
ASTM A500 ਅਤੇ ASTM A501ਦੋਵੇਂ ਖਾਸ ਤੌਰ 'ਤੇ ਕਾਰਬਨ ਸਟੀਲ ਸਟ੍ਰਕਚਰਲ ਪਾਈਪ ਦੇ ਨਿਰਮਾਣ ਨਾਲ ਸਬੰਧਤ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਹਨ।
ਜਦੋਂ ਕਿ ਕੁਝ ਪਹਿਲੂਆਂ ਵਿੱਚ ਸਮਾਨਤਾਵਾਂ ਹਨ, ਉਹਨਾਂ ਦੀਆਂ ਆਪਣੀਆਂ ਵਿਲੱਖਣ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਅਤੇ ਉਪਯੋਗ ਵੀ ਹਨ।
ਅੱਗੇ ਅਸੀਂ ASTM A500 ਅਤੇ ASTM A501 ਵਿਚਕਾਰ ਮੁੱਖ ਅੰਤਰਾਂ ਅਤੇ ਵੱਖ-ਵੱਖ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ ਉਹਨਾਂ ਦੀ ਵਰਤੋਂ ਕਿਵੇਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਬਾਰੇ ਦੇਖਾਂਗੇ।

ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ
ASTM A500 ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ
ASTM A50 ਪਾਈਪ ਸਹਿਜ ਜਾਂ ਵੈਲਡੇਡ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦੁਆਰਾ ਨਿਰਮਿਤ ਕੀਤੀ ਜਾਵੇਗੀ।
ਵੈਲਡੇਡ ਟਿਊਬਿੰਗ ਇਲੈਕਟ੍ਰਿਕ-ਰੋਧ-ਵੈਲਡਿੰਗ (ERW) ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਫਲੈਟ-ਰੋਲਡ ਸਟੀਲ ਤੋਂ ਬਣਾਈਆਂ ਜਾਣਗੀਆਂ।
ASTM A501 ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ
ਪਾਈਪਾਂ ਨੂੰ ਹੇਠ ਲਿਖੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਵਿੱਚੋਂ ਕਿਸੇ ਇੱਕ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ: ਸਹਿਜ, ਫਰਨੇਸ ਬੱਟ ਵੈਲਡਿੰਗ (ਨਿਰੰਤਰ ਵੈਲਡਿੰਗ); ਪ੍ਰਤੀਰੋਧ ਵੈਲਡਿੰਗ ਜਾਂ ਡੁੱਬੀ ਚਾਪ ਵੈਲਡਿੰਗ।
ਫਿਰ ਇਸਨੂੰ ਪੂਰੇ ਕਰਾਸ-ਸੈਕਸ਼ਨ ਉੱਤੇ ਦੁਬਾਰਾ ਗਰਮ ਕੀਤਾ ਜਾਵੇਗਾ ਅਤੇ ਕਟੌਤੀ ਜਾਂ ਫਾਰਮਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ, ਜਾਂ ਦੋਵਾਂ ਦੁਆਰਾ ਥਰਮੋਫਾਰਮ ਕੀਤਾ ਜਾਵੇਗਾ।
ਅੰਤਿਮ ਆਕਾਰ ਦਾ ਗਠਨ ਗਰਮ ਬਣਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ ਕੀਤਾ ਜਾਵੇਗਾ।
ਵੱਖ-ਵੱਖ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ
ਦੋਵੇਂ ਮਾਪਦੰਡ ਸਹਿਜ ਪਾਈਪ ਨਿਰਮਾਣ ਤਕਨੀਕਾਂ ਦੀ ਵਰਤੋਂ ਦੀ ਆਗਿਆ ਦਿੰਦੇ ਹਨ;
ਜੇਕਰ ਨਿਰਮਾਣ ਲਈ ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ASTM A500 ਇਲੈਕਟ੍ਰਿਕ-ਰੋਧ-ਵੇਲਡਡ (ERW) ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ, ਜਦੋਂ ਕਿ ASTM A501 ਕਈ ਤਰ੍ਹਾਂ ਦੀਆਂ ਵੈਲਡਿੰਗ ਤਕਨੀਕਾਂ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ, ਜਿਸ ਵਿੱਚ ਇਲੈਕਟ੍ਰਿਕ-ਰੋਧ-ਵੇਲਡਡ (ERW), ਡੁੱਬੀ ਹੋਈ ਚਾਪ ਵੈਲਡਿੰਗ (SAW), ਆਦਿ ਸ਼ਾਮਲ ਹਨ।
ਹਾਲਾਂਕਿ, ASTM A501 ਲਈ ਪਾਈਪ ਨੂੰ ਗਰਮੀ ਨਾਲ ਇਲਾਜ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜੋ ਸਮੱਗਰੀ ਦੀ ਇਕਸਾਰਤਾ ਅਤੇ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਵਿੱਚ ਮਦਦ ਕਰਦਾ ਹੈ। ਥਰਮੋਫਾਰਮਿੰਗ ਦਾ ਉਦੇਸ਼ ਪਾਈਪ ਦੇ ਆਕਾਰ ਨੂੰ ਅੰਤਿਮ ਰੂਪ ਦੇਣ ਤੋਂ ਪਹਿਲਾਂ ਗਰਮੀ ਨਾਲ ਇਲਾਜ ਕਰਕੇ ਸਮੱਗਰੀ ਦੇ ਗੁਣਾਂ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣਾ ਹੈ।
ASTM A500 ਦੀਆਂ ਅਜਿਹੀਆਂ ਵਿਸਤ੍ਰਿਤ ਜ਼ਰੂਰਤਾਂ ਨਹੀਂ ਹਨ।
ਗ੍ਰੇਡਾਂ ਦਾ ਵਰਗੀਕਰਨ
ਲਾਗੂ ਆਕਾਰ ਸੀਮਾ

ਰਸਾਇਣਕ ਹਿੱਸੇ

ਇਕੱਠੇ ਮਿਲ ਕੇ, ਦੋ ਮਿਆਰਾਂ, ASTM A500 ਅਤੇ ASTM A501 ਵਿੱਚ ਦਰਸਾਏ ਗਏ ਕਾਰਬਨ ਸਟੀਲ ਸਟ੍ਰਕਚਰਲ ਟਿਊਬਾਂ ਦੀਆਂ ਰਸਾਇਣਕ ਰਚਨਾਵਾਂ ਵਿੱਚ ਕੁਝ ਅੰਤਰ ਹਨ।
ASTM A500 ਵਿੱਚ, ਗ੍ਰੇਡ B ਅਤੇ ਗ੍ਰੇਡ D ਵਿੱਚ ਇੱਕੋ ਜਿਹੀਆਂ ਰਸਾਇਣਕ ਰਚਨਾ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਹਨ, ਜਦੋਂ ਕਿ ਗ੍ਰੇਡ C ਵਿੱਚ B ਅਤੇ D ਦੇ ਮੁਕਾਬਲੇ ਘੱਟ ਕਾਰਬਨ ਸਮੱਗਰੀ ਹੈ। ASTM A501 ਵਿੱਚ, ਗ੍ਰੇਡ A ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ ਗ੍ਰੇਡ B ਦੇ ਸਮਾਨ ਹੈ, ਜਦੋਂ ਕਿ ਗ੍ਰੇਡ C ਵਿੱਚ ਗ੍ਰੇਡ B ਦੇ ਮੁਕਾਬਲੇ ਘੱਟ ਕਾਰਬਨ ਸਮੱਗਰੀ ਹੈ।
ASTM A501 ਵਿੱਚ, ਗ੍ਰੇਡ A ਦੀ ਰਸਾਇਣਕ ਬਣਤਰ A500 ਦੇ ਗ੍ਰੇਡ B ਅਤੇ D ਦੇ ਸਮਾਨ ਹੈ, ਪਰ ਗ੍ਰੇਡ B ਅਤੇ C ਵਿੱਚ ਕਾਰਬਨ ਦੀ ਮਾਤਰਾ ਘੱਟ ਜਾਂਦੀ ਹੈ, ਮੈਂਗਨੀਜ਼ ਦੀ ਮਾਤਰਾ ਥੋੜ੍ਹੀ ਵੱਧ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਫਾਸਫੋਰਸ ਅਤੇ ਗੰਧਕ ਦੀ ਮਾਤਰਾ ਗ੍ਰੇਡ A ਨਾਲੋਂ ਘੱਟ ਹੁੰਦੀ ਹੈ।
ਤਾਂਬੇ ਦੀ ਮਾਤਰਾ ਸਾਰੇ ਗ੍ਰੇਡਾਂ ਵਿੱਚ ਇੱਕ ਸਥਿਰ ਘੱਟੋ-ਘੱਟ ਲੋੜ ਬਣੀ ਹੋਈ ਹੈ।
ਵੱਖ-ਵੱਖ ਰਸਾਇਣਕ ਰਚਨਾ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਵੱਖ-ਵੱਖ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆਵਾਂ ਅਤੇ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਦੋ ਮਿਆਰਾਂ ਦੀਆਂ ਖਾਸ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਦਰਸਾਉਂਦੀਆਂ ਹਨ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਂਦੀਆਂ ਹਨ ਕਿ ਸਮੱਗਰੀ ਇੰਜੀਨੀਅਰਿੰਗ ਅਤੇ ਢਾਂਚਾਗਤ ਐਪਲੀਕੇਸ਼ਨਾਂ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਲਈ ਪ੍ਰਦਰਸ਼ਨ ਮਾਪਦੰਡਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀ ਹੈ।
ਮਕੈਨੀਕਲ ਪ੍ਰਦਰਸ਼ਨ
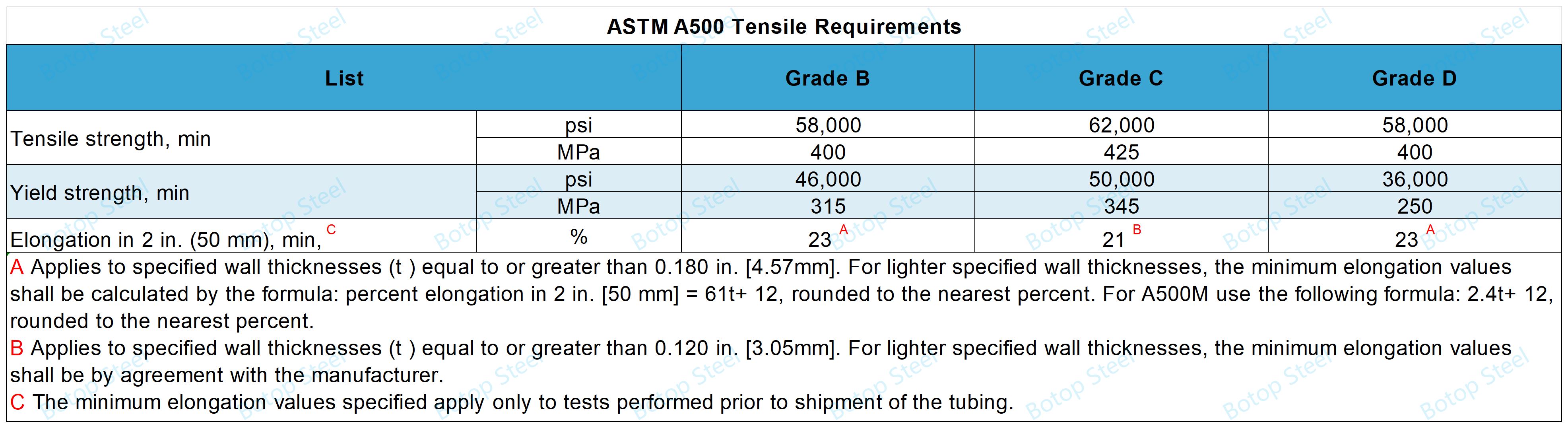
ASTM A500 ਮਕੈਨੀਕਲ ਪ੍ਰਦਰਸ਼ਨ
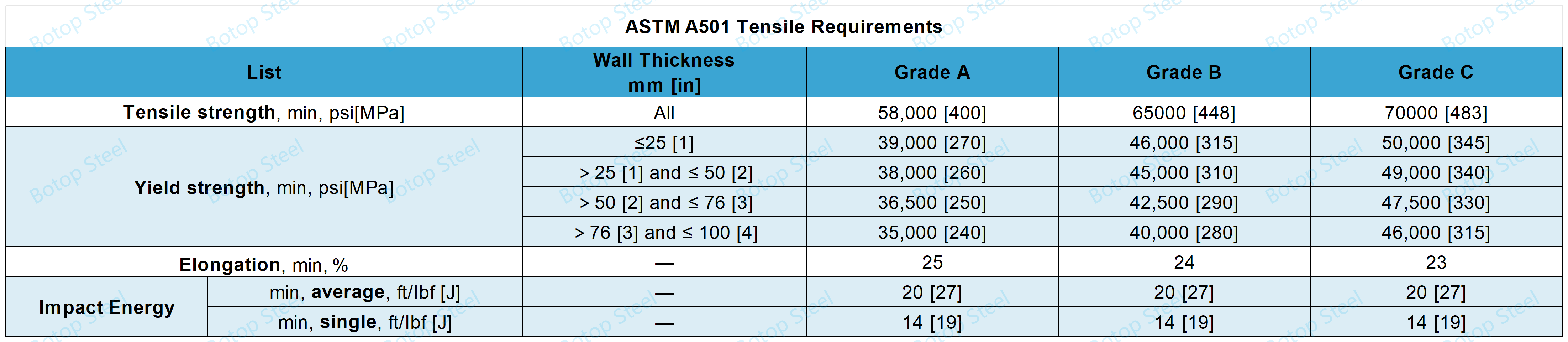
ASTM A501 ਮਕੈਨੀਕਲ ਪ੍ਰਦਰਸ਼ਨ
ਵੱਖ-ਵੱਖ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ
A501 ਵਿੱਚ ਸਮੱਗਰੀ ਆਮ ਤੌਰ 'ਤੇ ਗਰਮ ਬਣਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਸਟੀਲ ਦੀ ਵਧੀ ਹੋਈ ਤਾਕਤ ਦੇ ਕਾਰਨ ਉੱਚ ਪੱਧਰ ਦੀ ਤਾਕਤ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ।
ਪ੍ਰਯੋਗਾਤਮਕ ਪ੍ਰੋਜੈਕਟ
ਦੋਨਾਂ ਮਿਆਰਾਂ ਵਿੱਚ ਪ੍ਰਯੋਗਾਤਮਕ ਵਸਤੂਆਂ ਲਈ ਵੱਖੋ-ਵੱਖਰੀਆਂ ਜ਼ਰੂਰਤਾਂ ਇਹਨਾਂ ਦੋ ਵੱਖ-ਵੱਖ ਟਿਊਬਾਂ ਦੇ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ ਅਤੇ ਉਦੇਸ਼ਿਤ ਵਰਤੋਂ ਨੂੰ ਦਰਸਾਉਂਦੀਆਂ ਹਨ।
ASTM A500 ਸਟੈਂਡਰਡ ਲਈ ਫਲੈਟਨਿੰਗ ਟੈਸਟ, ਫਲੇਅਰਿੰਗ ਟੈਸਟ, ਅਤੇ ਵੇਜ ਕਰਸ਼ ਟੇਸ ਤੋਂ ਇਲਾਵਾ ਥਰਮਲ ਵਿਸ਼ਲੇਸ਼ਣ, ਉਤਪਾਦ ਵਿਸ਼ਲੇਸ਼ਣ ਅਤੇ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਕੋਲਡ ਫਾਰਮਿੰਗ ਪ੍ਰਕਿਰਿਆ ਸਮੱਗਰੀ ਦੇ ਗੁਣਾਂ ਨੂੰ ਨਕਾਰਾਤਮਕ ਤੌਰ 'ਤੇ ਪ੍ਰਭਾਵਿਤ ਨਾ ਕਰੇ।
ASTM A501 ਸਟੈਂਡਰਡ ਥਰਮੋਫਾਰਮਿੰਗ ਪ੍ਰਕਿਰਿਆ 'ਤੇ ਜ਼ੋਰ ਦਿੰਦਾ ਹੈ, ਅਤੇ ਕਿਉਂਕਿ ਥਰਮੋਫਾਰਮਡ ਉਤਪਾਦਾਂ ਨੂੰ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਪਹਿਲਾਂ ਹੀ ਗਰਮੀ ਨਾਲ ਇਲਾਜ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਇਹਨਾਂ ਟੈਸਟਾਂ ਨੂੰ ਬੇਲੋੜਾ ਮੰਨਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿਉਂਕਿ ਗਰਮੀ ਦੇ ਇਲਾਜ ਨੇ ਪਹਿਲਾਂ ਹੀ ਸਮੱਗਰੀ ਦੀ ਪਲਾਸਟਿਕਤਾ ਅਤੇ ਕਠੋਰਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਇਆ ਹੈ।
ਲਾਗੂ ਹੋਣ ਦੇ ਖੇਤਰ
ਹਾਲਾਂਕਿ ਦੋਵੇਂ ਇੱਕ ਢਾਂਚਾਗਤ ਭੂਮਿਕਾ ਨਿਭਾਉਂਦੇ ਹਨ, ਪਰ ਜ਼ੋਰ ਵੱਖਰਾ ਹੋਵੇਗਾ।
ASTM A500 ਟਿਊਬਿੰਗ ਨੂੰ ਇਸਦੇ ਚੰਗੇ ਠੰਡੇ ਮੋੜਨ ਅਤੇ ਵੈਲਡਿੰਗ ਗੁਣਾਂ ਦੇ ਕਾਰਨ ਇਮਾਰਤੀ ਢਾਂਚੇ, ਮਸ਼ੀਨਰੀ ਨਿਰਮਾਣ, ਵਾਹਨ ਫਰੇਮਾਂ ਅਤੇ ਖੇਤੀਬਾੜੀ ਉਪਕਰਣਾਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।

ASTM A501 ਟਿਊਬਿੰਗ ਆਪਣੀ ਸ਼ਾਨਦਾਰ ਕਠੋਰਤਾ ਅਤੇ ਮਜ਼ਬੂਤੀ ਦੇ ਕਾਰਨ, ਇਮਾਰਤ ਅਤੇ ਢਾਂਚਾਗਤ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਵਧੇਰੇ ਢੁਕਵੀਂ ਹੈ ਜਿਨ੍ਹਾਂ ਨੂੰ ਉੱਚ ਤਾਕਤ ਅਤੇ ਮਜ਼ਬੂਤੀ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਪੁਲ ਨਿਰਮਾਣ ਅਤੇ ਵੱਡੇ ਸਹਾਰਾ ਢਾਂਚੇ।

ਦੋਵੇਂ ਮਾਪਦੰਡ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਕਾਰਬਨ ਸਟੀਲ ਟਿਊਬਿੰਗ ਬਣਾਉਣ ਲਈ ਮਾਰਗਦਰਸ਼ਨ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਨ, ਪਰ ਸਭ ਤੋਂ ਵਧੀਆ ਵਿਕਲਪ ਕਿਸੇ ਖਾਸ ਪ੍ਰੋਜੈਕਟ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਅਤੇ ਰੁਕਾਵਟਾਂ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ।
ਜੇਕਰ ਕਿਸੇ ਢਾਂਚੇ ਨੂੰ ਘੱਟ-ਤਾਪਮਾਨ ਵਾਲੇ ਵਾਤਾਵਰਣ ਵਿੱਚ ਵਧੀਆ ਪ੍ਰਦਰਸ਼ਨ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਤਾਂ ASTM A501 ਨੂੰ ਤਰਜੀਹ ਦਿੱਤੀ ਜਾ ਸਕਦੀ ਹੈ ਕਿਉਂਕਿ ਗਰਮ ਬਣਤਰ ਤੋਂ ਵਧੀ ਹੋਈ ਕਠੋਰਤਾ ਭੁਰਭੁਰਾ ਫ੍ਰੈਕਚਰ ਪ੍ਰਤੀ ਬਿਹਤਰ ਵਿਰੋਧ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ। ਇਸਦੇ ਉਲਟ, ਜੇਕਰ ਢਾਂਚਾ ਅੰਦਰੂਨੀ ਵਾਤਾਵਰਣ ਲਈ ਬਣਾਇਆ ਜਾਣਾ ਹੈ, ਤਾਂ ASTM A500 ਕਾਫ਼ੀ ਹੋ ਸਕਦਾ ਹੈ, ਕਿਉਂਕਿ ਇਹ ਲੋੜੀਂਦੀ ਤਾਕਤ ਅਤੇ ਕਾਰਜਸ਼ੀਲਤਾ ਪ੍ਰਦਾਨ ਕਰ ਸਕਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਸੰਭਾਵੀ ਤੌਰ 'ਤੇ ਘੱਟ ਲਾਗਤ ਆ ਸਕਦੀ ਹੈ।
ਟੈਗਸ: a500 ਬਨਾਮ a501, astm a500, astm a501, ਕਾਰਬਨ ਸਟੀਲ, ਢਾਂਚਾਗਤ ਪਾਈਪ।
ਪੋਸਟ ਸਮਾਂ: ਮਈ-06-2024