
ASTM A500 ਸਟੀਲਇਹ ਵੈਲਡੇਡ, ਰਿਵੇਟਿਡ, ਜਾਂ ਬੋਲਟਿਡ ਪੁਲਾਂ ਅਤੇ ਇਮਾਰਤਾਂ ਦੇ ਢਾਂਚੇ ਅਤੇ ਆਮ ਢਾਂਚਾਗਤ ਉਦੇਸ਼ਾਂ ਲਈ ਠੰਡੇ-ਰੂਪ ਵਾਲੀ ਵੈਲਡੇਡ ਅਤੇ ਸਹਿਜ ਕਾਰਬਨ ਸਟੀਲ ਸਟ੍ਰਕਚਰਲ ਟਿਊਬਿੰਗ ਹੈ।

ਖੋਖਲੇ ਭਾਗ ਦਾ ਆਕਾਰ
ਇਹ ਹੋ ਸਕਦਾ ਹੈਗੋਲ, ਵਰਗ, ਆਇਤਾਕਾਰ, ਜਾਂ ਹੋਰ ਵਿਸ਼ੇਸ਼ ਢਾਂਚਾਗਤ ਆਕਾਰ.
ਇਹ ਲੇਖ ਗੋਲ ਢਾਂਚਾਗਤ ਸਟੀਲ ਲਈ ASTM A500 ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ 'ਤੇ ਕੇਂਦ੍ਰਿਤ ਹੈ।
ਗ੍ਰੇਡ ਵਰਗੀਕਰਣ
ASTM A500 ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਤਿੰਨ ਗ੍ਰੇਡਾਂ ਵਿੱਚ ਸ਼੍ਰੇਣੀਬੱਧ ਕਰਦਾ ਹੈ,ਗ੍ਰੇਡ ਬੀ, ਗ੍ਰੇਡ ਸੀ, ਅਤੇ ਗ੍ਰੇਡ ਡੀ.
ਇਹ ਧਿਆਨ ਦੇਣ ਯੋਗ ਹੈ ਕਿ ASTM A500 ਦੇ ਪੁਰਾਣੇ ਸੰਸਕਰਣਾਂ ਵਿੱਚ ਵੀ ਗ੍ਰੇਡ A ਸੀ, ਜਿਸਨੂੰ 2023 ਦੇ ਨਵੀਨਤਮ ਸੰਸਕਰਣ ਵਿੱਚ ਹਟਾ ਦਿੱਤਾ ਗਿਆ ਸੀ।
ਆਕਾਰ ਰੇਂਜ
ਬਾਹਰੀ ਵਿਆਸ ≤ 2235mm [88in] ਅਤੇ ਕੰਧ ਦੀ ਮੋਟਾਈ ≤ 25.4mm [1in] ਵਾਲੀਆਂ ਟਿਊਬਾਂ ਲਈ।
ਕੱਚਾ ਮਾਲ
ਸਟੀਲ ਨੂੰ ਹੇਠ ਲਿਖੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਵਿੱਚੋਂ ਇੱਕ ਜਾਂ ਵੱਧ ਦੁਆਰਾ ਬਣਾਇਆ ਜਾਵੇਗਾ:ਮੁੱਢਲੀ ਆਕਸੀਜਨ ਜਾਂ ਬਿਜਲੀ ਦੀ ਭੱਠੀ.
ਮੁੱਢਲੀ ਆਕਸੀਜਨ ਪ੍ਰਕਿਰਿਆ: ਇਹ ਸਟੀਲ ਉਤਪਾਦਨ ਦਾ ਇੱਕ ਆਧੁਨਿਕ ਤੇਜ਼ ਤਰੀਕਾ ਹੈ, ਜੋ ਪਿਘਲੇ ਹੋਏ ਪਿਗ ਆਇਰਨ ਵਿੱਚ ਆਕਸੀਜਨ ਫੂਕ ਕੇ ਕਾਰਬਨ ਸਮੱਗਰੀ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਸਲਫਰ ਅਤੇ ਫਾਸਫੋਰਸ ਵਰਗੇ ਹੋਰ ਅਣਚਾਹੇ ਤੱਤਾਂ ਨੂੰ ਹਟਾਉਂਦਾ ਹੈ। ਇਹ ਵੱਡੀ ਮਾਤਰਾ ਵਿੱਚ ਸਟੀਲ ਦੇ ਤੇਜ਼ ਉਤਪਾਦਨ ਲਈ ਢੁਕਵਾਂ ਹੈ।
ਇਲੈਕਟ੍ਰਿਕ ਫਰਨੇਸ ਪ੍ਰਕਿਰਿਆ: ਇਲੈਕਟ੍ਰਿਕ ਫਰਨੇਸ ਪ੍ਰਕਿਰਿਆ ਸਕ੍ਰੈਪ ਨੂੰ ਪਿਘਲਾਉਣ ਅਤੇ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਲੋਹੇ ਨੂੰ ਘਟਾਉਣ ਲਈ ਉੱਚ ਤਾਪਮਾਨ ਵਾਲੇ ਇਲੈਕਟ੍ਰਿਕ ਚਾਪ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਅਤੇ ਇਹ ਵਿਸ਼ੇਸ਼ ਗ੍ਰੇਡ ਪੈਦਾ ਕਰਨ ਅਤੇ ਮਿਸ਼ਰਤ ਰਚਨਾਵਾਂ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਦੇ ਨਾਲ-ਨਾਲ ਛੋਟੇ ਬੈਚ ਦੇ ਉਤਪਾਦਨ ਲਈ ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਲਾਭਦਾਇਕ ਹੈ।
ਨਿਰਮਾਣ ਢੰਗ
ਸਹਿਜ ਜਾਂ ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ।
ਵੈਲਡੇਡ ਟਿਊਬਿੰਗ ਇਲੈਕਟ੍ਰਿਕ-ਰੋਧ-ਵੈਲਡਿੰਗ (ERW) ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਫਲੈਟ-ਰੋਲਡ ਸਟੀਲ ਤੋਂ ਬਣਾਈ ਜਾਵੇਗੀ। ਪਾਈਪ ਦੀ ਮਜ਼ਬੂਤੀ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਵੈਲਡ ਸੀਮ ਨੂੰ ਵੈਲਡ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤੀਆਂ ਪਾਈਪਾਂ ਵਿੱਚ ਆਮ ਤੌਰ 'ਤੇ ਅੰਦਰੂਨੀ ਵੈਲਡ ਨਹੀਂ ਹਟਾਈ ਜਾਂਦੀ।
ਟਿਊਬ ਐਂਡ ਟਾਈਪ
ਜੇਕਰ ਖਾਸ ਤੌਰ 'ਤੇ ਲੋੜੀਂਦਾ ਨਹੀਂ ਹੈ, ਤਾਂ ਢਾਂਚਾਗਤ ਟਿਊਬਾਂ ਹੋਣੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨਫਲੈਟ-ਐਂਡਡਅਤੇ ਝੁਰੜੀਆਂ ਤੋਂ ਸਾਫ਼।
ਗਰਮੀ ਦਾ ਇਲਾਜ
ਗ੍ਰੇਡ ਬੀ ਅਤੇ ਗ੍ਰੇਡ ਸੀ
ਐਨੀਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਜਾਂ ਤਣਾਅ ਤੋਂ ਰਾਹਤ ਦਿੱਤੀ ਜਾ ਸਕਦੀ ਹੈ।
ਐਨੀਲਿੰਗ ਟਿਊਬ ਨੂੰ ਉੱਚ ਤਾਪਮਾਨ 'ਤੇ ਗਰਮ ਕਰਕੇ ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਹੌਲੀ-ਹੌਲੀ ਠੰਡਾ ਕਰਕੇ ਪੂਰਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਐਨੀਲਿੰਗ ਸਮੱਗਰੀ ਦੀ ਸੂਖਮ ਬਣਤਰ ਨੂੰ ਇਸਦੀ ਕਠੋਰਤਾ ਅਤੇ ਇਕਸਾਰਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਮੁੜ ਵਿਵਸਥਿਤ ਕਰਦੀ ਹੈ।
ਤਣਾਅ ਤੋਂ ਰਾਹਤ ਆਮ ਤੌਰ 'ਤੇ ਸਮੱਗਰੀ ਨੂੰ ਘੱਟ ਤਾਪਮਾਨ (ਆਮ ਤੌਰ 'ਤੇ ਐਨੀਲਿੰਗ ਨਾਲੋਂ ਘੱਟ) 'ਤੇ ਗਰਮ ਕਰਕੇ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਫਿਰ ਇਸਨੂੰ ਕੁਝ ਸਮੇਂ ਲਈ ਫੜੀ ਰੱਖ ਕੇ ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਠੰਡਾ ਕਰਕੇ। ਇਹ ਵੈਲਡਿੰਗ ਜਾਂ ਕੱਟਣ ਵਰਗੇ ਬਾਅਦ ਦੇ ਕਾਰਜਾਂ ਦੌਰਾਨ ਸਮੱਗਰੀ ਦੇ ਵਿਗਾੜ ਜਾਂ ਫਟਣ ਨੂੰ ਰੋਕਣ ਵਿੱਚ ਮਦਦ ਕਰਦਾ ਹੈ।
ਗ੍ਰੇਡ ਡੀ
ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੀ ਲੋੜ ਹੈ।
ਇਹ ਘੱਟੋ ਘੱਟ ਤਾਪਮਾਨ 'ਤੇ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ25 ਮਿਲੀਮੀਟਰ ਕੰਧ ਮੋਟਾਈ ਲਈ 1 ਘੰਟੇ ਲਈ 1100°F (590°C).
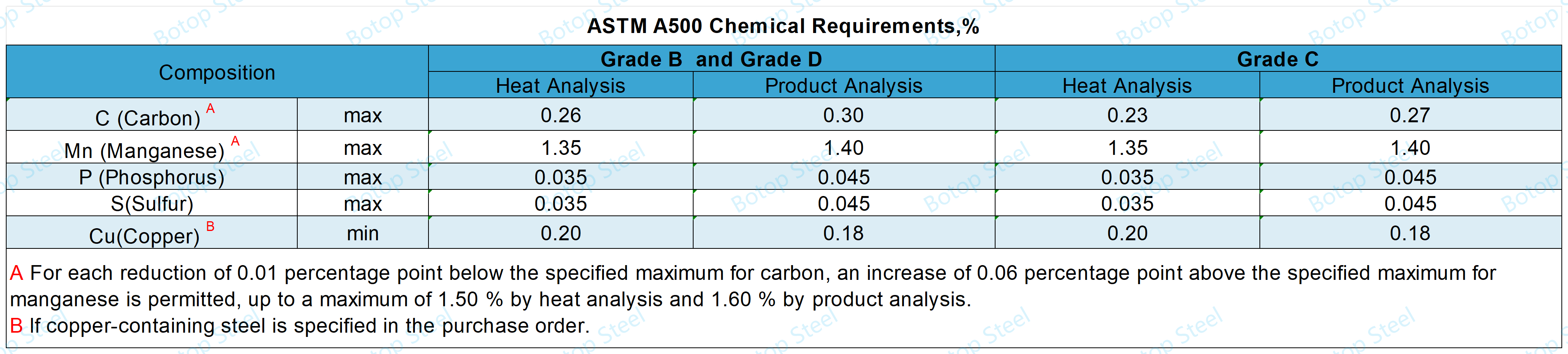
ASTM A500 ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ
ਟੈਸਟ ਵਿਧੀ: ASTM A751।
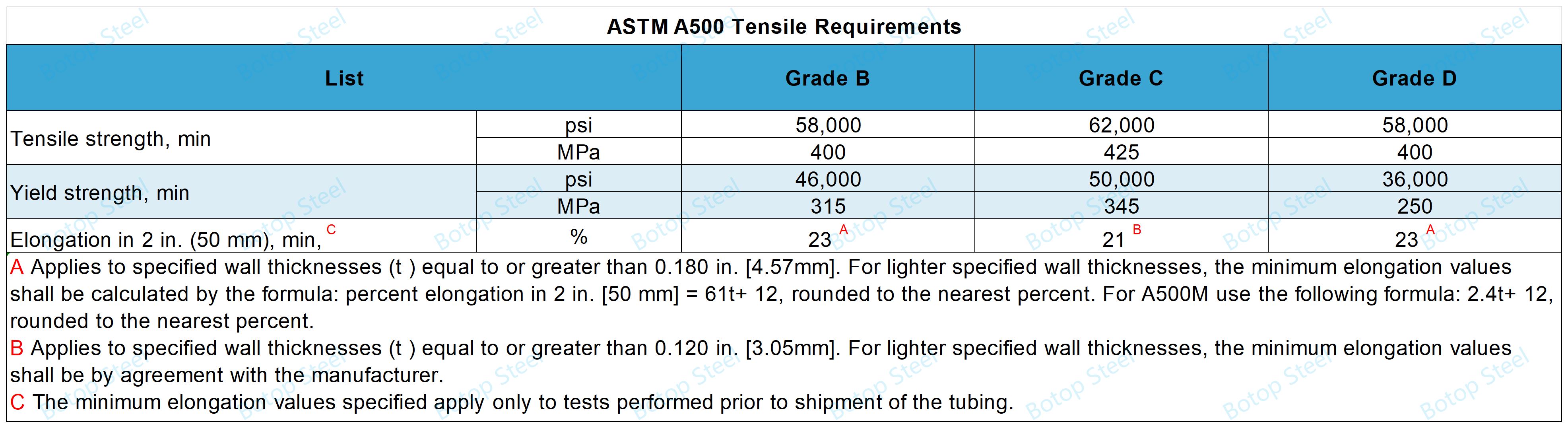
ASTM A500 ਦੀਆਂ ਟੈਨਸਾਈਲ ਲੋੜਾਂ
ਨਮੂਨੇ ASTM A370, ਅੰਤਿਕਾ A2 ਦੀਆਂ ਲਾਗੂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨਗੇ।
ਫਲੈਟਨਿੰਗ ਟੈਸਟ
ਵੇਲਡਡ ਗੋਲ ਸਟ੍ਰਕਚਰਲ ਟਿਊਬਾਂ
ਵੈਲਡdਕੁਸ਼ਲਤਾtਇਹ: ਘੱਟੋ-ਘੱਟ 4 ਇੰਚ (100 ਮਿਲੀਮੀਟਰ) ਲੰਬੇ ਨਮੂਨੇ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਨਮੂਨੇ ਨੂੰ 90° 'ਤੇ ਵੈਲਡ ਨਾਲ ਲੋਡਿੰਗ ਦੀ ਦਿਸ਼ਾ ਵਿੱਚ ਸਮਤਲ ਕਰੋ ਜਦੋਂ ਤੱਕ ਪਲੇਟਾਂ ਵਿਚਕਾਰ ਦੂਰੀ ਪਾਈਪ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਦੇ 2/3 ਤੋਂ ਘੱਟ ਨਾ ਹੋ ਜਾਵੇ। ਇਸ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਨਮੂਨੇ ਨੂੰ ਅੰਦਰ ਜਾਂ ਬਾਹਰੀ ਸਤਹਾਂ 'ਤੇ ਫਟਿਆ ਜਾਂ ਟੁੱਟਿਆ ਨਹੀਂ ਜਾਣਾ ਚਾਹੀਦਾ।
ਪਾਈਪ ਡਕਟੀਲਿਟੀ ਟੈਸਟ: ਨਮੂਨੇ ਨੂੰ ਸਮਤਲ ਕਰਨਾ ਜਾਰੀ ਰੱਖੋ ਜਦੋਂ ਤੱਕ ਪਲੇਟਾਂ ਵਿਚਕਾਰ ਦੂਰੀ ਪਾਈਪ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਦੇ 1/2 ਤੋਂ ਘੱਟ ਨਾ ਹੋ ਜਾਵੇ। ਇਸ ਸਮੇਂ, ਪਾਈਪ ਦੇ ਅੰਦਰਲੇ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ 'ਤੇ ਤਰੇੜਾਂ ਜਾਂ ਫ੍ਰੈਕਚਰ ਨਹੀਂ ਹੋਣੇ ਚਾਹੀਦੇ।
ਇਮਾਨਦਾਰੀtਇਹ: ਨਮੂਨੇ ਨੂੰ ਉਦੋਂ ਤੱਕ ਸਮਤਲ ਕਰਨਾ ਜਾਰੀ ਰੱਖੋ ਜਦੋਂ ਤੱਕ ਕੋਈ ਫ੍ਰੈਕਚਰ ਨਹੀਂ ਹੋ ਜਾਂਦਾ ਜਾਂ ਜਦੋਂ ਤੱਕ ਕੰਧ ਦੀ ਮੋਟਾਈ ਦੀਆਂ ਸੰਬੰਧਿਤ ਜ਼ਰੂਰਤਾਂ ਪੂਰੀਆਂ ਨਹੀਂ ਹੋ ਜਾਂਦੀਆਂ। ਜੇਕਰ ਫਲੈਟਨਿੰਗ ਟੈਸਟ ਦੌਰਾਨ ਪਲਾਈ ਛਿੱਲਣ, ਅਸਥਿਰ ਸਮੱਗਰੀ, ਜਾਂ ਅਧੂਰੇ ਵੈਲਡ ਦੇ ਸਬੂਤ ਮਿਲਦੇ ਹਨ, ਤਾਂ ਨਮੂਨੇ ਨੂੰ ਅਸੰਤੁਸ਼ਟੀਜਨਕ ਮੰਨਿਆ ਜਾਵੇਗਾ।
ਸਹਿਜ ਗੋਲ ਢਾਂਚਾਗਤ ਟਿਊਬਾਂ
ਨਮੂਨੇ ਦੀ ਲੰਬਾਈ: ਜਾਂਚ ਲਈ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਨਮੂਨੇ ਦੀ ਲੰਬਾਈ 2 1/2 ਇੰਚ (65 ਮਿਲੀਮੀਟਰ) ਤੋਂ ਘੱਟ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ।
ਡਕਟੀਲਿਟੀ ਟੈਸਟ: ਬਿਨਾਂ ਕਿਸੇ ਦਰਾੜ ਜਾਂ ਫ੍ਰੈਕਚਰ ਦੇ, ਨਮੂਨੇ ਨੂੰ ਸਮਾਨਾਂਤਰ ਪਲੇਟਾਂ ਦੇ ਵਿਚਕਾਰ ਸਮਤਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਦੋਂ ਤੱਕ ਪਲੇਟਾਂ ਵਿਚਕਾਰ ਦੂਰੀ ਹੇਠਾਂ ਦਿੱਤੇ ਫਾਰਮੂਲੇ ਦੁਆਰਾ ਗਿਣਿਆ ਗਿਆ "H" ਮੁੱਲ ਤੋਂ ਘੱਟ ਨਹੀਂ ਹੋ ਜਾਂਦੀ:
H=(1+e)t/(e+t/D)
H = ਸਮਤਲ ਪਲੇਟਾਂ ਵਿਚਕਾਰ ਦੂਰੀ, ਇੰਚ [mm],
e= ਪ੍ਰਤੀ ਯੂਨਿਟ ਲੰਬਾਈ ਵਿੱਚ ਵਿਗਾੜ (ਸਟੀਲ ਦੇ ਦਿੱਤੇ ਗਏ ਗ੍ਰੇਡ ਲਈ ਸਥਿਰ, ਗ੍ਰੇਡ B ਲਈ 0.07, ਅਤੇ ਗ੍ਰੇਡ C ਲਈ 0.06),
t= ਟਿਊਬਿੰਗ ਦੀ ਨਿਰਧਾਰਤ ਕੰਧ ਮੋਟਾਈ, ਇੰਚ [ਮਿਲੀਮੀਟਰ],
D = ਟਿਊਬਿੰਗ ਦਾ ਨਿਰਧਾਰਤ ਬਾਹਰੀ ਵਿਆਸ, ਇੰਚ [ਮਿਲੀਮੀਟਰ]।
ਇਮਾਨਦਾਰੀtਇਹ: ਨਮੂਨੇ ਨੂੰ ਉਦੋਂ ਤੱਕ ਸਮਤਲ ਕਰਨਾ ਜਾਰੀ ਰੱਖੋ ਜਦੋਂ ਤੱਕ ਨਮੂਨਾ ਟੁੱਟ ਨਾ ਜਾਵੇ ਜਾਂ ਨਮੂਨੇ ਦੀਆਂ ਵਿਰੋਧੀ ਕੰਧਾਂ ਨਾ ਮਿਲ ਜਾਣ।
ਅਸਫਲਤਾcਰਿਟੇਰੀਆ: ਫਲੈਟਨਿੰਗ ਟੈਸਟ ਦੌਰਾਨ ਪਾਇਆ ਜਾਣ ਵਾਲਾ ਲੈਮੀਨਰ ਪੀਲਿੰਗ ਜਾਂ ਕਮਜ਼ੋਰ ਸਮੱਗਰੀ ਅਸਵੀਕਾਰ ਕਰਨ ਦਾ ਆਧਾਰ ਹੋਵੇਗੀ।
ਫਲੇਅਰਿੰਗ ਟੈਸਟ
≤ 254 ਮਿਲੀਮੀਟਰ (10 ਇੰਚ) ਵਿਆਸ ਵਾਲੀਆਂ ਗੋਲ ਟਿਊਬਾਂ ਲਈ ਇੱਕ ਫਲੇਅਰਿੰਗ ਟੈਸਟ ਉਪਲਬਧ ਹੈ, ਪਰ ਇਹ ਲਾਜ਼ਮੀ ਨਹੀਂ ਹੈ।
ASTM A500 ਦੀ ਅਯਾਮੀ ਸਹਿਣਸ਼ੀਲਤਾ

ਟਿਊਬ ਮਾਰਕਿੰਗ
ਹੇਠ ਲਿਖੀ ਜਾਣਕਾਰੀ ਸ਼ਾਮਲ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ:
ਨਿਰਮਾਤਾ ਦਾ ਨਾਮ: ਇਹ ਨਿਰਮਾਤਾ ਦਾ ਪੂਰਾ ਨਾਮ ਜਾਂ ਸੰਖੇਪ ਰੂਪ ਹੋ ਸਕਦਾ ਹੈ।
ਬ੍ਰਾਂਡ ਜਾਂ ਟ੍ਰੇਡਮਾਰਕ: ਨਿਰਮਾਤਾ ਦੁਆਰਾ ਆਪਣੇ ਉਤਪਾਦਾਂ ਨੂੰ ਵੱਖਰਾ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਣ ਵਾਲਾ ਬ੍ਰਾਂਡ ਨਾਮ ਜਾਂ ਟ੍ਰੇਡਮਾਰਕ।
ਸਪੈਸੀਫਿਕੇਸ਼ਨ ਡਿਜ਼ੀਨੇਟਰ: ASTM A500, ਜਿਸ ਵਿੱਚ ਪ੍ਰਕਾਸ਼ਨ ਦਾ ਸਾਲ ਸ਼ਾਮਲ ਕਰਨ ਦੀ ਲੋੜ ਨਹੀਂ ਹੈ।
ਗ੍ਰੇਡ ਲੈਟਰ: ਬੀ, ਸੀ ਜਾਂ ਡੀ ਗ੍ਰੇਡ।
≤ 100mm (4in) ਵਿਆਸ ਵਾਲੀਆਂ ਢਾਂਚਾਗਤ ਟਿਊਬਾਂ ਲਈ, ਪਛਾਣ ਜਾਣਕਾਰੀ ਨੂੰ ਸਪਸ਼ਟ ਤੌਰ 'ਤੇ ਚਿੰਨ੍ਹਿਤ ਕਰਨ ਲਈ ਲੇਬਲ ਵਰਤੇ ਜਾ ਸਕਦੇ ਹਨ।
ASTM A500 ਦੇ ਉਪਯੋਗ
ਇਸਦੇ ਸ਼ਾਨਦਾਰ ਮਕੈਨੀਕਲ ਗੁਣਾਂ ਅਤੇ ਵੈਲਡਬਿਲਟੀ ਦੇ ਕਾਰਨ, ASTM A500 ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਕਈ ਤਰ੍ਹਾਂ ਦੀਆਂ ਬਣਤਰਾਂ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ ਜਿੱਥੇ ਟਿਕਾਊਤਾ ਅਤੇ ਤਾਕਤ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਉਸਾਰੀ: ਇਮਾਰਤੀ ਢਾਂਚਿਆਂ ਜਿਵੇਂ ਕਿ ਫਰੇਮਿੰਗ ਸਿਸਟਮ, ਛੱਤ ਦੀਆਂ ਬਣਤਰਾਂ, ਆਰਚ ਡਿਜ਼ਾਈਨ ਤੱਤਾਂ, ਅਤੇ ਗੋਲ ਕਾਲਮਾਂ ਦਾ ਸਮਰਥਨ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਪੁਲ ਦੀ ਉਸਾਰੀ: ਪੁਲਾਂ ਦੇ ਢਾਂਚਾਗਤ ਤੱਤਾਂ ਲਈ, ਜਿਵੇਂ ਕਿ ਗੋਲਾਕਾਰ ਲੋਡ-ਬੇਅਰਿੰਗ ਕਾਲਮ ਅਤੇ ਪੁਲਾਂ ਲਈ ਟਰੱਸ।
ਉਦਯੋਗਿਕ ਬੁਨਿਆਦੀ ਢਾਂਚਾ: ਤੇਲ ਅਤੇ ਗੈਸ ਸਹੂਲਤਾਂ, ਰਸਾਇਣਕ ਪਲਾਂਟਾਂ ਅਤੇ ਸਟੀਲ ਮਿੱਲਾਂ ਵਰਗੀਆਂ ਵੱਡੀਆਂ ਉਦਯੋਗਿਕ ਇਮਾਰਤਾਂ ਵਿੱਚ, ਗੋਲ ਸਟੀਲ ਟਿਊਬਾਂ ਦੀ ਵਰਤੋਂ ਸਹਾਇਤਾ ਢਾਂਚੇ ਅਤੇ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਪਾਈਪਿੰਗ ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਆਵਾਜਾਈ ਪ੍ਰਣਾਲੀਆਂ: ਟ੍ਰੈਫਿਕ ਸਾਈਨ ਪੋਸਟਾਂ, ਲਾਈਟ ਪੋਲਾਂ, ਅਤੇ ਗਾਰਡਰੇਲ ਸਟਰਟਸ ਲਈ।
ਮਸ਼ੀਨਰੀ ਨਿਰਮਾਣ: ਮਸ਼ੀਨਰੀ ਅਤੇ ਭਾਰੀ ਉਪਕਰਣਾਂ ਦੇ ਹਿੱਸੇ ਵਜੋਂ, ਜਿਵੇਂ ਕਿ ਖੇਤੀਬਾੜੀ ਮਸ਼ੀਨਰੀ, ਮਾਈਨਿੰਗ ਉਪਕਰਣ, ਅਤੇ ਨਿਰਮਾਣ ਮਸ਼ੀਨਰੀ।
ਸਹੂਲਤਾਂ: ਪਾਣੀ, ਗੈਸ, ਪੈਟਰੋਲੀਅਮ ਉਤਪਾਦਾਂ ਆਦਿ ਲਈ ਪਾਈਪਲਾਈਨਾਂ ਵਿੱਚ ਅਤੇ ਤਾਰ ਅਤੇ ਕੇਬਲ ਸੁਰੱਖਿਆ ਪਾਈਪਾਂ ਵਜੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਖੇਡ ਸਹੂਲਤਾਂ: ਖੇਡ ਸਥਾਨਾਂ ਦੇ ਨਿਰਮਾਣ ਵਿੱਚ, ਗੋਲ ਸਟੀਲ ਟਿਊਬਾਂ ਦੀ ਵਰਤੋਂ ਬਲੀਚਰ, ਲਾਈਟਿੰਗ ਟਾਵਰ ਅਤੇ ਹੋਰ ਸਹਾਇਤਾ ਢਾਂਚੇ ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਫਰਨੀਚਰ ਅਤੇ ਸਜਾਵਟ: ਗੋਲ ਢਾਂਚਾਗਤ ਸਟੀਲ ਟਿਊਬਾਂ ਦੀ ਵਰਤੋਂ ਧਾਤ ਦੇ ਫਰਨੀਚਰ ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਮੇਜ਼ਾਂ ਅਤੇ ਕੁਰਸੀਆਂ ਲਈ ਲੱਤਾਂ, ਅਤੇ ਨਾਲ ਹੀ ਆਧੁਨਿਕ ਅੰਦਰੂਨੀ ਡਿਜ਼ਾਈਨ ਲਈ ਸਜਾਵਟੀ ਤੱਤ।
ਵਾੜ ਅਤੇ ਰੇਲਿੰਗ ਸਿਸਟਮ: ਵਾੜ ਅਤੇ ਰੇਲਿੰਗ ਪ੍ਰਣਾਲੀਆਂ ਲਈ ਪੋਸਟਾਂ ਵਜੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਖਾਸ ਕਰਕੇ ਜਿੱਥੇ ਢਾਂਚਾਗਤ ਤਾਕਤ ਅਤੇ ਟਿਕਾਊਤਾ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ASTM A500 ਦੇ ਵਿਕਲਪਕ ਪਦਾਰਥ
ਏਐਸਟੀਐਮ ਏ 501: ਇਹ ਗਰਮ-ਰੂਪੀ ਕਾਰਬਨ ਸਟੀਲ ਢਾਂਚਾਗਤ ਟਿਊਬਿੰਗ ਲਈ ਇੱਕ ਮਿਆਰ ਹੈ, ਜੋ ਕਿ ASTM A500 ਦੇ ਸਮਾਨ ਹੈ, ਪਰ ਗਰਮ-ਰੂਪੀ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ 'ਤੇ ਲਾਗੂ ਹੁੰਦਾ ਹੈ।
ਏਐਸਟੀਐਮ ਏ252: ਨੀਂਹ ਅਤੇ ਢੇਰ ਦੇ ਕੰਮ ਵਿੱਚ ਵਰਤੋਂ ਲਈ ਸਟੀਲ ਪਾਈਪ ਦੇ ਢੇਰਾਂ ਲਈ ਮਿਆਰ।
ਏਐਸਟੀਐਮ ਏ 106: ਸਹਿਜ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ, ਆਮ ਤੌਰ 'ਤੇ ਉੱਚ-ਤਾਪਮਾਨ ਵਾਲੇ ਵਾਤਾਵਰਣ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
ਏਐਸਟੀਐਮ ਏ53: ਦਬਾਅ ਅਤੇ ਮਕੈਨੀਕਲ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ ਦੀ ਇੱਕ ਹੋਰ ਕਿਸਮ, ਜੋ ਤਰਲ ਟ੍ਰਾਂਸਫਰ ਪ੍ਰਣਾਲੀਆਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
EN 10210: ਯੂਰਪ ਵਿੱਚ, EN 10210 ਸਟੈਂਡਰਡ ਗਰਮ-ਬਣਾਇਆ ਢਾਂਚਾਗਤ ਖੋਖਲੇ ਭਾਗਾਂ ਲਈ ਤਕਨੀਕੀ ਡਿਲੀਵਰੀ ਸਥਿਤੀਆਂ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ, ਜਿਨ੍ਹਾਂ ਦੇ ਐਪਲੀਕੇਸ਼ਨ ਖੇਤਰ ASTM A500 ਦੇ ਸਮਾਨ ਹਨ।
ਸੀਐਸਏ ਜੀ40.21: ਇੱਕ ਕੈਨੇਡੀਅਨ ਮਿਆਰ ਜੋ ਵੱਖ-ਵੱਖ ਤਾਕਤ ਗ੍ਰੇਡਾਂ ਵਿੱਚ ਢਾਂਚਾਗਤ ਗੁਣਵੱਤਾ ਵਾਲੇ ਸਟੀਲ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ ਜੋ ਸਮਾਨ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਵਰਤੇ ਜਾ ਸਕਦੇ ਹਨ।
JIS G3466: ਆਮ ਢਾਂਚਾਗਤ ਵਰਤੋਂ ਲਈ ਕਾਰਬਨ ਸਟੀਲ ਦੀਆਂ ਵਰਗ ਅਤੇ ਆਇਤਾਕਾਰ ਟਿਊਬਾਂ ਲਈ ਜਾਪਾਨੀ ਉਦਯੋਗਿਕ ਮਿਆਰ।
ਆਈਐਸ 4923: ਕੋਲਡ-ਫਾਰਮਡ ਵੈਲਡੇਡ ਜਾਂ ਸੀਮਲੈੱਸ ਕਾਰਬਨ ਸਟੀਲ ਸਟ੍ਰਕਚਰਲ ਖੋਖਲੇ ਭਾਗਾਂ ਲਈ ਭਾਰਤੀ ਮਿਆਰ।
ਏਐਸ/ਐਨਜ਼ੈਡਐਸ 1163: ਢਾਂਚਾਗਤ ਸਟੀਲ ਟਿਊਬਾਂ ਅਤੇ ਖੋਖਲੇ ਭਾਗਾਂ ਲਈ ਆਸਟ੍ਰੇਲੀਆਈ ਅਤੇ ਨਿਊਜ਼ੀਲੈਂਡ ਦੇ ਮਿਆਰ।
ਸਾਡੇ ਸੰਬੰਧਿਤ ਉਤਪਾਦ
2014 ਵਿੱਚ ਆਪਣੀ ਸਥਾਪਨਾ ਤੋਂ ਬਾਅਦ, ਬੋਟੌਪ ਸਟੀਲ ਉੱਤਰੀ ਚੀਨ ਵਿੱਚ ਇੱਕ ਪ੍ਰਮੁੱਖ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ ਸਪਲਾਇਰ ਬਣ ਗਿਆ ਹੈ, ਜੋ ਆਪਣੀਆਂ ਸ਼ਾਨਦਾਰ ਸੇਵਾ, ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਉਤਪਾਦਾਂ ਅਤੇ ਵਿਆਪਕ ਹੱਲਾਂ ਲਈ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ। ਕੰਪਨੀ ਦੀ ਵਿਆਪਕ ਉਤਪਾਦ ਸ਼੍ਰੇਣੀ ਵਿੱਚ ਸਹਿਜ, ERW, LSAW, ਅਤੇ SSAW ਸਟੀਲ ਪਾਈਪਾਂ ਦੇ ਨਾਲ-ਨਾਲ ਪਾਈਪ ਫਿਟਿੰਗ, ਫਲੈਂਜ ਅਤੇ ਵਿਸ਼ੇਸ਼ ਸਟੀਲ ਸ਼ਾਮਲ ਹਨ।
ਗੁਣਵੱਤਾ ਪ੍ਰਤੀ ਮਜ਼ਬੂਤ ਵਚਨਬੱਧਤਾ ਦੇ ਨਾਲ, ਬੋਟੌਪ ਸਟੀਲ ਆਪਣੇ ਉਤਪਾਦਾਂ ਦੀ ਭਰੋਸੇਯੋਗਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਸਖ਼ਤ ਨਿਯੰਤਰਣ ਅਤੇ ਟੈਸਟ ਲਾਗੂ ਕਰਦਾ ਹੈ। ਇਸਦੀ ਤਜਰਬੇਕਾਰ ਟੀਮ ਗਾਹਕਾਂ ਦੀ ਸੰਤੁਸ਼ਟੀ 'ਤੇ ਧਿਆਨ ਕੇਂਦ੍ਰਤ ਕਰਦੇ ਹੋਏ ਵਿਅਕਤੀਗਤ ਹੱਲ ਅਤੇ ਮਾਹਰ ਸਹਾਇਤਾ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ।
ਟੈਗਸ: astm a500, astm a500 ਗ੍ਰੇਡ b, astm a500 ਗ੍ਰੇਡ c, astm a500 ਗ੍ਰੇਡ d।
ਪੋਸਟ ਸਮਾਂ: ਮਈ-04-2024