
| ਉਤਪਾਦ ਦਾ ਨਾਮ | ਕਾਰਬਨ ਸਟੀਲ ਸੀਮਲੈੱਸ / ਮਿਸ ਸਟੀਲ ਪਾਈਪ |
| ਮਿਆਰੀ | ASTM A106, ASTM A53, API 5L Gr.B, DIN17175, DIN1629 |
| ਬਾਹਰੀ ਵਿਆਸ: | 13.7mm-762mm |
| ਕੰਧ ਦੀ ਮੋਟਾਈ | 2mm-80mm |
| ਦਿਆ ਸਹਿਣਸ਼ੀਲਤਾ | ਸਟੈਂਡਰਡ ਵਿੱਚ ਕੰਟਰੋਲ, OD:+-1%,WT:+-10% |
| ਸਮੱਗਰੀ | 10#,20#,45#,16Mn,A106(B,C),A53(A,B),API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| ਨਿਰੀਖਣ | ISO, BV, SGS, MTC |
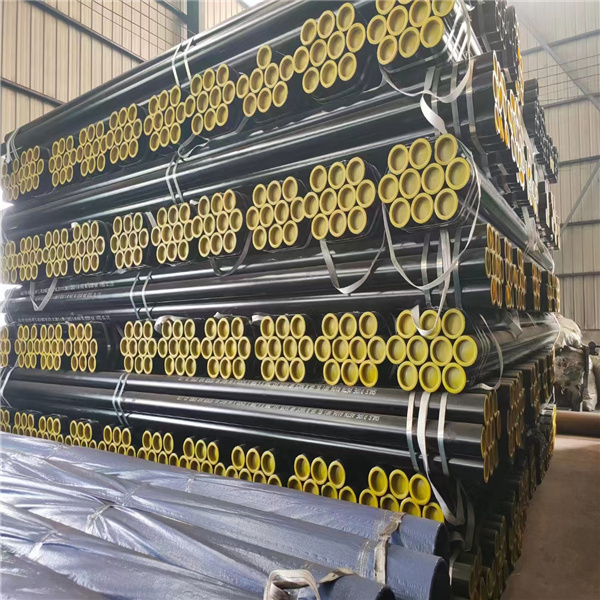
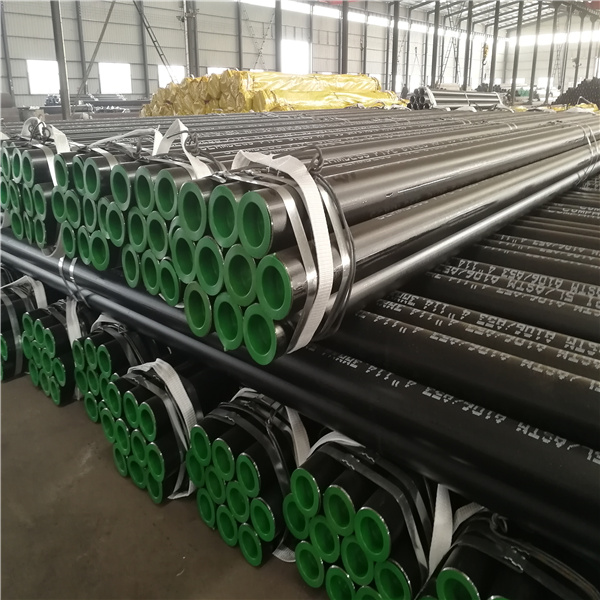
| ਪੈਕਿੰਗ | 3LPE/3PP/FBE/ਕਾਲੀ ਪੇਂਟਿੰਗ/ਵਾਰਨਿਸ਼, ਅਤੇ ਸਟੀਲ ਸਟ੍ਰਿਪ ਪੈਕ ਕੀਤੀ ਗਈ, ਸਟੈਂਡਰਡ ਐਕਸਪੋਰਟ ਸੀਵਰਟੀ ਪੈਕੇਜ, ਜਾਂ ਲੋੜ ਅਨੁਸਾਰ |
| ਸਪਲਾਈ ਸਮਰੱਥਾ | 1000 ਮੀਟ੍ਰਿਕ ਟਨ/ਮਹੀਨਾ |
| MOQ | 5ਮੀਟ੍ਰਿਕ ਟਨ, ਨਮੂਨਾ ਆਰਡਰ ਸਵੀਕਾਰ ਕੀਤਾ ਗਿਆ |
| ਮਾਲ ਭੇਜਣ ਦਾ ਸਮਾਂ | ਡਿਪਾਜ਼ਿਟ ਜਾਂ ਐਲ / ਸੀ ਪ੍ਰਾਪਤ ਕਰਨ ਤੋਂ ਬਾਅਦ 7-10 ਕੰਮਕਾਜੀ ਦਿਨਾਂ ਦੇ ਅੰਦਰ |
| ਭੁਗਤਾਨ | ਟੀ/ਟੀ, ਐਲਸੀ |
| ਸਮਰੱਥਾ | 250,000 ਟਨ/ਸਾਲ |
API 5L ਗ੍ਰੇਡ X52NS PSL 2ਸਹਿਜ ਸਟੀਲ ਪਾਈਪ ACC.To IPS-M-PI-190(3) ਅਤੇ NACE MR-01-75 ਹਮੇਸ਼ਾ ਖੱਟੇ ਵਾਤਾਵਰਣ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਖਾਸ ਕਰਕੇ ਤੇਲ ਅਤੇ ਗੈਸ ਖੇਤਰਾਂ ਵਿੱਚ ਜਿੱਥੇ H2S ਅਤੇ CO2 ਨਾਲ ਭਰਪੂਰ ਗੈਸ ਹੁੰਦੀ ਹੈ।



API 5L X52NS PSL 2 ਸੀਮਲੈੱਸ ਸਟੀਲ ਪਾਈਪ ACC.To IPS-M-PI-190(3) ਅਤੇ NACE MR-01-75 ਨੂੰ ਸੋਰ ਸਰਵਿਸ ਲਈ ਉਤਪਾਦਨ ਤੋਂ ਬਾਅਦ ਹੀਟ ਟ੍ਰੀਟਮੈਂਟ ਕਰਵਾਉਣਾ ਚਾਹੀਦਾ ਹੈ। ਅਤੇ HIC ਅਤੇ SSC ਟੈਸਟ ਕਰਵਾਉਣੇ ਚਾਹੀਦੇ ਹਨ।
ਗ੍ਰੇਡ ਅਤੇ ਰਸਾਇਣਕ ਰਚਨਾ (%)API 5L ਲਈਪੀਐਸਐਲ 2
| ਮਿਆਰੀ |
| ਰਸਾਇਣਕ ਰਚਨਾ(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| ਏਪੀਆਈ 5 ਐਲ | ਐਕਸ52 ਐਨਐਸ | ≤0.16 | ≤1.65 | ≤0.02 | ≤0.003 | ≤0.45 | ਵੀ ≤0.10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0.39
ਨੰਬਰ + ਵੀ + ਟੀਆਈ 0.15%
ਨੰਬਰ + ਵੀ≤0.06%
ਉਤਪਾਦ ਰਸਾਇਣਕ ਵਿਸ਼ਲੇਸ਼ਣ ਕਦੋਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਵੱਖ-ਵੱਖ ਉਤਪਾਦ ਵਸਤੂਆਂ ਤੋਂ ਲਏ ਗਏ ਸਟੀਲ ਦੀ ਪ੍ਰਤੀ ਗਰਮੀ ਦੇ ਦੋ ਵਿਸ਼ਲੇਸ਼ਣ
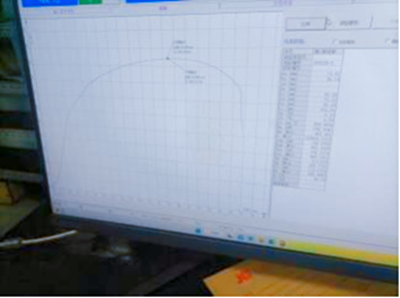
API 5L ਦੇ ਮਕੈਨੀਕਲ ਗੁਣਐਕਸ52ਐਨSPSL 2 ਸੀਮਲੈੱਸ ਸਟੀਲ ਪਾਈਪ ACC.To IPS-M-PI-190(3) &ਖੱਟੇ ਦੀ ਸੇਵਾ ਲਈ NACE MR-01-75:
| ਉਪਜ ਤਾਕਤ(ਐਮਪੀਏ) | ਲਚੀਲਾਪਨ(ਐਮਪੀਏ) | ਲੰਬਾਈ A% |
| ਐਮਪੀਏ | ਐਮਪੀਏ | ਲੰਬਾਈ (ਘੱਟੋ-ਘੱਟ) |
| 36O-530MPa | 460-760 ਐਮਪੀਏ | 20 |
ਮੋੜ ਟੈਸਟ
ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਟੈਸਟ

ਕਠੋਰਤਾ ਟੈਸਟ
ਮੁਕੰਮਲ ਪਾਈਪ OD WT ਲੰਬਾਈ, ਸਤ੍ਹਾ ਦੀ ਗੁਣਵੱਤਾ, ਸਿੱਧਾਪਣ, ਖਰਾਬ ਪਾਈਪ ਨੂੰ ਪਾਲਿਸ਼ ਕਰਨਾ ਵਿਜ਼ੂਅਲ ਅਤੇ ਡਾਇਮੈਨਸ਼ਨਲ ਨਿਰੀਖਣ।
1. OD ਸਹਿਣਸ਼ੀਲਤਾ: (-0.75%D,+0.75%D)।
ਪਾਈਪ ਦੇ ਸਿਰਿਆਂ ਦੀ OD ਸਹਿਣਸ਼ੀਲਤਾ: ±0.005D।
2.WT ਸਹਿਣਸ਼ੀਲਤਾ: (+15%t, -12.5%t)।
3. ਪਾਈਪ ਬਾਡੀ ਦੀ ਅੰਡਾਕਾਰਤਾ: ±0.020D, ਸਿਰਿਆਂ ਦੀ ਅੰਡਾਕਾਰਤਾ: ±0.015D।
ਪਾਈਪ ਦੇ ਕਿਸੇ ਵੀ ਬਿੰਦੂ 'ਤੇ WT, ਨਾਮਾਤਰ ਕੰਧ ਮੋਟਾਈ ਦੇ 87.5% ਤੋਂ ਵੱਧ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
ਪਾਈਪਾਂ ਦੇ ਸਿਰਿਆਂ 'ਤੇ WT ਨੂੰ ਮਾਈਕ੍ਰੋਮੀਟਰ ਨਾਲ ਮਾਪਿਆ ਜਾਂਦਾ ਹੈ।
ਪਾਈਪ ਬਾਡੀ 'ਤੇ ਕੰਧ ਦੀ ਮੋਟਾਈ ਮਾਪਣ ਲਈ WT ਲਈ ਹੱਥੀਂ UT ਦੁਆਰਾ ਪਾਈਪ ਬਾਡੀ ਦੇ ਨਾਲ-ਨਾਲ 3 ਰਿੰਗਾਂ ਜਾਂ ਭਾਗ ਨੂੰ ਕਵਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਿਸ ਵਿੱਚ ਹਰੇਕ ਭਾਗ 'ਤੇ 6 ਰੀਡਿੰਗਾਂ ਹੁੰਦੀਆਂ ਹਨ।
4. ਪਾਈਪ ਬਾਡੀ ਮੋੜ ਡਿਗਰੀ: ਪਾਈਪ ਦੀ ਲੰਬਾਈ ਦਾ 0.20% ਇੱਕ ਸਿਖਾਈ ਗਈ ਲਾਈਨ ਨਾਲ ਮਾਪਿਆ ਗਿਆ।
5. ਪਾਈਪ ਦੇ ਸਿਰੇ ਦੇ ਮੋੜ ਦੀ ਡਿਗਰੀ: 1.2 ਮੀਟਰ ਵਿੱਚ 3.0mm ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ। ਇੱਕ ਸਿੱਧੀ ਪੱਟੀ ਨਾਲ ਮਾਪਿਆ ਜਾਂਦਾ ਹੈ।

ਬਾਹਰੀ ਵਿਆਸ ਨਿਰੀਖਣ

ਕੰਧ ਦੀ ਮੋਟਾਈ ਨਿਰੀਖਣ

ਅੰਤ ਨਿਰੀਖਣ

ਸਿੱਧੀ ਜਾਂਚ

ਯੂਟੀ ਨਿਰੀਖਣ

ਦਿੱਖ ਨਿਰੀਖਣ
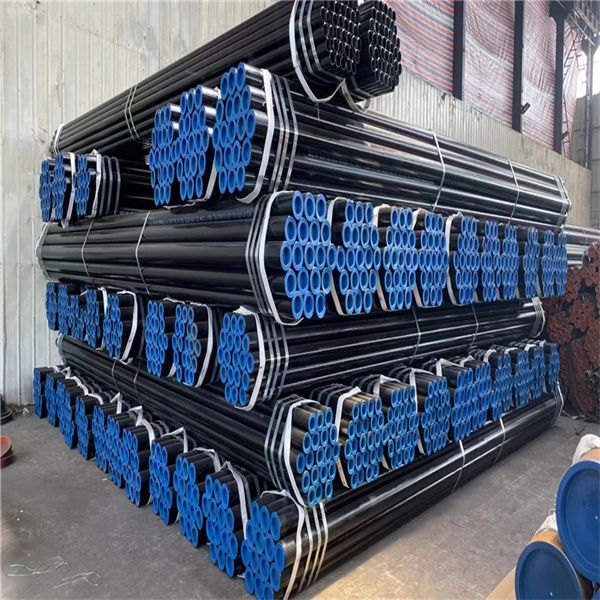
ਨੰਗੀ ਪਾਈਪ ਜਾਂ ਕਾਲਾ / ਵਾਰਨਿਸ਼ ਕੋਟਿੰਗ (ਗਾਹਕ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਅਨੁਸਾਰ);
6" ਅਤੇ ਹੇਠਾਂ ਦੋ ਸੂਤੀ ਸਲਿੰਗਾਂ ਵਾਲੇ ਬੰਡਲਾਂ ਵਿੱਚ;
ਦੋਵੇਂ ਸਿਰੇ ਐਂਡ ਪ੍ਰੋਟੈਕਟਰਾਂ ਨਾਲ;
ਸਾਦਾ ਸਿਰਾ, ਬੇਵਲ ਸਿਰਾ (2" ਅਤੇ ਇਸ ਤੋਂ ਉੱਪਰ ਬੇਵਲ ਸਿਰਿਆਂ ਦੇ ਨਾਲ, ਡਿਗਰੀ: 30~35°), ਥਰਿੱਡਡ ਅਤੇ ਕਪਲਿੰਗ;
ਮਾਰਕਿੰਗ।

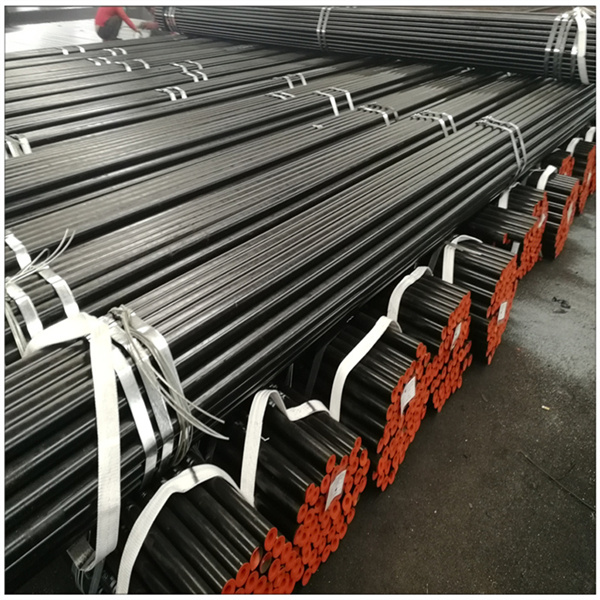

ਕਤਰ ਨੂੰ ਸਹਿਜ ਪਾਈਪ ਜਹਾਜ਼

ਪਾਕਿਸਤਾਨ ਨੂੰ ਸੀਮਲੈੱਸ ਪਾਈਪ ਜਹਾਜ਼

ਦੱਖਣੀ ਅਫ਼ਰੀਕਾ ਲਈ ਸਹਿਜ ਪਾਈਪ ਜਹਾਜ਼

ਇਕਵਾਡੋਰ ਲਈ ਸਹਿਜ ਪਾਈਪ ਜਹਾਜ਼