
ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪਾਂ ਨੂੰ ਇਹਨਾਂ ਵਿੱਚ ਵੰਡਿਆ ਗਿਆ ਹੈ:
ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡੇਡ ਪਾਈਪ(ERW),ਸਪਿਰਲ ਸਟੀਲ ਪਾਈਪ(ਐਸਐਸਏਡਬਲਯੂ),ਲੰਬਕਾਰੀ ਡੁੱਬੀ ਹੋਈ ਚਾਪ ਵੈਲਡੇਡ ਪਾਈਪ(ਐਲਐਸਏਡਬਲਯੂ)
ਆਕਾਰ:
①ERW ਸਟੀਲ ਪਾਈਪ:
OD: 21.3mm ~ 660mm; WT: 1mm ~ 17.5mm; ਲੰਬਾਈ: 0.5mtr ~ 22mtr
②LSAW ਸਟੀਲ ਪਾਈਪ:
OD: 406mm ~ 1422mm; WT: 6.4mm ~ 44.5mm; ਲੰਬਾਈ: 5mtr ~ 12mtr
③SSAW ਸਟੀਲ ਪਾਈਪ:
OD:219.1mm ~ 3500mm; WT: 6mm ~ 25mm (1'' ਤੱਕ); ਲੰਬਾਈ: 6mtr ~ 18mtr, SRL, DRL
ਮਿਆਰੀ ਅਤੇ ਗ੍ਰੇਡ:
ASTM A53, ਗ੍ਰੇਡ A/B/C, API 5L, PSL1, PSL2, GR.B/X42-X80, ASTM A795, ASTM A135, ASTM A252, GR.1/2/3, AWWA C200
▇ ▍ ਵੇਰਵਾ
ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪ ਇੱਕ ਫਲੈਟ ਸਟੀਲ ਪਲੇਟਾਂ ਜਾਂ ਸਟੀਲ ਸਟ੍ਰਿਪਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਬਣਾਈ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਇਸਦੀ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਇਸਦੇ ਸਰੀਰ ਵਿੱਚ ਸੀਮ ਬਣਾਉਂਦੀ ਹੈ। ਖਾਸ ਤੌਰ 'ਤੇ, ਜਦੋਂ ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪਾਂ ਦਾ ਨਿਰਮਾਣ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਇੱਕ ਸਟੀਲ ਪਲੇਟ ਜਾਂ ਸਟ੍ਰਿਪ ਨੂੰ ਮੋੜਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਬਾਅਦ ਵਿੱਚ ਇੱਕ ਗੋਲ, ਰਵਾਇਤੀ ਪਾਈਪ ਆਕਾਰ ਜਾਂ ਇੱਕ ਵਰਗ ਆਕਾਰ ਵਿੱਚ ਵੇਲਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। LSAW ਪਾਈਪ, SSAW ਪਾਈਪ ਅਤੇ ERW ਪਾਈਪ ਸਾਰੇ ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪ ਹਨ ਅਤੇ ਵੈਲਡਿੰਗ ਦੇ ਢੰਗ ਦੇ ਅਧਾਰ ਤੇ ਸ਼੍ਰੇਣੀਬੱਧ ਕੀਤੇ ਗਏ ਹਨ। ਉਦਾਹਰਣ ਵਜੋਂ, LSAW ਪਾਈਪ ਨੂੰ ਲੰਬਕਾਰੀ ਤੌਰ 'ਤੇ ਵੇਲਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ SSAW ਪਾਈਪ ਸਪਿਰਲ-ਵੇਲਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ERW ਪਾਈਪ ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੇਲਡ ਹੈ, ਜਿਸਦੇ ਨਤੀਜੇ ਵਜੋਂ ਇੱਕ ਸੀਮ ਪਾਈਪ ਬਾਡੀ ਦੇ ਨਾਲ ਸਮਾਨਾਂਤਰ ਚਲਦੀ ਹੈ।
▇ ▍ERW ਸਟੀਲ ਪਾਈਪ
ਉੱਚ-ਆਵਿਰਤੀ ਵਾਲੇ ਵੈਲਡਡ ਪਾਈਪ ਆਮ ਤੌਰ 'ਤੇ ਸਿੱਧੇ-ਚਿੱਟੇ ਹੁੰਦੇ ਹਨ, ਪਰ ਸਿੱਧੇ-ਚਿੱਟੇ ਵੈਲਡਡ ਸਟੀਲ ਪਾਈਪ ਜ਼ਰੂਰੀ ਨਹੀਂ ਕਿ ਉੱਚ-ਆਵਿਰਤੀ ਵਾਲੇ ਵੈਲਡਡ ਹੋਣ। ਉੱਚ-ਆਵਿਰਤੀ ਵਾਲੇ ਸਿੱਧੇ-ਚਿੱਟੇ ਇਲੈਕਟ੍ਰਿਕ ਪ੍ਰਤੀਰੋਧ ਵੈਲਡਡ ਸਟੀਲ ਪਾਈਪ ਚਮੜੀ ਦੇ ਪ੍ਰਭਾਵ ਅਤੇ ਉੱਚ-ਆਵਿਰਤੀ ਵਾਲੇ ਕਰੰਟ ਦੇ ਨੇੜਤਾ ਪ੍ਰਭਾਵ ਦੁਆਰਾ ਬਣਦੇ ਹਨ ਜਦੋਂ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੁਆਰਾ ਗਰਮ-ਰੋਲਡ ਕੋਇਲ ਪਲੇਟ ਬਣਾਈ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਟਿਊਬ ਖਾਲੀ ਦੇ ਕਿਨਾਰੇ ਨੂੰ ਗਰਮ ਅਤੇ ਪਿਘਲਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਉਤਪਾਦਨ ਨੂੰ ਸਾਕਾਰ ਕਰਨ ਲਈ ਪ੍ਰੈਸਿੰਗ ਰੋਲਰ ਦੀ ਕਿਰਿਆ ਅਧੀਨ ਦਬਾਅ ਵੈਲਡਿੰਗ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਉੱਚ-ਆਵਿਰਤੀ ਵਾਲੇ ਪ੍ਰਤੀਰੋਧ ਵੈਲਡਡ ਸਟੀਲ ਪਾਈਪ ਆਮ ਵੈਲਡਡ ਪਾਈਪ ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਵੱਖਰਾ ਹੈ। ਵੇਲਡ ਸਟੀਲ ਸਟ੍ਰਿਪ ਬਾਡੀ ਦੇ ਬੇਸ ਸਮੱਗਰੀ ਤੋਂ ਬਣਿਆ ਹੈ, ਅਤੇ ਮਕੈਨੀਕਲ ਤਾਕਤ ਆਮ ਵੈਲਡਡ ਪਾਈਪ ਨਾਲੋਂ ਬਿਹਤਰ ਹੈ। ਸਤ੍ਹਾ ਨਿਰਵਿਘਨ, ਉੱਚ ਸ਼ੁੱਧਤਾ, ਘੱਟ ਲਾਗਤ ਵਾਲੀ ਹੈ, ਅਤੇ ਘੱਟ ਵੇਲਡ ਸੀਮ ਉਚਾਈ ਹੈ, ਜੋ ਕਿ 3PE ਐਂਟੀ-ਕੋਰੋਜ਼ਨ ਕੋਟਿੰਗ ਦੀ ਕੋਟਿੰਗ ਲਈ ਲਾਭਦਾਇਕ ਹੈ।
▇ ▍LSAW ਸਟੀਲ ਪਾਈਪ
ਲੰਬਕਾਰੀ ਡੁੱਬੀ ਚਾਪ ਵੈਲਡਡ ਇੱਕ ਸਿੰਗਲ ਮੱਧਮ ਅਤੇ ਮੋਟੀ ਪਲੇਟ ਨੂੰ ਕੱਚੇ ਮਾਲ ਵਜੋਂ ਵਰਤ ਕੇ, ਇੱਕ ਮੋਲਡ ਵਿੱਚ ਸਟੀਲ ਪਲੇਟ ਨੂੰ ਦਬਾ ਕੇ (ਰੋਲਿੰਗ) ਜਾਂ ਇੱਕ ਟਿਊਬ ਖਾਲੀ ਵਿੱਚ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ, ਦੋ-ਪਾਸੜ ਡੁੱਬੀ ਚਾਪ ਵੈਲਡਿੰਗ ਦੀ ਵਰਤੋਂ ਕਰਕੇ, ਅਤੇ ਵਿਆਸ ਨੂੰ ਵਧਾ ਕੇ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਸਟੀਲ ਪਲੇਟ ਫੀਡ ਦੀ ਮਾਤਰਾ ਨੂੰ ਵੱਖ-ਵੱਖ ਸਟੀਲ ਗ੍ਰੇਡਾਂ, ਕੰਧ ਦੀ ਮੋਟਾਈ ਅਤੇ ਪਲੇਟ ਚੌੜਾਈ ਦੇ ਅਨੁਸਾਰ ਆਪਣੇ ਆਪ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਇਸਦੇ ਨਾਲ ਹੀ, ਵਿਗਾੜ ਮੁਆਵਜ਼ਾ ਫੰਕਸ਼ਨ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਫਾਰਮਿੰਗ 'ਤੇ ਮੋਲਡ ਵਿਕਾਰ ਦੇ ਮਾੜੇ ਪ੍ਰਭਾਵਾਂ ਤੋਂ ਬਚਦਾ ਹੈ ਅਤੇ ਦਬਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਸਟੀਲ ਪਲੇਟ ਦੀ ਪੂਰੀ ਲੰਬਾਈ ਦੀ ਸਮਤਲਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ। ਫੀਡਿੰਗ ਕਦਮ ਬਣਾਉਣ ਦੌਰਾਨ ਇਕਸਾਰ ਹੁੰਦਾ ਹੈ, ਟਿਊਬ ਖਾਲੀ ਦੀ ਗੋਲਾਈ ਅਤੇ ਵੈਲਡਿੰਗ ਕਿਨਾਰੇ ਦੀ ਸਮਤਲਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ। ਤਿਆਰ ਉਤਪਾਦ ਵਿੱਚ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਹੈ, ਅਤੇ ਵੇਲਡ ਵਿੱਚ ਚੰਗੀ ਕਠੋਰਤਾ, ਪਲਾਸਟਿਕਤਾ, ਇਕਸਾਰਤਾ ਅਤੇ ਸੰਖੇਪਤਾ ਹੈ। ਇਸ ਵਿੱਚ ਵੱਡੇ ਪਾਈਪ ਵਿਆਸ, ਪਾਈਪ ਕੰਧ ਦੀ ਮੋਟਾਈ, ਉੱਚ-ਦਬਾਅ ਪ੍ਰਤੀਰੋਧ, ਘੱਟ-ਤਾਪਮਾਨ ਪ੍ਰਤੀਰੋਧ, ਅਤੇ ਮਜ਼ਬੂਤ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਦੇ ਫਾਇਦੇ ਹਨ।
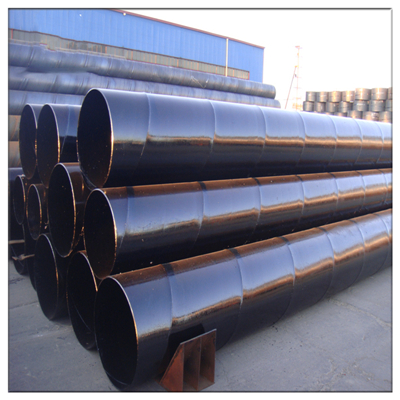
▇ ▍SSAW ਸਟੀਲ ਪਾਈਪ
ਸਪਾਈਰਲ ਵੈਲਡੇਡ ਪਾਈਪ (SSAW ਪਾਈਪ, ਜਿਸਨੂੰ HSAW ਪਾਈਪ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ)। ਪਾਈਪ ਸਪਾਈਰਲ ਡੁੱਬੀ ਚਾਪ ਵੈਲਡਿੰਗ ਤਕਨਾਲੋਜੀ ਦੁਆਰਾ ਬਣਾਈ ਜਾਂਦੀ ਹੈ। ਸਪਾਈਰਲ ਵੈਲਡੇਡ ਪਾਈਪਾਂ ਤੰਗ ਪਲੇਟਾਂ ਜਾਂ ਗਰਮ ਰੋਲਡ ਕੋਇਲਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਬਣਾਈਆਂ ਜਾਂਦੀਆਂ ਹਨ, ਜੋ ਉਹਨਾਂ ਦੀ ਉਤਪਾਦਨ ਲਾਗਤ ਨੂੰ ਕਾਫ਼ੀ ਘਟਾਉਂਦੀਆਂ ਹਨ। ਵੈਲਡਿੰਗ ਲਾਈਨ ਇੱਕ ਹੈਲਿਕਸ ਵਰਗੀ ਹੁੰਦੀ ਹੈ। ਸਪਾਈਰਲ ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਤੇਲ ਅਤੇ ਗੈਸ ਦੀ ਵੱਡੀ ਮਾਤਰਾ ਨੂੰ ਢੋਣ ਲਈ ਢੁਕਵੇਂ ਵੱਡੇ-ਵਿਆਸ ਵਾਲੇ ਪਾਈਪਾਂ ਦੇ ਉਤਪਾਦਨ ਦੀ ਆਗਿਆ ਦਿੰਦੀ ਹੈ। ਕੁਝ SSAW ਪਾਈਪ ਇਤਿਹਾਸਕ ਤੌਰ 'ਤੇ ਘੱਟ-ਦਬਾਅ ਵਾਲੇ ਐਪਲੀਕੇਸ਼ਨਾਂ ਤੱਕ ਸੀਮਿਤ ਸਨ।


ਪੋਸਟ ਸਮਾਂ: ਅਕਤੂਬਰ-16-2023