖାଟି ପ୍ରାସଙ୍ଗିକ ବିଷୟବସ୍ତୁର ବୃତ୍ତାକାର କ୍ରସ-ସେକ୍ସନ (CHS) ଦ୍ୱାରା ସଂଗଠିତ।
BS EN 10210 ଆକାର ପରିସର
କାନ୍ଥ ଘନତା: ≤120mm
ବାହ୍ୟ ବ୍ୟାସ:
ଗୋଲାକାର (CHS): ବାହ୍ୟ ବ୍ୟାସ≤2500 ମିମି;
ବର୍ଗକ୍ଷେତ୍ର (RHS): ବାହ୍ୟ ବ୍ୟାସ≤ 800 ମିମି × 800 ମିମି;
ଆୟତାକାର (RHS): ବାହ୍ୟ ବ୍ୟାସ≤750 mm × 500 mm;
ଅଣ୍ଡାକାର (EHS): ବାହ୍ୟ ବ୍ୟାସ≤ 500 ମିମି × 250 ମିମି।
କଞ୍ଚାମାଲ
ମିଶ୍ରଧାତୁହୀନ ଏବଂ ସୂକ୍ଷ୍ମ ଶସ୍ୟ ଇସ୍ପାତ।
ମିଶ୍ରିତ ଇସ୍ପାତର ଚାରୋଟି ଗୁଣ JR, JO, J2, ଏବଂ K2 ନିର୍ଦ୍ଦିଷ୍ଟ କରାଯାଇଛି।
ସୂକ୍ଷ୍ମ ଶସ୍ୟ ଇସ୍ପାତ: ଚାରୋଟି ଗୁଣ N ଏବଂ NL ନିର୍ଦ୍ଦିଷ୍ଟ କରାଯାଇଛି।
ସୂକ୍ଷ୍ମ ଶସ୍ୟ ଇସ୍ପାତ ହେଉଛି ସୂକ୍ଷ୍ମ ଶସ୍ୟ ଗଠନ ସହିତ ଇସ୍ପାତ, ଯାହାର ଫେରାଇଟ୍ ଶସ୍ୟ ଆକାର ≥ 6 ଅଟେ।
BS EN 10210 ଷ୍ଟିଲ୍ ନାମ
ମିଶାଣ ଷ୍ଟିଲ୍ ନନ୍-ଫୁଲା ସେକ୍ସନ୍ ପାଇଁ ଇସ୍ପାତ ନାମକରଣରେ ଅନ୍ତର୍ଭୁକ୍ତ
ଉଦାହରଣ: BS EN 10210-S275J0H
ଚାରୋଟି ଅଂଶ ଧାରଣ କରିଛି:S, 275, J0, ଏବଂ H.
୧.S: ସୂଚିତ କରେ ଯେ ସଂରଚନାତ୍ମକ ଇସ୍ପାତ।
୨।ସାଂଖ୍ୟିକ ମୂଲ୍ୟ (275): MPa ରେ ସର୍ବନିମ୍ନ ନିର୍ଦ୍ଦିଷ୍ଟ ଉପଜ ଶକ୍ତି ପାଇଁ ଘନତା ≤ 16mm।
୩।JR: ନିର୍ଦ୍ଦିଷ୍ଟ ପ୍ରଭାବ ଗୁଣ ସହିତ କୋଠରୀ ତାପମାତ୍ରାରେ ସୂଚିତ କରେ;
J0: ନିର୍ଦ୍ଦିଷ୍ଟ ପ୍ରଭାବ ଗୁଣ ସହିତ 0 ℃ ରେ ସୂଚିତ କରେ;
J2 କିମ୍ବା K2: ନିର୍ଦ୍ଦିଷ୍ଟ ପ୍ରଭାବ ଗୁଣ ସହିତ -20 ℃ ରେ ସୂଚିତ;
୪।H: ଫମ୍ପା ବିଭାଗଗୁଡ଼ିକୁ ସୂଚିତ କରେ।
ସୂକ୍ଷ୍ମ ଶସ୍ୟ ଇସ୍ପାତ ଗଠନାତ୍ମକ ଫମ୍ପା ଅଂଶ ପାଇଁ ଇସ୍ପାତ ନାମକରଣ ଅନ୍ତର୍ଭୁକ୍ତ କରେ
ଉଦାହରଣ: EN 10210-S355NLH
ପାଞ୍ଚଟି ଅଂଶ ଧାରଣ କରିଛି:S, 355, N, L, ଏବଂ H.
1. S: ଗଠନମୂଳକ ଇସ୍ପାତକୁ ସୂଚିତ କରେ।
2. ସାଂଖ୍ୟିକ ମୂଲ୍ୟ (355): ଘନତା ≤ 16mm ସର୍ବନିମ୍ନ ନିର୍ଦ୍ଦିଷ୍ଟ ଉପଜ ଶକ୍ତି, ଏକକ ହେଉଛି MPa।
3. N: ମାନକୀକରଣ କିମ୍ବା ମାନକୀକରଣ ରୋଲିଂ।
4. L: -50 °C ରେ ନିର୍ଦ୍ଦିଷ୍ଟ ପ୍ରଭାବ ଗୁଣ।
୫।H: ଫମ୍ପା ଅଂଶକୁ ସୂଚିତ କରେ।
BS EN 10210 ର ବିତରଣ ସର୍ତ୍ତାବଳୀ
JR, J0, J2 ଏବଂ K2 - ଗରମ ଶେଷ।
N ଏବଂ NL - ସାଧାରଣକୃତ। ସାଧାରଣକୃତରେ ସାଧାରଣକୃତ ରୋଲ୍ଡ ଅନ୍ତର୍ଭୁକ୍ତ।
JR, J0, J2 ଏବଂ K2 - ଗରମ କାମ
N ଏବଂ NL - ସାଧାରଣୀକରଣ। ସାଧାରଣୀକରଣରେ ରୋଲିଂକୁ ସାଧାରଣୀକରଣ ଅନ୍ତର୍ଭୁକ୍ତ।
10 ମିମିରୁ ଅଧିକ କାନ୍ଥ ଘନତା ଥିବା ସିଲେସ ଫମ୍ପା ଅଂଶ ପାଇଁ, କିମ୍ବା T/D 0,1 ରୁ ଅଧିକ ହେଲେ, ଉଦ୍ଦିଷ୍ଟ ଗଠନ ହାସଲ କରିବା ପାଇଁ ଅଷ୍ଟେନାଇଟାଇଜିଂ ପରେ ତ୍ୱରିତ ଶୀତଳୀକରଣ ପ୍ରୟୋଗ କରିବା, କିମ୍ବା ନିର୍ଦ୍ଦିଷ୍ଟ ଯାନ୍ତ୍ରିକ ଗୁଣ ହାସଲ କରିବା ପାଇଁ ତରଳ କ୍ୱେଞ୍ଚିଂ ଏବଂ ଟେମ୍ପରିଂ ପ୍ରୟୋଗ କରିବା ଆବଶ୍ୟକ ହୋଇପାରେ।
10 ମିମିରୁ ଅଧିକ କାନ୍ଥ ଘନତା ସହିତ ସିମଲେସ୍ ଫମ୍ପା ଅଂଶ ପାଇଁ, କିମ୍ବା ଯେତେବେଳେ T/D 0.1 ରୁ ଅଧିକ ଥାଏ, ଇଚ୍ଛିତ ଗଠନ ହାସଲ କରିବା ପାଇଁ ଅଷ୍ଟେନିଟାଇଜେସନ୍ ପରେ ତ୍ୱରିତ ଶୀତଳୀକରଣ ଆବଶ୍ୟକ ହୋଇପାରେ, କିମ୍ବା ନିର୍ଦ୍ଦିଷ୍ଟ ଯାନ୍ତ୍ରିକ ଗୁଣ ହାସଲ କରିବା ପାଇଁ ତରଳ କ୍ୱେଞ୍ଚିଂ ଏବଂ ଟେମ୍ପରିଂ ଆବଶ୍ୟକ ହୋଇପାରେ।
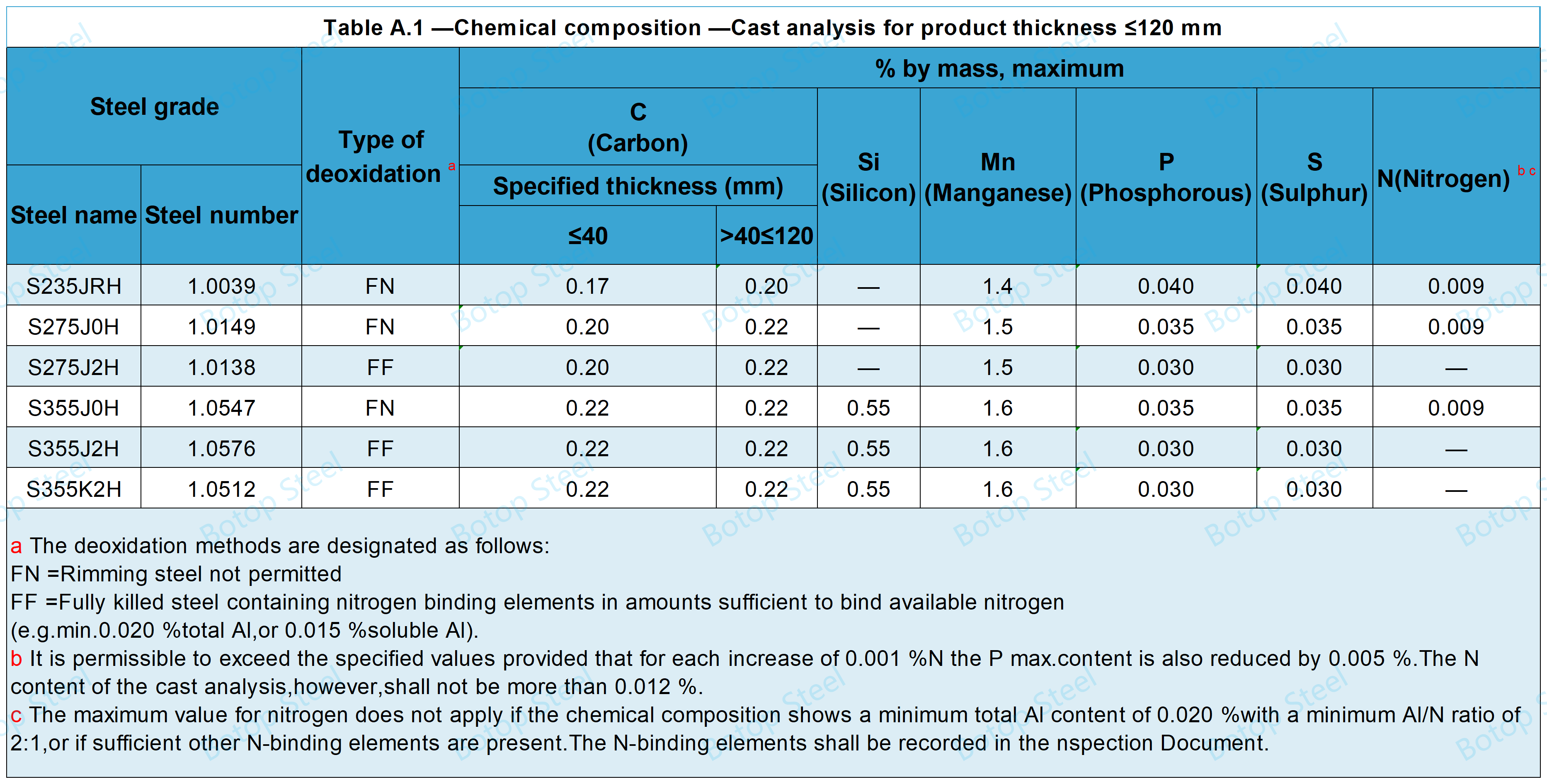
BS EN 10210 ର ରାସାୟନିକ ଗଠନ
ମିଥ୍ୟା ମିଶ୍ରଧାତୁ ଷ୍ଟିଲ୍ - ରାସାୟନିକ ଗଠନ
ସୂକ୍ଷ୍ମ ଶସ୍ୟ ଇସ୍ପାତ - ରାସାୟନିକ ଗଠନ
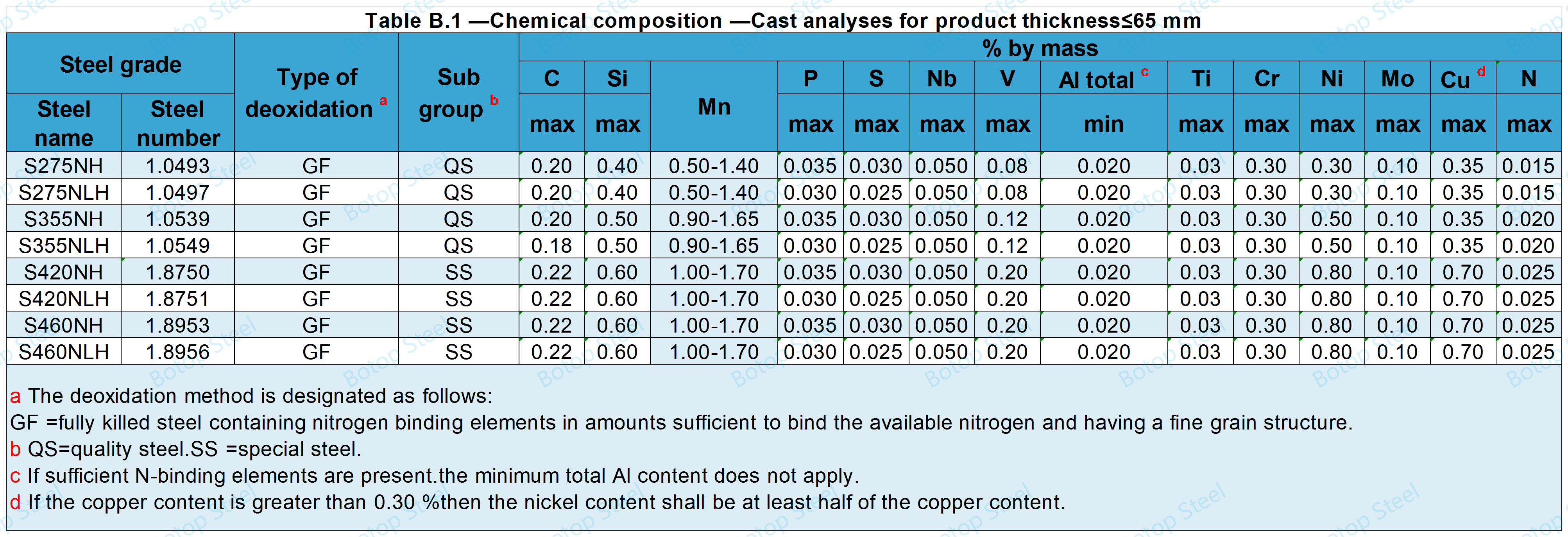
CEV ନିର୍ଣ୍ଣୟ କରିବା ସମୟରେ ନିମ୍ନଲିଖିତ ସୂତ୍ର ବ୍ୟବହାର କରାଯିବ:
CEV = C + Mn / 6 + (Cr + Mo + V) / 5 + (Ni + Cu) / 15 |
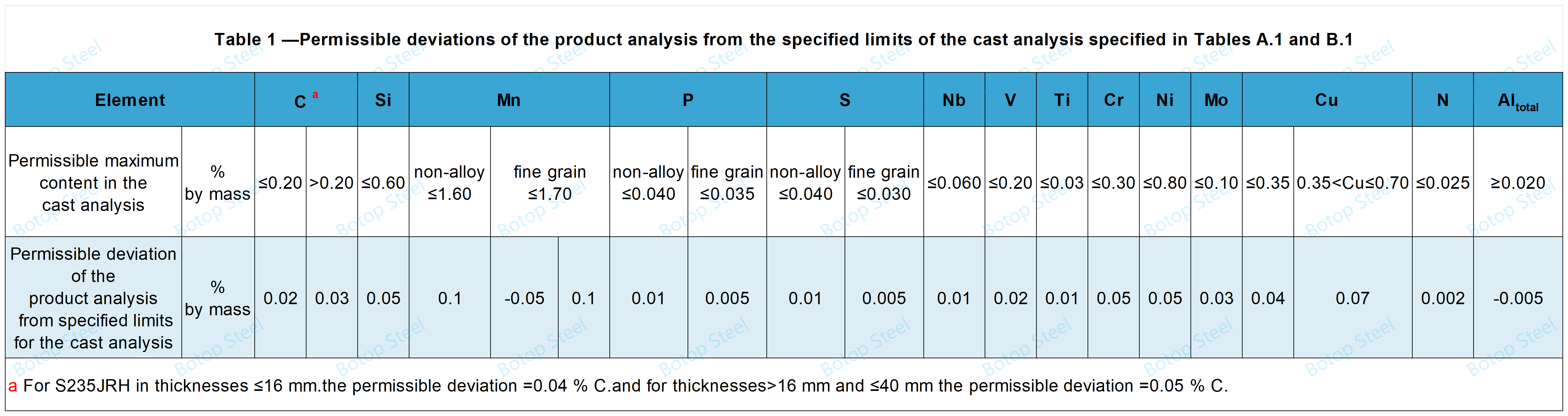
ରାସାୟନିକ ଗଠନରେ ବିଚ୍ୟୁତି
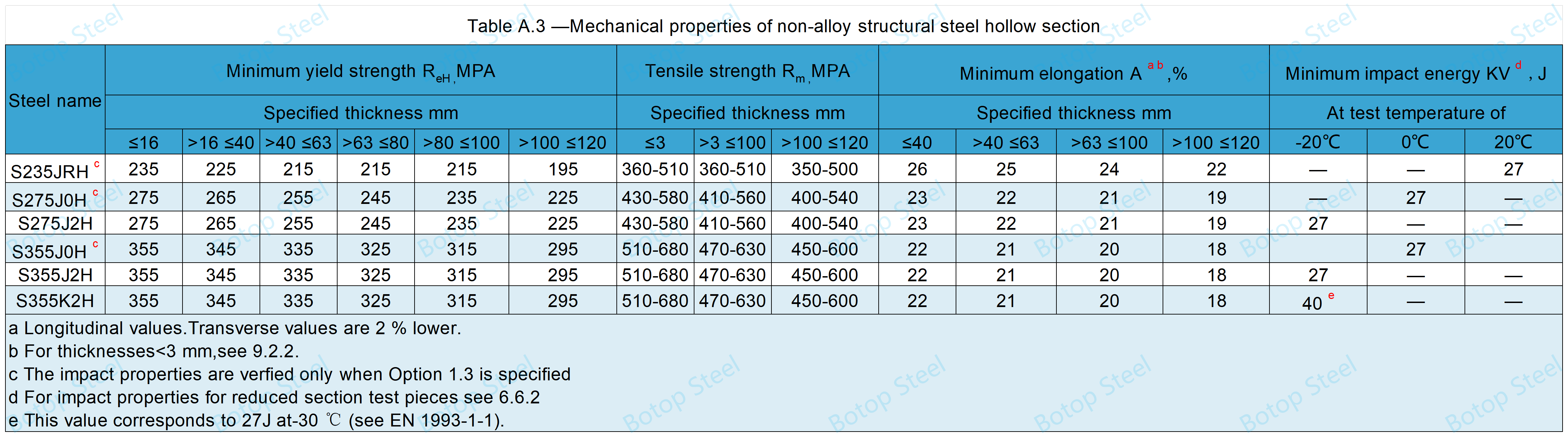
BS EN 10210 ର ଯାନ୍ତ୍ରିକ ଗୁଣଧର୍ମ
580 ଡିଗ୍ରୀ ସେଲସିୟସ୍ ରୁ ଅଧିକ କିମ୍ବା ଗୋଟିଏ ଘଣ୍ଟାରୁ ଅଧିକ ତାପମାତ୍ରାରେ ଚାପମୁକ୍ତ ଆନିଲ୍ କରିବା ଦ୍ୱାରା ଯାନ୍ତ୍ରିକ ଗୁଣଗୁଡିକର ଅବନତି ହୋଇପାରେ।
ମିଥ୍ୟାକୃତ ଇସ୍ପାତ - ଯାନ୍ତ୍ରିକ ଗୁଣଧର୍ମ
ସୂକ୍ଷ୍ମ ଶସ୍ୟ ଇସ୍ପାତ - ଯାନ୍ତ୍ରିକ ଗୁଣଧର୍ମ
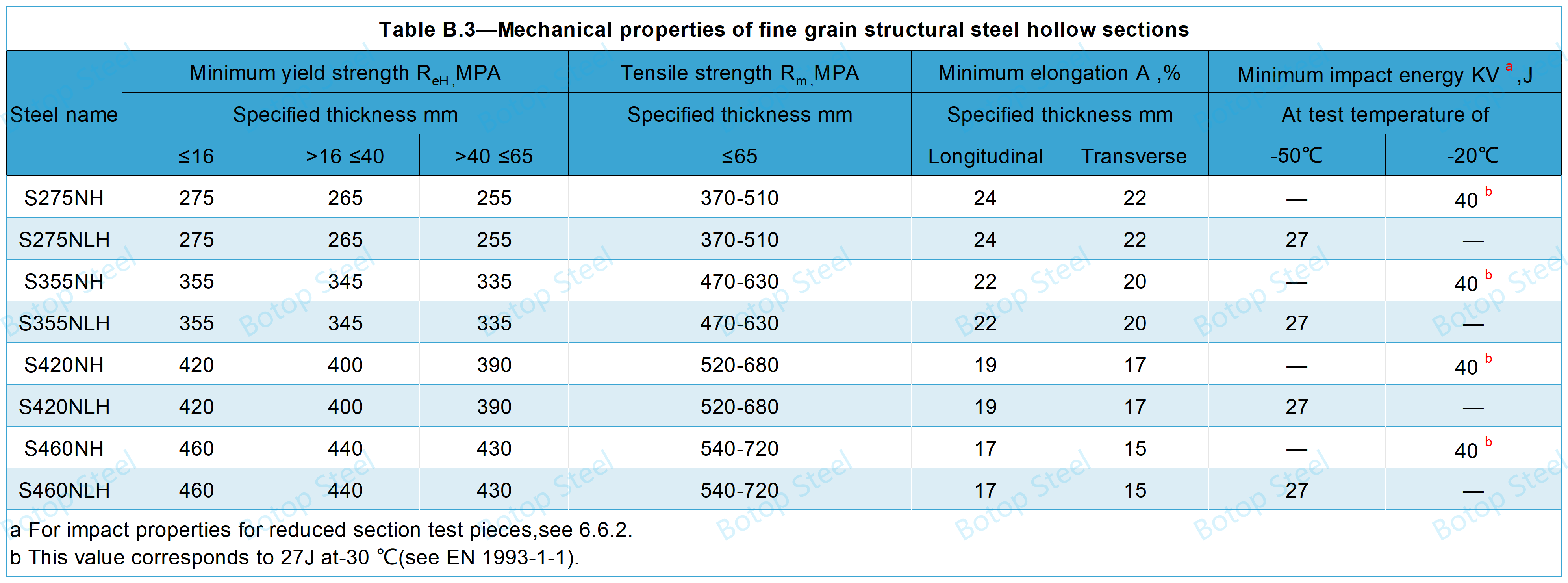
ପ୍ରଭାବ ପରୀକ୍ଷଣ
ନିର୍ଦ୍ଦିଷ୍ଟ ଘନତା 6 ମିମି ଠାରୁ କମ ହେଲେ ପ୍ରଭାବ ପରୀକ୍ଷା ଆବଶ୍ୟକ ହୁଏ ନାହିଁ।
EN 10045-1 ଅନୁଯାୟୀ ମାନକ V-ନଚ୍ ହୋଇଥିବା ନମୁନା ବ୍ୟବହାର କରାଯିବ।
ଯଦି ମାନକକୃତ ନମୁନା ପ୍ରସ୍ତୁତି ପାଇଁ ନାମମାତ୍ର ଉତ୍ପାଦ ଘନତା ପର୍ଯ୍ୟାପ୍ତ ନୁହେଁ, ତେବେ 10 ମିମିରୁ କମ୍ ପ୍ରସ୍ଥ, କିନ୍ତୁ 5 ମିମିରୁ କମ୍ ନୁହେଁ, ନମୁନା ବ୍ୟବହାର କରି ପରୀକ୍ଷା କରାଯିବ।
ୱେଲ୍ଡେବଲିଟି
BS EN 10210 ରେ ଥିବା ଷ୍ଟିଲ୍ଗୁଡ଼ିକ ୱେଲ୍ଡ କରାଯାଇପାରିବ।
EN 1011-1 ଏବଂ EN 1011-2 ୱେଲ୍ଡିଂ ଉତ୍ପାଦ ପାଇଁ ସାଧାରଣ ଆବଶ୍ୟକତାକୁ ନିର୍ଦ୍ଦିଷ୍ଟ କରନ୍ତି।
ଉତ୍ପାଦର ଘନତା, ଶକ୍ତି ସ୍ତର ଏବଂ CEV ବୃଦ୍ଧି ପାଇବା ସହିତ ୱେଲ୍ଡ ଜୋନରେ ଥଣ୍ଡା ଫାଟିବା ମୁଖ୍ୟ ବିପଦ।
ପରିମାଣ ସହନଶୀଳତା
ଆକୃତି, ସରଳତା ଏବଂ ବସ୍ତୁତ୍ୱ ଉପରେ ସହନଶୀଳତା

ଦୈର୍ଘ୍ୟ ସହନଶୀଳତା

SAW ୱେଲ୍ଡର ସିମ୍ ଉଚ୍ଚତା
ବୁଡ଼ିଯାଇଥିବା ଆର୍କ ୱେଲ୍ଡିଂ ହୋଲ୍ ସେକ୍ସନ ପାଇଁ ଆଭ୍ୟନ୍ତରୀଣ ଏବଂ ବାହ୍ୟ ୱେଲ୍ଡ ସିମର ଉଚ୍ଚତା ଉପରେ ସହନଶୀଳତା।
| ଘନତା, ଟି | ସର୍ବାଧିକ ୱେଲ୍ଡ ବିଡ୍ ଉଚ୍ଚତା, ମିମି |
| ≤୧୪,୨ | ୩.୫ |
| >୧୪,୨ | ୪.୮ |
BS EN 10210 ମାନକ ସିମଲେସ୍ ଏବଂ ୱେଲ୍ଡିଂ ଗରମ-ସମାପ୍ତ ହୋଲୋ ସେକ୍ସନ ଉତ୍ପାଦଗୁଡ଼ିକୁ କଭର କରେ। ମୁଖ୍ୟ ୱେଲ୍ଡିଂ ପ୍ରକ୍ରିୟାଗୁଡ଼ିକ ହେଉଛି ପ୍ରତିରୋଧ ୱେଲ୍ଡିଂ (ERW) ଏବଂ ବୁଡ଼ିଯାଇଥିବା ଆର୍କ ୱେଲ୍ଡିଂ (SAW)। ERW ଷ୍ଟିଲ୍ ପାଇପ୍ରେ ଥିବା ୱେଲ୍ଡଗୁଡ଼ିକ ପ୍ରାୟତଃ ଅଦୃଶ୍ୟ, ଯେତେବେଳେ SAW ୱେଲ୍ଡଗୁଡ଼ିକ ସାଧାରଣତଃ SAW ଯୋଗୁଁ ଅଧିକ କଠିନ ଏବଂ ଅଧିକ ଦୃଶ୍ୟମାନ ହୋଇଥାଏ।
ପୃଷ୍ଠ ଦୃଶ୍ୟମାନତା
ବ୍ୟବହୃତ ଉତ୍ପାଦନ ପଦ୍ଧତି ସହିତ ପୃଷ୍ଠର ଏକ ମସୃଣ ଶେଷ ହେବ;
ଯଦି ଘନତା ସହନଶୀଳତା ମଧ୍ୟରେ ଥାଏ, ତେବେ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାରୁ ସୃଷ୍ଟି ହେଉଥିବା ବାମ୍ଫ, ଖାଲ କିମ୍ବା ଅଗଭୀର ଅନୁଦୈର୍ଘ୍ୟ ଖାଲକୁ ଅନୁମତି ଦିଆଯାଇଛି।
ଗ୍ୟାଲଭାନିଆନ୍
BS EN 10210 ରେ ଥିବା ଉତ୍ପାଦଗୁଡ଼ିକ ହଟ୍ ଡିପ୍ ଗାଲଭାନାଇଜିଂ ଚିକିତ୍ସା ପାଇଁ ଉପଯୁକ୍ତ।
ଆବରଣ ଆବଶ୍ୟକତା ନିର୍ଦ୍ଦିଷ୍ଟ କରିବା ପାଇଁ EN ISO 1461 ବ୍ୟବହାର କରାଯିବା ଉଚିତ।
ଅତି କମରେ 98% ଜିଙ୍କ୍ ଯୁକ୍ତ ଏକ ତରଳ ଦ୍ରବଣରେ ବୁଡ଼ାଇ ଦସ୍ତା ଆବରଣ ପ୍ରୟୋଗ କରାଯାଏ।
ପୃଷ୍ଠ ତ୍ରୁଟିର ମରାମତି
ମରାମତି କରାଯାଇଥିବା ଘନତା ସର୍ବନିମ୍ନ ଅନୁମତିପ୍ରାପ୍ତ ଘନତା ଠାରୁ କମ୍ ନହେଲେ, ନିର୍ମାତା ଦ୍ୱାରା ଗ୍ରାଇଣ୍ଡିଂ ଦ୍ୱାରା ପୃଷ୍ଠ ଦୋଷଗୁଡ଼ିକୁ ଦୂର କରାଯାଇପାରିବ।
ଯଦି ୱେଲ୍ଡିଂ ପ୍ରକ୍ରିୟା ଦ୍ୱାରା ନିର୍ମିତ ହୁଏ, ତେବେ ବୁଡ଼ି ରହିଥିବା ଆର୍କ ୱେଲ୍ଡିଂ ବ୍ୟତୀତ ୱେଲ୍ଡଗୁଡ଼ିକର ମରାମତି ଅନୁମତିପ୍ରାପ୍ତ ନୁହେଁ।
ପାଇପ୍ ବଡିକୁ ୱେଲ୍ଡିଂ କରି ନନ୍-ଲଏ ଷ୍ଟିଲ୍ ପାଇପ୍ ମରାମତି କରାଯାଇପାରିବ। ବଡିକୁ ୱେଲ୍ଡିଂ କରି ମିଥ୍ୟା ଷ୍ଟିଲ୍ ପାଇପ୍ ମରାମତି କରାଯାଇପାରିବ ନାହିଁ।
BS EN 10210 ମାର୍କିଂ
ଷ୍ଟିଲ୍ ପାଇପ୍ ଚିହ୍ନିର ବିଷୟବସ୍ତୁରେ ଏହିସବୁ ରହିବା ଉଚିତ:
ଏହା ଇସ୍ପାତର ନାମ, ଯଥା EN 10210-S275JOH।
ହେଉଛି ନିର୍ମାତାଙ୍କ ନାମ କିମ୍ବା ଟ୍ରେଡମାର୍କ।
ଏକ ପରିଚୟ କୋଡ୍, ଯେପରିକି ଏକ ଅର୍ଡର ନମ୍ବର।
BS EN 10210 ଷ୍ଟିଲ୍ ଟ୍ୟୁବ୍ଗୁଡ଼ିକୁ ସହଜରେ ଚିହ୍ନଟ ଏବଂ ଚିହ୍ନଟ କରିବା ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ ବିଭିନ୍ନ ପଦ୍ଧତି ଦ୍ୱାରା ଚିହ୍ନିତ କରାଯାଇପାରିବ, ରଙ୍ଗ, ଷ୍ଟାମ୍ପିଂ, ଆଡେସିଭ୍ ଲେବଲ୍ କିମ୍ବା ଅତିରିକ୍ତ ଲେବଲ୍ ଦ୍ୱାରା, ଯାହାକୁ ବ୍ୟକ୍ତିଗତ ଭାବରେ କିମ୍ବା ମିଶ୍ରିତ ଭାବରେ ବ୍ୟବହାର କରାଯାଇପାରିବ।
ଆପ୍ଲିକେସନ୍ଗୁଡ଼ିକ
ଏହାର ଉଚ୍ଚ ଶକ୍ତି, ଭଲ କଠିନତା ଏବଂ ୱେଲ୍ଡିଂ କ୍ଷମତା ଯୋଗୁଁ, BS EN 10210 ବିଭିନ୍ନ ପରିବେଶ ଏବଂ ଲୋଡିଂ ପରିସ୍ଥିତିକୁ ସହ୍ୟ କରିପାରେ ଏବଂ ବିଭିନ୍ନ ପ୍ରକାରର ଗଠନମୂଳକ ପ୍ରୟୋଗରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ।
କୋଠା ଗଠନ: ଯଥା: ଉଚ୍ଚ କୋଠା ପାଇଁ କଙ୍କାଳ, ଷ୍ଟାଡିୟମ ପାଇଁ ଛାତ ଗଠନ, ଏବଂ ସେତୁ ପାଇଁ ସହାୟକ ଉପାଦାନ।
ଯାନ୍ତ୍ରିକ ଇଞ୍ଜିନିୟରିଂ: ଯନ୍ତ୍ରପାତି ଏବଂ ଭାରୀ ଉପକରଣ ପାଇଁ ଫ୍ରେମ୍ ଏବଂ ସମର୍ଥନ।
ସିଭିଲ୍ ଇଞ୍ଜିନିୟରିଂ: ଯେପରିକି ସୁଡ଼ଙ୍ଗ ସମର୍ଥନ, ସେତୁ ସ୍ତମ୍ଭ, ଏବଂ ଅନ୍ୟାନ୍ୟ ଭାର-ବାହକ ଗଠନ।
ପରିବହନ ଭିତ୍ତିଭୂମି: ରାସ୍ତା ଏବଂ ରେଳ ପୋଲ ପାଇଁ ଉପାଦାନଗୁଡ଼ିକ ଅନ୍ତର୍ଭୁକ୍ତ।
ଶକ୍ତି କ୍ଷେତ୍ର: ଯଥା ପବନ ଟର୍ବାଇନ୍ ଟାୱାର ଏବଂ ଶକ୍ତି ସୁବିଧା ପାଇଁ ଅନ୍ୟାନ୍ୟ ଗଠନମୂଳକ ଉପାଦାନ।
ଆମେ ଚୀନର ଏକ ଉଚ୍ଚ-ଗୁଣବତ୍ତା ୱେଲ୍ଡିଂ କାର୍ବନ ଷ୍ଟିଲ୍ ପାଇପ୍ ନିର୍ମାତା ଏବଂ ଯୋଗାଣକାରୀ, ଏବଂ ଏକ ସିମଲେସ୍ ଷ୍ଟିଲ୍ ପାଇପ୍ ଷ୍ଟକିଷ୍ଟ, ଆପଣଙ୍କୁ ବିଭିନ୍ନ ପ୍ରକାରର ଷ୍ଟିଲ୍ ପାଇପ୍ ସମାଧାନ ପ୍ରଦାନ କରୁ!
ଟ୍ୟାଗ୍ସ: bs en 10210, en 10210, s275j2h, s275j0h, s355j2h |
ପୋଷ୍ଟ ସମୟ: ଏପ୍ରିଲ-୨୫-୨୦୨୪