
JIS G 3456 ਸਟੀਲ ਪਾਈਪਕਾਰਬਨ ਸਟੀਲ ਟਿਊਬਾਂ ਮੁੱਖ ਤੌਰ 'ਤੇ 350℃ ਤੋਂ ਵੱਧ ਤਾਪਮਾਨ 'ਤੇ 10.5 ਮਿਲੀਮੀਟਰ ਅਤੇ 660.4 ਮਿਲੀਮੀਟਰ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਵਾਲੇ ਸੇਵਾ ਵਾਤਾਵਰਣਾਂ ਵਿੱਚ ਵਰਤੋਂ ਲਈ ਢੁਕਵੀਆਂ ਹੁੰਦੀਆਂ ਹਨ।

ਨੈਵੀਗੇਸ਼ਨ ਬਟਨ
JIS G 3456 ਗ੍ਰੇਡ ਵਰਗੀਕਰਣ
ਕੱਚਾ ਮਾਲ
JIS G 3456 ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ
ਪਾਈਪ ਦਾ ਸਿਰਾ
ਗਰਮ ਇਲਾਜ
JIS G 3456 ਦੇ ਰਸਾਇਣਕ ਹਿੱਸੇ
JIS G 3456 ਦਾ ਟੈਨਸਾਈਲ ਟੈਸਟ
ਸਮਤਲ ਕਰਨ ਦਾ ਪ੍ਰਯੋਗ
ਮੋੜਨਯੋਗਤਾ ਟੈਸਟ
ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ ਜਾਂ ਨਾਨਡਸਟ੍ਰਕਟਿਵ ਟੈਸਟ (NDT)
JIS G 3456 ਦਾ ਪਾਈਪ ਵਜ਼ਨ ਚਾਰਟ ਅਤੇ ਪਾਈਪ ਸ਼ਡਿਊਲ
ਅਯਾਮੀ ਸਹਿਣਸ਼ੀਲਤਾ
ਦਿੱਖ
JIS G 3456 ਮਾਰਕਿੰਗ
JIS G 3456 ਸਟੀਲ ਪਾਈਪ ਐਪਲੀਕੇਸ਼ਨ
JIS G 3456 ਨਾਲ ਸਬੰਧਤ ਮਿਆਰ
ਸਾਡੇ ਸੰਬੰਧਿਤ ਉਤਪਾਦ
JIS G 3456 ਗ੍ਰੇਡ ਵਰਗੀਕਰਣ
JIS G 3456 ਸਟੈਂਡਰਡ ਵਿੱਚ ਪਾਈਪ ਦੀ ਟੈਂਸਿਲ ਤਾਕਤ ਦੇ ਅਨੁਸਾਰ ਤਿੰਨ ਗ੍ਰੇਡ ਹਨ।
STPT370, STPT410 ਅਤੇ STPT480
ਇਹ ਕ੍ਰਮਵਾਰ 370, 410, ਅਤੇ 480 N/mm² (MPa) ਦੀ ਘੱਟੋ-ਘੱਟ ਟੈਂਸਿਲ ਤਾਕਤ ਵਾਲੀਆਂ ਟਿਊਬਾਂ ਨੂੰ ਦਰਸਾਉਂਦੇ ਹਨ।
ਕੱਚਾ ਮਾਲ
ਪਾਈਪਾਂ ਨੂੰ ਮਾਰਿਆ ਹੋਇਆ ਸਟੀਲ ਤੋਂ ਬਣਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਕਿਲਡ ਸਟੀਲ ਇੱਕ ਖਾਸ ਕਿਸਮ ਦਾ ਸਟੀਲ ਹੈ ਜਿਸਦੀ ਵਿਸ਼ੇਸ਼ਤਾ ਪਿਘਲਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਸਟੀਲ ਵਿੱਚ ਆਕਸੀਜਨ ਅਤੇ ਹੋਰ ਨੁਕਸਾਨਦੇਹ ਅਸ਼ੁੱਧੀਆਂ ਨੂੰ ਸੋਖਣ ਅਤੇ ਬੰਨ੍ਹਣ ਲਈ ਖਾਸ ਤੱਤਾਂ, ਜਿਵੇਂ ਕਿ ਐਲੂਮੀਨੀਅਮ ਅਤੇ ਸਿਲੀਕਾਨ ਨੂੰ ਜੋੜਨ ਦੁਆਰਾ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਇਹ ਪ੍ਰਕਿਰਿਆ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਗੈਸਾਂ ਅਤੇ ਅਸ਼ੁੱਧੀਆਂ ਨੂੰ ਦੂਰ ਕਰਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਸਟੀਲ ਦੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਇਕਸਾਰਤਾ ਵਿੱਚ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ।
JIS G 3456 ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ
ਟਿਊਬ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ ਅਤੇ ਫਿਨਿਸ਼ਿੰਗ ਤਰੀਕਿਆਂ ਦੇ ਢੁਕਵੇਂ ਸੁਮੇਲ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
| ਗ੍ਰੇਡ ਦਾ ਪ੍ਰਤੀਕ | ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਦਾ ਪ੍ਰਤੀਕ | ||
| ਪਾਈਪ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ | ਫਿਨਿਸ਼ਿੰਗ ਵਿਧੀ | ਮਾਰਕਿੰਗ | |
| ਐਸਟੀਪੀਟੀ370 ਐਸਟੀਪੀਟੀ 410 ਐਸਟੀਪੀਟੀ 480 | ਸਹਿਜ:S | ਗਰਮ-ਮੁਕੰਮਲ:H ਠੰਡਾ-ਮੁਕੰਮਲ:C | ਜਿਵੇਂ ਕਿ 13 ਅ) ਵਿੱਚ ਦਿੱਤਾ ਗਿਆ ਹੈ। |
| ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡੇਡ:E ਬੱਟ ਵੈਲਡ ਕੀਤਾ ਗਿਆ:B | ਗਰਮ-ਮੁਕੰਮਲ:H ਠੰਡਾ-ਮੁਕੰਮਲ:C ਜਿਵੇਂ ਕਿ ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡ ਕੀਤਾ ਗਿਆ ਹੈ:G | ||
ਲਈਐਸਟੀਪੀਟੀ 480ਗ੍ਰੇਡ ਪਾਈਪ, ਸਿਰਫ਼ ਸੀਮਲੈੱਸ ਸਟੀਲ ਪਾਈਪ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਵੇਗੀ।
ਜੇਕਰ ਰੋਧਕ ਵੈਲਡਿੰਗ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਪਾਈਪ ਦੀਆਂ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ 'ਤੇ ਵੈਲਡਾਂ ਨੂੰ ਹਟਾ ਦਿੱਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਤਾਂ ਜੋ ਇੱਕ ਨਿਰਵਿਘਨ ਵੈਲਡ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾ ਸਕੇ।
ਪਾਈਪ ਦਾ ਸਿਰਾ
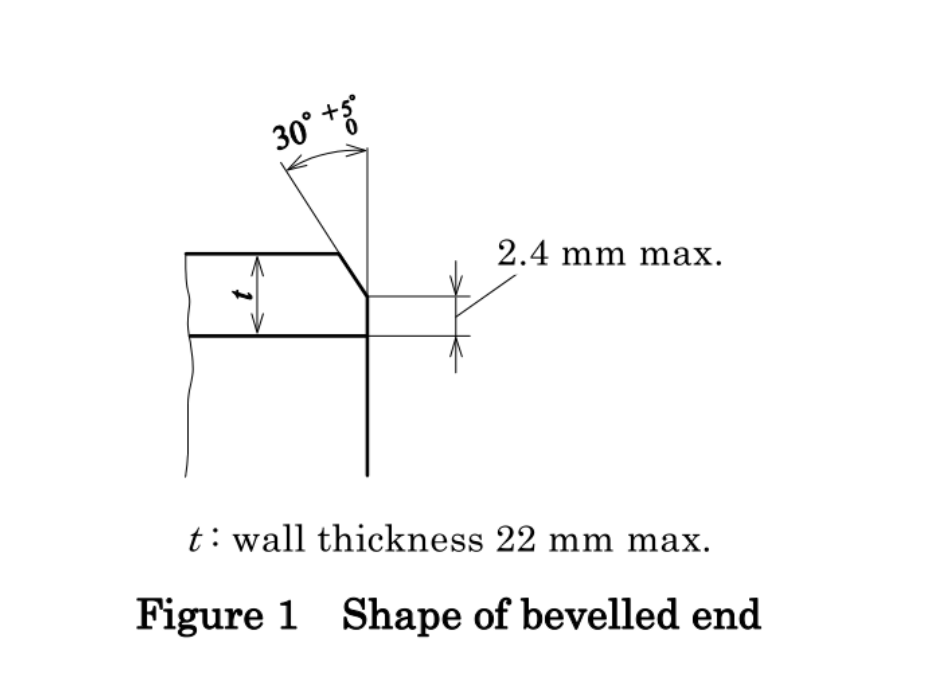
ਪਾਈਪ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈਸਮਤਲ ਸਿਰਾ.
ਜੇਕਰ ਪਾਈਪ ਨੂੰ ਬੇਵਲ ਵਾਲੇ ਸਿਰੇ ਵਿੱਚ ਪ੍ਰੋਸੈਸ ਕਰਨ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਕੰਧ ਦੀ ਮੋਟਾਈ ≤ 22mm ਸਟੀਲ ਪਾਈਪ ਲਈ, ਬੇਵਲ ਦਾ ਕੋਣ 30-35° ਹੈ, ਸਟੀਲ ਪਾਈਪ ਦੇ ਕਿਨਾਰੇ ਦੀ ਬੇਵਲ ਚੌੜਾਈ: ਵੱਧ ਤੋਂ ਵੱਧ 2.4mm ਹੈ।
22mm ਸਟੀਲ ਪਾਈਪ ਢਲਾਣ ਵਾਲੇ ਸਿਰੇ ਤੋਂ ਵੱਧ ਕੰਧ ਦੀ ਮੋਟਾਈ, ਆਮ ਤੌਰ 'ਤੇ ਇੱਕ ਸੰਯੁਕਤ ਬੇਵਲ ਦੇ ਰੂਪ ਵਿੱਚ ਪ੍ਰਕਿਰਿਆ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਮਿਆਰਾਂ ਨੂੰ ਲਾਗੂ ਕਰਨਾ ASME B36.19 ਦੀਆਂ ਸੰਬੰਧਿਤ ਜ਼ਰੂਰਤਾਂ ਦਾ ਹਵਾਲਾ ਦੇ ਸਕਦਾ ਹੈ।
ਗਰਮ ਇਲਾਜ
ਗ੍ਰੇਡ ਅਤੇ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਦੇ ਅਨੁਸਾਰ ਢੁਕਵੀਂ ਗਰਮੀ ਇਲਾਜ ਪ੍ਰਕਿਰਿਆ ਦੀ ਚੋਣ ਕਰੋ।

JIS G 3456 ਦੇ ਰਸਾਇਣਕ ਹਿੱਸੇ
ਰਸਾਇਣਕ ਰਚਨਾ ਜਾਂਚ
ਗਰਮੀ ਵਿਸ਼ਲੇਸ਼ਣ ਵਿਧੀ JIS G 0320 ਦੇ ਅਨੁਸਾਰ ਹੋਵੇਗੀ।
ਉਤਪਾਦ ਵਿਸ਼ਲੇਸ਼ਣ ਵਿਧੀ JIS G 0321 ਦੇ ਅਨੁਸਾਰ ਹੋਵੇਗੀ।
| ਗ੍ਰੇਡ ਦਾ ਪ੍ਰਤੀਕ | C(ਕਾਰਬਨ) | Si(ਸਿਲੀਕਾਨ) | Mn(ਮੈਂਗਨੀਜ਼) | P(ਫਾਸਫੋਰਸ) | S(ਗੰਧਕ) |
| ਵੱਧ ਤੋਂ ਵੱਧ | ਵੱਧ ਤੋਂ ਵੱਧ | ਵੱਧ ਤੋਂ ਵੱਧ | |||
| ਐਸਟੀਪੀਟੀ370 | 0.25% | 0.10-0.35% | 0.30-0.90% | 0.035% | 0.035% |
| ਐਸਟੀਪੀਟੀ 410 | 0.30% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
| ਐਸਟੀਪੀਟੀ 480 | 0.33% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
ਰਸਾਇਣਕ ਰਚਨਾ ਲਈ ਸਹਿਣਸ਼ੀਲਤਾ
ਸਹਿਜ ਸਟੀਲ ਪਾਈਪ JIS G 0321 ਦੀ ਸਾਰਣੀ 3 ਵਿੱਚ ਦਿੱਤੀ ਗਈ ਸਹਿਣਸ਼ੀਲਤਾ ਦੇ ਅਧੀਨ ਹੋਣਗੇ।
ਰੋਧਕ-ਵੇਲਡ ਸਟੀਲ ਪਾਈਪ JIS G 0321 ਦੀ ਸਾਰਣੀ 2 ਵਿੱਚ ਸਹਿਣਸ਼ੀਲਤਾ ਦੇ ਅਧੀਨ ਹੋਣਗੇ।
JIS G 3456 ਦਾ ਟੈਨਸਾਈਲ ਟੈਸਟ
ਟੈਸਟ ਵਿਧੀਆਂ: ਟੈਸਟ ਵਿਧੀਆਂ JIS Z.2241 ਦੇ ਮਿਆਰਾਂ ਦੇ ਅਨੁਸਾਰ ਹੋਣਗੀਆਂ।
ਪਾਈਪ ਨੂੰ ਟੇਂਸਾਈਲ ਤਾਕਤ, ਉਪਜ ਤਾਕਤ, ਅਤੇ ਲੰਬਾਈ ਲਈ ਸਾਰਣੀ 4 ਵਿੱਚ ਦਿੱਤੀਆਂ ਗਈਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।
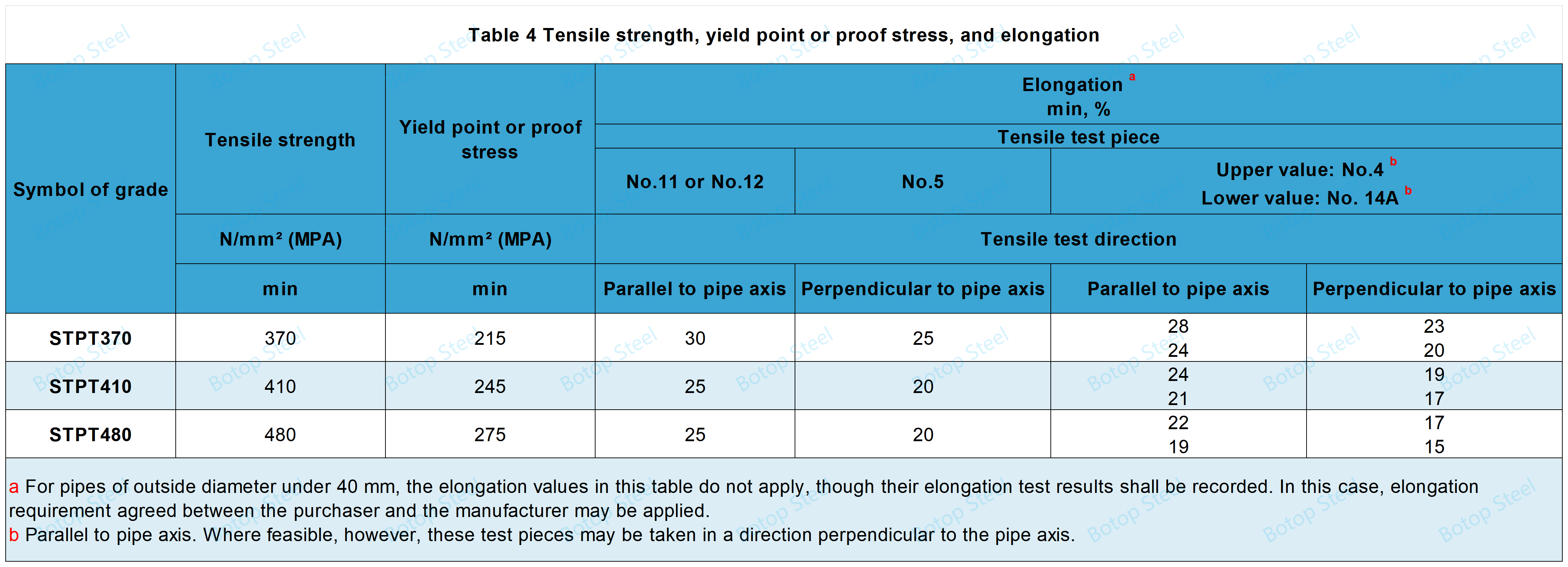
ਵਰਤਿਆ ਜਾਣ ਵਾਲਾ ਟੈਸਟ ਪੀਸ JIS Z 2241 ਵਿੱਚ ਦਰਸਾਏ ਗਏ ਨੰਬਰ 11, ਨੰਬਰ 12 (ਨੰਬਰ 12A, ਨੰਬਰ 12B, ਜਾਂ ਨੰਬਰ 12C), ਨੰਬਰ 14A, ਨੰਬਰ 4 ਜਾਂ ਨੰਬਰ 5 ਦਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
ਟੈਸਟ ਪੀਸ ਨੰਬਰ 4 ਦਾ ਵਿਆਸ 14 ਮਿਲੀਮੀਟਰ (ਗੇਜ ਦੀ ਲੰਬਾਈ 50 ਮਿਲੀਮੀਟਰ) ਹੋਵੇਗਾ।
ਟੈਸਟ ਦੇ ਟੁਕੜੇ ਨੰਬਰ 11 ਅਤੇ ਨੰਬਰ 12 ਨੂੰ ਪਾਈਪ ਧੁਰੇ ਦੇ ਸਮਾਨਾਂਤਰ ਲਿਆ ਜਾਵੇਗਾ,
ਟੈਸਟ ਟੁਕੜੇ ਨੰ. 14A ਅਤੇ ਨੰ. 4, ਪਾਈਪ ਧੁਰੇ ਦੇ ਸਮਾਨਾਂਤਰ ਜਾਂ ਲੰਬਵਤ,
ਅਤੇ ਟੈਸਟ ਪੀਸ ਨੰ. 5, ਪਾਈਪ ਧੁਰੇ ਦੇ ਲੰਬਵਤ ਵਿੱਚ।
ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪ ਤੋਂ ਲਏ ਗਏ ਟੈਸਟ ਟੁਕੜੇ ਨੰਬਰ 12 ਜਾਂ ਨੰਬਰ 5 ਵਿੱਚ ਵੈਲਡ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ।
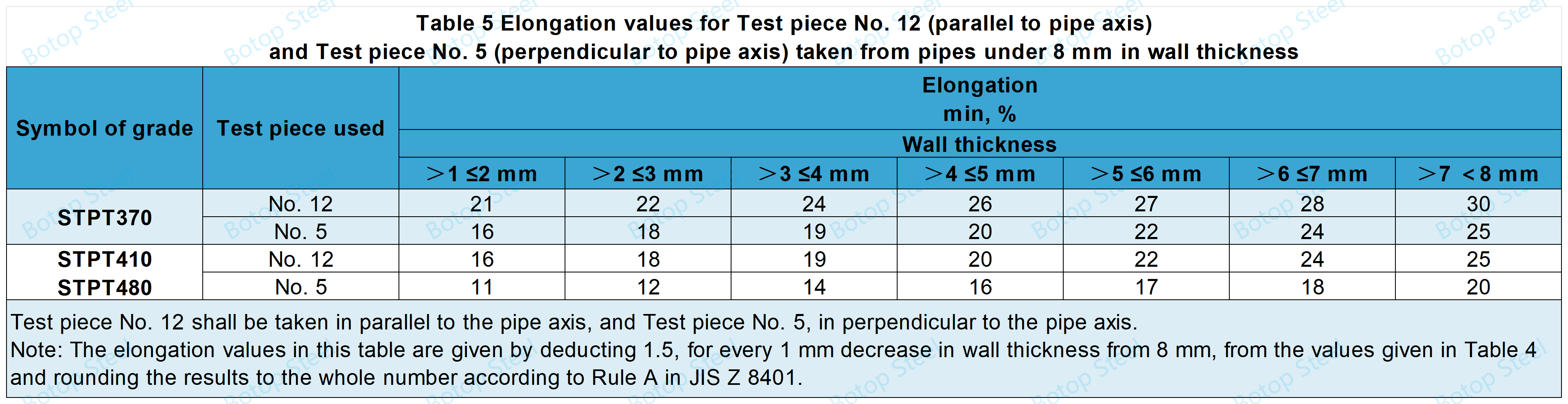
ਟੈਸਟ ਪੀਸ ਨੰਬਰ 12 ਜਾਂ ਟੈਸਟ ਪੀਸ ਨੰਬਰ 5 ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਕੀਤੇ ਗਏ 8 ਮਿਲੀਮੀਟਰ ਤੋਂ ਘੱਟ ਮੋਟਾਈ ਵਾਲੇ ਪਾਈਪਾਂ ਦੇ ਟੈਂਸਿਲ ਟੈਸਟ ਲਈ, ਸਾਰਣੀ 5 ਵਿੱਚ ਦਿੱਤੀ ਗਈ ਲੰਬਾਈ ਦੀ ਲੋੜ ਲਾਗੂ ਹੋਵੇਗੀ।
ਸਮਤਲ ਕਰਨ ਦਾ ਪ੍ਰਯੋਗ
ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ (5°C - 35°C) 'ਤੇ, ਨਮੂਨੇ ਨੂੰ ਦੋ ਪਲੇਟਫਾਰਮਾਂ ਦੇ ਵਿਚਕਾਰ ਸਮਤਲ ਕਰੋ ਜਦੋਂ ਤੱਕ ਇਹਉਹਨਾਂ ਵਿਚਕਾਰ ਦੂਰੀ (H) ਨਿਰਧਾਰਤ ਮੁੱਲ ਤੱਕ ਪਹੁੰਚਦੀ ਹੈ ਅਤੇ ਫਿਰ ਦਰਾਰਾਂ ਦੀ ਜਾਂਚ ਕਰੋ।
H=(1+e)t/(e+t/D)
н: ਪਲੇਟਨਾਂ ਵਿਚਕਾਰ ਦੂਰੀ (ਮਿਲੀਮੀਟਰ)
t: ਪਾਈਪ ਦੀ ਕੰਧ ਮੋਟਾਈ (ਮਿਲੀਮੀਟਰ)
D: ਪਾਈਪ ਦਾ ਬਾਹਰੀ ਵਿਆਸ (ਮਿਲੀਮੀਟਰ)
е: ਪਾਈਪ ਦੇ ਹਰੇਕ ਗ੍ਰੇਡ ਲਈ ਸਥਿਰ ਪਰਿਭਾਸ਼ਿਤ:
STPT370 ਲਈ 0.08,
STPT410 ਅਤੇ STPT480 ਲਈ 0.07
ਮੋੜਨਯੋਗਤਾ ਟੈਸਟ
ਮੋੜਨਯੋਗਤਾ 60.5 ਮਿਲੀਮੀਟਰ ਜਾਂ ਘੱਟ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਵਾਲੀਆਂ ਪਾਈਪਾਂ 'ਤੇ ਲਾਗੂ ਹੁੰਦੀ ਹੈ।
ਟੈਸਟ ਵਿਧੀ ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ (5°C ਤੋਂ 35°C) 'ਤੇ, ਟੈਸਟ ਟੁਕੜੇ ਨੂੰ ਮੈਂਡਰਲ ਦੇ ਦੁਆਲੇ ਮੋੜੋ ਜਦੋਂ ਤੱਕ ਅੰਦਰਲਾ ਘੇਰਾ ਪਾਈਪ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਦਾ 6 ਗੁਣਾ ਨਾ ਹੋ ਜਾਵੇ ਅਤੇ ਤਰੇੜਾਂ ਦੀ ਜਾਂਚ ਕਰੋ। ਇਸ ਟੈਸਟ ਵਿੱਚ, ਵੈਲਡ ਮੋੜ ਦੇ ਸਭ ਤੋਂ ਬਾਹਰੀ ਹਿੱਸੇ ਤੋਂ ਲਗਭਗ 90° 'ਤੇ ਸਥਿਤ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਮੋੜਨਯੋਗਤਾ ਟੈਸਟ ਇਸ ਲੋੜ ਅਨੁਸਾਰ ਵੀ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਕਿ ਅੰਦਰਲਾ ਘੇਰਾ ਪਾਈਪ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਦਾ ਚਾਰ ਗੁਣਾ ਹੋਵੇ ਅਤੇ ਮੋੜ ਦਾ ਕੋਣ 180° ਹੋਵੇ।
ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ ਜਾਂ ਨਾਨਡਸਟ੍ਰਕਟਿਵ ਟੈਸਟ (NDT)
ਹਰੇਕ ਪਾਈਪ 'ਤੇ ਇੱਕ ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ ਜਾਂ ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਟੈਸਟ ਕੀਤਾ ਜਾਵੇਗਾ।
ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ
ਪਾਈਪ ਨੂੰ ਘੱਟੋ-ਘੱਟ 5 ਸਕਿੰਟਾਂ ਲਈ ਨਿਰਧਾਰਤ ਘੱਟੋ-ਘੱਟ ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ ਪ੍ਰੈਸ਼ਰ 'ਤੇ ਰੱਖੋ ਅਤੇ ਦੇਖੋ ਕਿ ਪਾਈਪ ਲੀਕੇਜ ਤੋਂ ਬਿਨਾਂ ਦਬਾਅ ਦਾ ਸਾਹਮਣਾ ਕਰਨ ਦੇ ਯੋਗ ਹੈ।
ਹਾਈਡ੍ਰੌਲਿਕ ਸਮਾਂ ਸਟੀਲ ਪਾਈਪ ਸ਼ਡਿਊਲ ਦੇ ਅਨੁਸਾਰ ਨਿਰਧਾਰਤ ਕੀਤਾ ਗਿਆ ਹੈ।
| ਸਾਰਣੀ 6 ਘੱਟੋ-ਘੱਟ ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ ਦਬਾਅ | ||||||||||
| ਨਾਮਾਤਰ ਕੰਧ ਮੋਟਾਈ | ਸ਼ਡਿਊਲ ਨੰਬਰ: ਸ਼ | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| ਘੱਟੋ ਘੱਟ ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ ਦਬਾਅ, ਐਮਪੀਏ | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਟੈਸਟ
ਜੇਕਰ ਅਲਟਰਾਸੋਨਿਕ ਨਿਰੀਖਣ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ JIS G 0582 ਵਿੱਚ ਦਰਸਾਏ ਅਨੁਸਾਰ, UD-ਕਿਸਮ ਦੇ ਸੰਦਰਭ ਮਾਪਦੰਡਾਂ ਵਾਲੇ ਸੰਦਰਭ ਨਮੂਨਿਆਂ ਤੋਂ ਸਿਗਨਲਾਂ ਨੂੰ ਅਲਾਰਮ ਪੱਧਰਾਂ ਵਜੋਂ ਵਰਤਿਆ ਜਾਵੇਗਾ; ਪਾਈਪ ਤੋਂ ਅਲਾਰਮ ਪੱਧਰ ਦੇ ਬਰਾਬਰ ਜਾਂ ਵੱਧ ਕਿਸੇ ਵੀ ਸਿਗਨਲ ਨੂੰ ਰੱਦ ਕਰ ਦਿੱਤਾ ਜਾਵੇਗਾ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਕੋਲਡ ਫਿਨਿਸ਼ਿੰਗ ਤੋਂ ਇਲਾਵਾ, ਟੈਸਟਿੰਗ ਪਾਈਪਾਂ ਲਈ ਵਰਗ ਰੀਸੈਸ ਦੀ ਘੱਟੋ-ਘੱਟ ਡੂੰਘਾਈ 0.3 ਮਿਲੀਮੀਟਰ ਹੋਵੇਗੀ।
ਜੇਕਰ ਐਡੀ ਕਰੰਟ ਨਿਰੀਖਣ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ JIS G 0583 ਵਿੱਚ ਦਰਸਾਏ ਗਏ EY ਕਿਸਮ ਦੇ ਸੰਦਰਭ ਮਿਆਰ ਤੋਂ ਸਿਗਨਲਾਂ ਨੂੰ ਅਲਾਰਮ ਪੱਧਰ ਵਜੋਂ ਵਰਤਿਆ ਜਾਵੇਗਾ; ਪਾਈਪ ਤੋਂ ਅਲਾਰਮ ਪੱਧਰ ਦੇ ਬਰਾਬਰ ਜਾਂ ਇਸ ਤੋਂ ਵੱਡਾ ਕੋਈ ਵੀ ਸਿਗਨਲ ਅਸਵੀਕਾਰ ਕਰਨ ਦਾ ਕਾਰਨ ਹੋਵੇਗਾ।
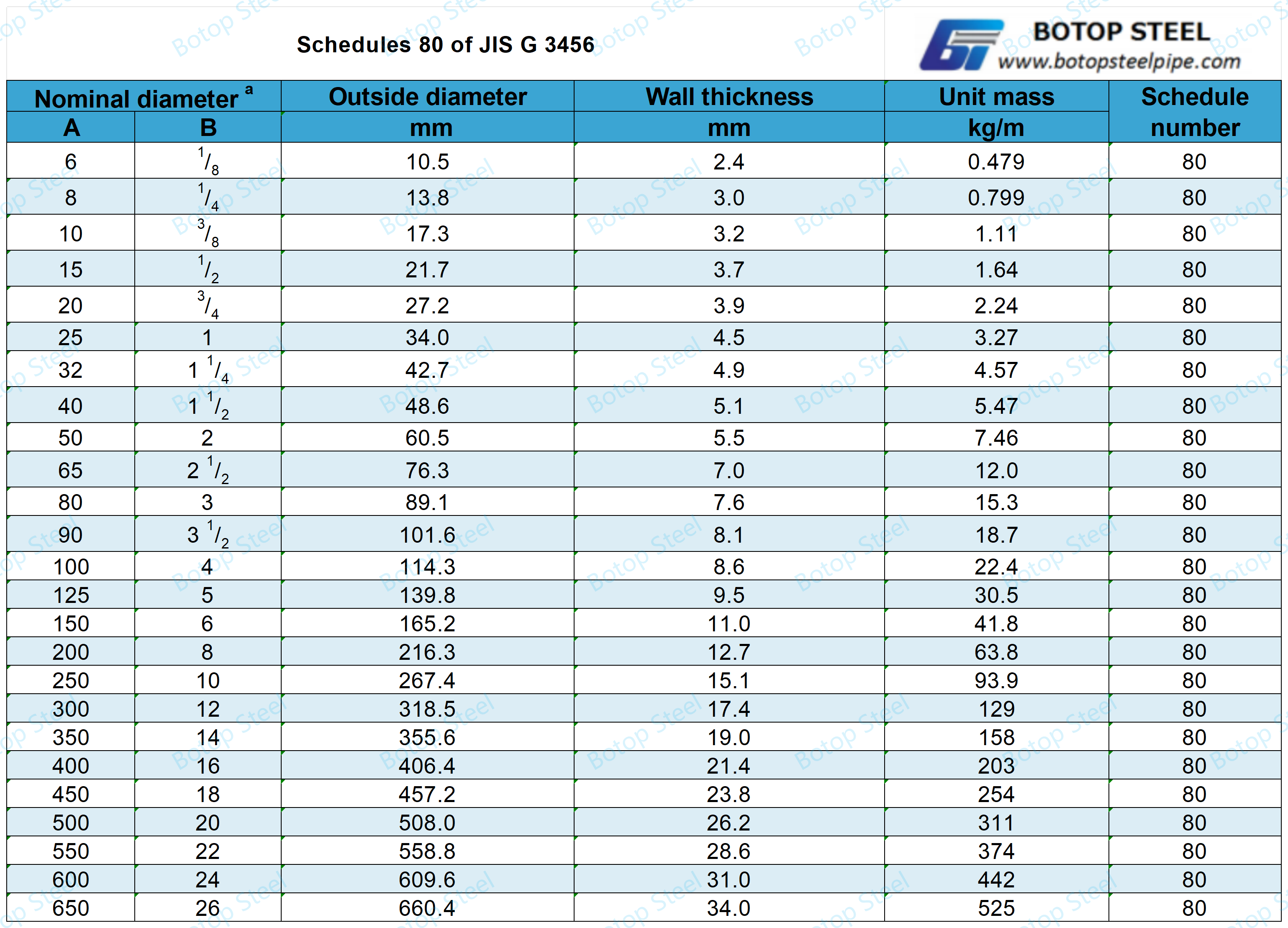
JIS G 3456 ਦਾ ਪਾਈਪ ਵਜ਼ਨ ਚਾਰਟ ਅਤੇ ਪਾਈਪ ਸ਼ਡਿਊਲ
ਸਟੀਲ ਪਾਈਪ ਭਾਰ ਗਣਨਾ ਫਾਰਮੂਲਾ
ਸਟੀਲ ਟਿਊਬ ਲਈ 7.85 g/cm³ ਦੀ ਘਣਤਾ ਮੰਨੋ ਅਤੇ ਨਤੀਜੇ ਨੂੰ ਤਿੰਨ ਮਹੱਤਵਪੂਰਨ ਅੰਕੜਿਆਂ ਤੱਕ ਗੋਲ ਕਰੋ।
ਡਬਲਯੂ=0.02466t(ਡੀਟੀ)
W: ਪਾਈਪ ਦਾ ਯੂਨਿਟ ਪੁੰਜ (ਕਿਲੋਗ੍ਰਾਮ/ਮੀਟਰ)
t: ਪਾਈਪ ਦੀ ਕੰਧ ਮੋਟਾਈ (ਮਿਲੀਮੀਟਰ)
D: ਪਾਈਪ ਦਾ ਬਾਹਰੀ ਵਿਆਸ (ਮਿਲੀਮੀਟਰ)
0.02466: W ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਪਰਿਵਰਤਨ ਕਾਰਕ
ਪਾਈਪ ਵਜ਼ਨ ਚਾਰਟ
ਪਾਈਪ ਵਜ਼ਨ ਟੇਬਲ ਅਤੇ ਸਮਾਂ-ਸਾਰਣੀ ਮਹੱਤਵਪੂਰਨ ਹਵਾਲੇ ਹਨ ਜੋ ਆਮ ਤੌਰ 'ਤੇ ਪਾਈਪਲਾਈਨ ਇੰਜੀਨੀਅਰਿੰਗ ਵਿੱਚ ਵਰਤੇ ਜਾਂਦੇ ਹਨ।
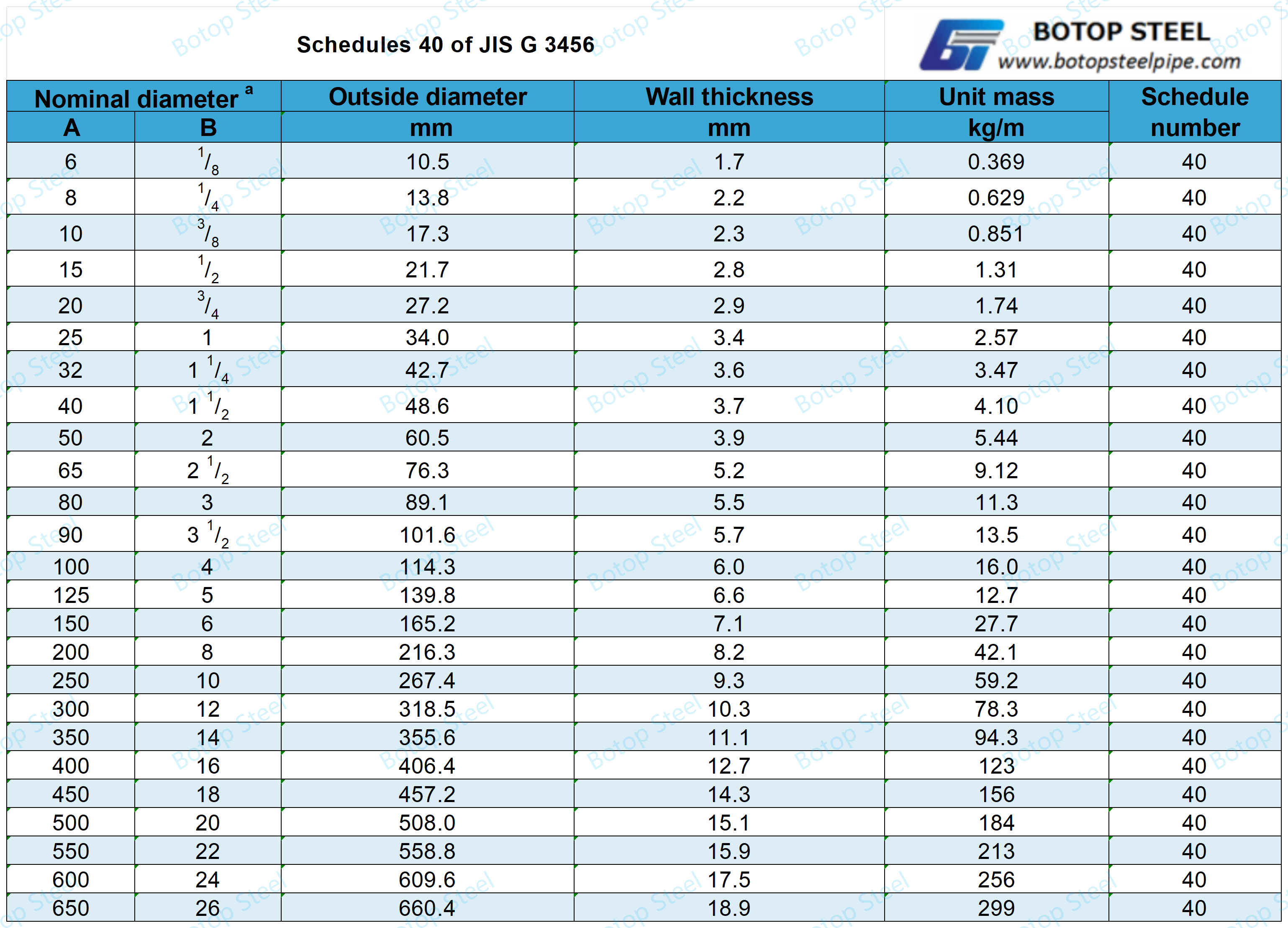
ਪਾਈਪ ਸ਼ਡਿਊਲ
ਇੱਕ ਸ਼ਡਿਊਲ ਕੰਧ ਦੀ ਮੋਟਾਈ ਅਤੇ ਪਾਈਪ ਦੇ ਨਾਮਾਤਰ ਵਿਆਸ ਦਾ ਇੱਕ ਪ੍ਰਮਾਣਿਤ ਸੁਮੇਲ ਹੁੰਦਾ ਹੈ।
ਸ਼ਡਿਊਲ 40 ਅਤੇ ਸ਼ਡਿਊਲ 80 ਸਟੀਲ ਟਿਊਬਾਂ ਉਦਯੋਗ ਅਤੇ ਨਿਰਮਾਣ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ। ਇਹ ਵੱਖ-ਵੱਖ ਐਪਲੀਕੇਸ਼ਨ ਦ੍ਰਿਸ਼ਾਂ ਲਈ ਵੱਖ-ਵੱਖ ਕੰਧ ਮੋਟਾਈ ਅਤੇ ਸਮਰੱਥਾ ਵਾਲੇ ਆਮ ਪਾਈਪ ਆਕਾਰ ਹਨ।
ਜੇਕਰ ਤੁਸੀਂ ਇਸ ਬਾਰੇ ਹੋਰ ਜਾਣਨਾ ਚਾਹੁੰਦੇ ਹੋਪਾਈਪ ਵਜ਼ਨ ਟੇਬਲ ਅਤੇ ਪਾਈਪ ਸ਼ਡਿਊਲਸਟੈਂਡਰਡ ਵਿੱਚ, ਤੁਸੀਂ ਇਸਨੂੰ ਦੇਖਣ ਲਈ ਕਲਿੱਕ ਕਰ ਸਕਦੇ ਹੋ!
ਅਯਾਮੀ ਸਹਿਣਸ਼ੀਲਤਾ
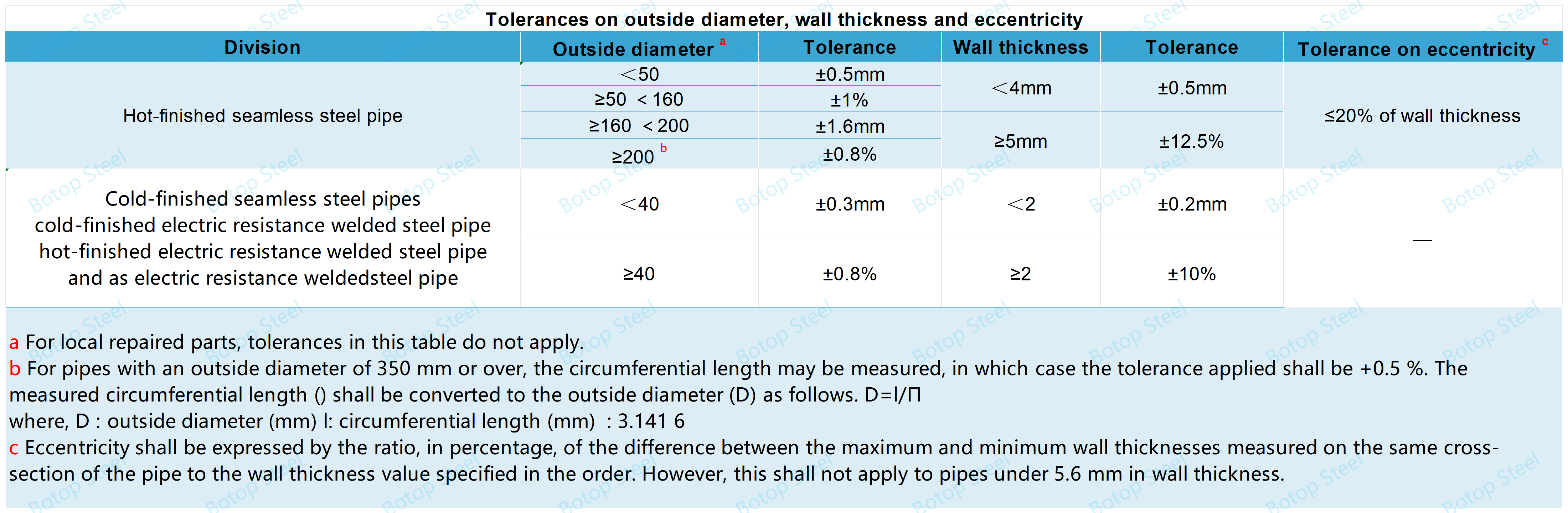
ਦਿੱਖ
ਪਾਈਪ ਦੀਆਂ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ ਨਿਰਵਿਘਨ ਅਤੇ ਵਰਤੋਂ ਲਈ ਅਣਉਚਿਤ ਨੁਕਸਾਂ ਤੋਂ ਮੁਕਤ ਹੋਣੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨ।
ਪਾਈਪ ਸਿੱਧੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਜਿਸਦੇ ਸਿਰੇ ਪਾਈਪ ਦੇ ਧੁਰੇ ਦੇ ਸੱਜੇ ਕੋਣਾਂ 'ਤੇ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ।
ਪਾਈਪਾਂ ਦੀ ਮੁਰੰਮਤ ਪੀਸਣ, ਮਸ਼ੀਨਿੰਗ ਜਾਂ ਹੋਰ ਤਰੀਕਿਆਂ ਨਾਲ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ, ਪਰ ਮੁਰੰਮਤ ਕੀਤੀ ਗਈ ਕੰਧ ਦੀ ਮੋਟਾਈ ਨਿਰਧਾਰਤ ਸਹਿਣਸ਼ੀਲਤਾ ਦੇ ਅੰਦਰ ਰਹੇਗੀ ਅਤੇ ਮੁਰੰਮਤ ਕੀਤੀ ਸਤ੍ਹਾ ਪ੍ਰੋਫਾਈਲ ਵਿੱਚ ਨਿਰਵਿਘਨ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਮੁਰੰਮਤ ਕੀਤੀ ਪਾਈਪ ਦੀ ਕੰਧ ਦੀ ਮੋਟਾਈ ਨਿਰਧਾਰਤ ਸਹਿਣਸ਼ੀਲਤਾ ਦੇ ਅੰਦਰ ਰੱਖੀ ਜਾਵੇਗੀ ਅਤੇ ਮੁਰੰਮਤ ਕੀਤੀ ਪਾਈਪ ਦੀ ਸਤ੍ਹਾ ਪ੍ਰੋਫਾਈਲ ਵਿੱਚ ਨਿਰਵਿਘਨ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
JIS G 3456 ਮਾਰਕਿੰਗ
ਹਰੇਕ ਪਾਈਪ ਜੋ ਨਿਰੀਖਣ ਪਾਸ ਕਰਦੀ ਹੈ, ਉਸ 'ਤੇ ਹੇਠ ਲਿਖੀ ਜਾਣਕਾਰੀ ਨਾਲ ਲੇਬਲ ਲਗਾਇਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਛੋਟੇ-ਵਿਆਸ ਵਾਲੀਆਂ ਪਾਈਪਾਂ ਲਈ ਬੰਡਲਾਂ 'ਤੇ ਲੇਬਲ ਵਰਤੇ ਜਾ ਸਕਦੇ ਹਨ।
a) ਗ੍ਰੇਡ ਦਾ ਪ੍ਰਤੀਕ
b) ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਦਾ ਪ੍ਰਤੀਕ
ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਦਾ ਪ੍ਰਤੀਕ ਇਸ ਪ੍ਰਕਾਰ ਹੋਵੇਗਾ। ਡੈਸ਼ਾਂ ਨੂੰ ਖਾਲੀ ਥਾਵਾਂ ਨਾਲ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਗਰਮ-ਮੁਕੰਮਲ ਸਹਿਜ ਸਟੀਲ ਪਾਈਪ:-SH
ਠੰਡਾ-ਮੁਕੰਮਲ ਸਹਿਜ ਸਟੀਲ ਪਾਈਪ:-SC
ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪ ਦੇ ਰੂਪ ਵਿੱਚ:-EG
ਗਰਮ-ਮੁਕੰਮਲ ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪ: -EH
ਠੰਡੇ-ਮੁਕੰਮਲ ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪ:-EC
c) ਮਾਪ, ਨਾਮਾਤਰ ਵਿਆਸ × ਨਾਮਾਤਰ ਕੰਧ ਮੋਟਾਈ, ਜਾਂ ਬਾਹਰੀ ਵਿਆਸ × ਕੰਧ ਮੋਟਾਈ ਦੁਆਰਾ ਦਰਸਾਇਆ ਗਿਆ।
d) ਨਿਰਮਾਤਾ ਦਾ ਨਾਮ ਜਾਂ ਪਛਾਣ ਬ੍ਰਾਂਡ
ਉਦਾਹਰਨ:ਬੋਟੌਪ JIS G 3456 SH STPT370 50A×SHC40 ਹੀਟ ਨੰਬਰ 00001
JIS G 3456 ਸਟੀਲ ਪਾਈਪ ਐਪਲੀਕੇਸ਼ਨ
JIS G 3456 ਸਟੀਲ ਪਾਈਪ ਆਮ ਤੌਰ 'ਤੇ ਉੱਚ-ਤਾਪਮਾਨ ਅਤੇ ਉੱਚ-ਦਬਾਅ ਵਾਲੇ ਵਾਤਾਵਰਣਾਂ ਵਿੱਚ ਉਪਕਰਣਾਂ ਅਤੇ ਪਾਈਪਿੰਗ ਪ੍ਰਣਾਲੀਆਂ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਬਾਇਲਰ, ਹੀਟ ਐਕਸਚੇਂਜਰ, ਉੱਚ-ਦਬਾਅ ਵਾਲੀ ਭਾਫ਼ ਪਾਈਪਿੰਗ, ਥਰਮਲ ਪਾਵਰ ਪਲਾਂਟ, ਰਸਾਇਣਕ ਪਲਾਂਟ ਅਤੇ ਪੇਪਰ ਮਿੱਲਾਂ ਵਿੱਚ।
JIS G 3456 ਨਾਲ ਸਬੰਧਤ ਮਿਆਰ
ਹੇਠ ਲਿਖੇ ਸਾਰੇ ਮਿਆਰ ਉੱਚ-ਤਾਪਮਾਨ ਅਤੇ ਉੱਚ-ਦਬਾਅ ਵਾਲੇ ਵਾਤਾਵਰਣਾਂ ਵਿੱਚ ਪਾਈਪਿੰਗ 'ਤੇ ਲਾਗੂ ਹੁੰਦੇ ਹਨ ਅਤੇ ਇਹਨਾਂ ਨੂੰ JIS G 3456 ਦੇ ਵਿਕਲਪ ਵਜੋਂ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ASTM A335/A335M: ਮਿਸ਼ਰਤ ਸਟੀਲ ਪਾਈਪਾਂ 'ਤੇ ਲਾਗੂ
DIN 17175: ਸਹਿਜ ਸਟੀਲ ਪਾਈਪਾਂ ਲਈ
EN 10216-2: ਸਹਿਜ ਸਟੀਲ ਪਾਈਪਾਂ ਲਈ
GB 5310: ਸਹਿਜ ਸਟੀਲ ਪਾਈਪ 'ਤੇ ਲਾਗੂ
ASTM A106/A106M: ਸਹਿਜ ਕਾਰਬਨ ਸਟੀਲ ਟਿਊਬਾਂ
ASTM A213/A213M: ਮਿਸ਼ਰਤ ਸਟੀਲ ਅਤੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੀਆਂ ਸਹਿਜ ਟਿਊਬਾਂ ਅਤੇ ਪਾਈਪਾਂ
EN 10217-2: ਵੈਲਡੇਡ ਟਿਊਬਾਂ ਅਤੇ ਪਾਈਪਾਂ ਲਈ ਢੁਕਵਾਂ
ISO 9329-2: ਸਹਿਜ ਕਾਰਬਨ ਅਤੇ ਮਿਸ਼ਰਤ ਸਟੀਲ ਟਿਊਬਾਂ ਅਤੇ ਪਾਈਪਾਂ
NFA 49-211: ਸਹਿਜ ਸਟੀਲ ਟਿਊਬਾਂ ਅਤੇ ਪਾਈਪਾਂ ਲਈ
BS 3602-2: ਸਹਿਜ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪਾਂ ਅਤੇ ਫਿਟਿੰਗਾਂ ਲਈ
ਅਸੀਂ ਚੀਨ ਤੋਂ ਇੱਕ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਵੈਲਡੇਡ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ ਨਿਰਮਾਤਾ ਅਤੇ ਸਪਲਾਇਰ ਹਾਂ, ਅਤੇ ਇੱਕ ਸਹਿਜ ਸਟੀਲ ਪਾਈਪ ਸਟਾਕਿਸਟ ਵੀ ਹਾਂ, ਜੋ ਤੁਹਾਨੂੰ ਸਟੀਲ ਪਾਈਪ ਹੱਲਾਂ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਦੀ ਪੇਸ਼ਕਸ਼ ਕਰਦੇ ਹਨ! ਜੇਕਰ ਤੁਸੀਂ ਸਟੀਲ ਪਾਈਪ ਉਤਪਾਦਾਂ ਬਾਰੇ ਹੋਰ ਜਾਣਕਾਰੀ ਜਾਣਨਾ ਚਾਹੁੰਦੇ ਹੋ, ਤਾਂ ਤੁਸੀਂ ਸਾਡੇ ਨਾਲ ਸੰਪਰਕ ਕਰ ਸਕਦੇ ਹੋ।
ਟੈਗਸ: JIS G 3456, SPTP370, STPT410, STPT480, STPT, ਸਪਲਾਇਰ, ਨਿਰਮਾਤਾ, ਫੈਕਟਰੀਆਂ, ਸਟਾਕਿਸਟ, ਕੰਪਨੀਆਂ, ਥੋਕ, ਖਰੀਦ, ਕੀਮਤ, ਹਵਾਲਾ, ਥੋਕ, ਵਿਕਰੀ ਲਈ, ਲਾਗਤ।
ਪੋਸਟ ਸਮਾਂ: ਅਪ੍ਰੈਲ-29-2024