
JIS G 3452 ਸਟੀਲ ਪਾਈਪਇਹ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ ਲਈ ਜਾਪਾਨੀ ਮਿਆਰ ਹੈ ਜੋ ਭਾਫ਼, ਪਾਣੀ, ਤੇਲ, ਗੈਸ, ਹਵਾ, ਆਦਿ ਦੀ ਢੋਆ-ਢੁਆਈ ਲਈ ਮੁਕਾਬਲਤਨ ਘੱਟ ਕੰਮ ਕਰਨ ਵਾਲੇ ਦਬਾਅ ਨਾਲ ਲਾਗੂ ਹੁੰਦਾ ਹੈ।
ਇਹ 10.5 ਮਿਲੀਮੀਟਰ-508.0 ਮਿਲੀਮੀਟਰ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਵਾਲੀਆਂ ਪਾਈਪਾਂ ਲਈ ਢੁਕਵਾਂ ਹੈ।

ਨੈਵੀਗੇਸ਼ਨ ਬਟਨ
JIS G 3452 ਦੇ ਗ੍ਰੇਡ ਅਤੇ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦਾ ਪ੍ਰਤੀਕ
JIS G 3452 ਦੀ ਪਾਈਪ ਐਂਡ ਕਿਸਮ
JIS G 3452 ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ
JIS G 3452 ਦੇ ਮਕੈਨੀਕਲ ਗੁਣ
ਫਲੈਟਨਿੰਗ ਪ੍ਰਾਪਰਟੀ
ਮੋੜਨਯੋਗਤਾ
ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ ਜਾਂ ਨਾਨਡਸਟ੍ਰਕਟਿਵ ਟੈਸਟ (NDT)
ਪਾਈਪ ਵਜ਼ਨ ਚਾਰਟ ਅਤੇ ਅਯਾਮੀ ਸਹਿਣਸ਼ੀਲਤਾ
ਸਟੀਲ ਪਾਈਪ ਦੀ ਦਿੱਖ
JIS G 3452 ਦਾ ਗੈਲਵੇਨਾਈਜ਼ਡ
JIS G 3452 ਦੀ ਮਾਰਕਿੰਗ
JIS G 3452 ਦੇ ਮੁੱਖ ਉਪਯੋਗ
ਸੰਬੰਧਿਤ ਮਿਆਰ
ਸਾਡੇ ਸੰਬੰਧਿਤ ਉਤਪਾਦ
JIS G 3452 ਦੇ ਗ੍ਰੇਡ ਅਤੇ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦਾ ਪ੍ਰਤੀਕ
ਪਾਈਪਾਂ ਦਾ ਨਿਰਮਾਣ ਪਾਈਪ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ ਅਤੇ ਚੁਣੀਆਂ ਗਈਆਂ ਫਿਨਿਸ਼ਿੰਗ ਵਿਧੀਆਂ ਦੇ ਢੁਕਵੇਂ ਸੁਮੇਲ ਨਾਲ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
| ਗ੍ਰੇਡ ਦਾ ਪ੍ਰਤੀਕ | ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਦਾ ਪ੍ਰਤੀਕ | ਜ਼ਿੰਕ-ਕੋਟਿੰਗ ਦਾ ਵਰਗੀਕਰਨ | ||
| ਪਾਈਪ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ | ਫਿਨਿਸ਼ਿੰਗ ਵਿਧੀ | ਮਾਰਕਿੰਗ | ||
| ਐਸ.ਜੀ.ਪੀ. | ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡੇਡ:E ਬੱਟ ਵੈਲਡ ਕੀਤਾ ਗਿਆ:B | ਗਰਮ-ਮੁਕੰਮਲ:H ਠੰਡਾ-ਮੁਕੰਮਲ:C ਜਿਵੇਂ ਕਿ ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡ ਕੀਤਾ ਗਿਆ ਹੈ:G | ਜਿਵੇਂ ਕਿ ਵਿੱਚ ਦਿੱਤਾ ਗਿਆ ਹੈ13 ਅ). | ਕਾਲੇ ਪਾਈਪ: ਪਾਈਪਾਂ 'ਤੇ ਜ਼ਿੰਕ-ਕੋਟਿੰਗ ਨਹੀਂ ਦਿੱਤੀ ਗਈ ਚਿੱਟੇ ਪਾਈਪ: ਪਾਈਪਾਂ ਨੂੰ ਜ਼ਿੰਕ-ਕੋਟਿੰਗ ਦਿੱਤੀ ਗਈ ਹੈ |
ਪਾਈਪਾਂ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਨਿਰਮਿਤ ਤੌਰ 'ਤੇ ਡਿਲੀਵਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਨਿਰਮਾਣ ਪੂਰਾ ਹੋਣ ਤੋਂ ਬਾਅਦ ਕੋਲਡ-ਵਰਕਡ ਪਾਈਪ ਨੂੰ ਐਨੀਲ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਜੇਕਰ ਰੋਧਕ ਵੈਲਡਿੰਗ ਫੈਬਰੀਕੇਸ਼ਨ ਪ੍ਰਕਿਰਿਆ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਪਾਈਪ ਦੇ ਕੰਟੋਰ ਦੇ ਨਾਲ ਇੱਕ ਨਿਰਵਿਘਨ ਵੈਲਡ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਪਾਈਪ ਦੇ ਅੰਦਰ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ ਤੋਂ ਵੈਲਡ ਹਟਾਏ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ। ਜੇਕਰ ਇਹ ਉਪਕਰਣ ਜਾਂ ਪਾਈਪ ਵਿਆਸ ਦੀਆਂ ਸੀਮਾਵਾਂ ਦੇ ਕਾਰਨ ਹੈ ਤਾਂ ਅੰਦਰੂਨੀ ਸਤਹ 'ਤੇ ਵੈਲਡ ਬੀਡਸ ਨੂੰ ਨਹੀਂ ਹਟਾਇਆ ਜਾ ਸਕਦਾ।

JIS G 3452 ਦੀ ਪਾਈਪ ਐਂਡ ਕਿਸਮ
ਪਾਈਪ ਅੰਤ ਚੋਣ
DN≤300A/12B ਲਈ ਪਾਈਪ ਸਿਰੇ ਦੀ ਕਿਸਮ: ਥਰਿੱਡਡ ਜਾਂ ਫਲੈਟ ਸਿਰਾ।
DN≤350A/14B ਲਈ ਪਾਈਪ ਸਿਰੇ ਦੀ ਕਿਸਮ: ਸਮਤਲ ਸਿਰਾ।
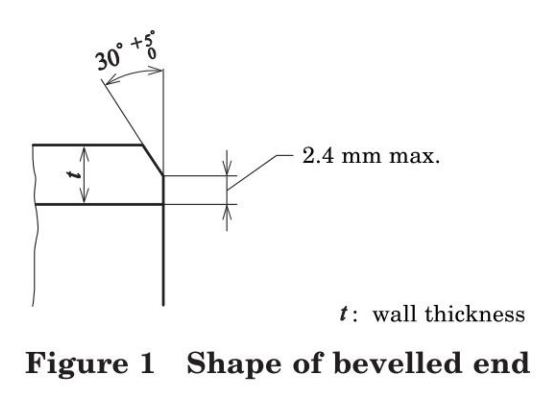
ਜੇਕਰ ਖਰੀਦਦਾਰ ਨੂੰ ਬੇਵਲ ਵਾਲੇ ਸਿਰੇ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਬੇਵਲ ਦਾ ਕੋਣ 30-35° ਹੈ, ਸਟੀਲ ਪਾਈਪ ਦੇ ਕਿਨਾਰੇ ਦੀ ਬੇਵਲ ਚੌੜਾਈ: ਵੱਧ ਤੋਂ ਵੱਧ 2.4mm।
ਨੋਟ: JIS G 3452 ਵਿੱਚ, ਨਾਮਾਤਰ ਵਿਆਸ DN ਦੀਆਂ A ਲੜੀ ਅਤੇ B ਲੜੀ ਹਨ। ਜਿੱਥੇ A DN ਦੇ ਬਰਾਬਰ ਹੈ, ਯੂਨਿਟ mm ਹੈ; B NPS ਦੇ ਬਰਾਬਰ ਹੈ, ਯੂਨਿਟ in ਹੈ।
ਥਰਿੱਡਡ ਪਾਈਪ ਐਂਡ ਲਈ ਲੋੜਾਂ
ਥਰਿੱਡਡ ਪਾਈਪਾਂ ਦਾ ਨਿਰਮਾਣ ਪਾਈਪ ਦੇ ਸਿਰਿਆਂ ਨੂੰ JIS B 0203 ਵਿੱਚ ਦਰਸਾਏ ਅਨੁਸਾਰ ਟੇਪਰ ਥਰਿੱਡ ਦੇ ਕੇ ਕੀਤਾ ਜਾਵੇਗਾ, ਅਤੇ ਥਰਿੱਡਡ ਸਿਰਿਆਂ ਵਿੱਚੋਂ ਇੱਕ ਨੂੰ JIS B 2301 ਜਾਂ JIS B 2302 ਦੇ ਅਨੁਸਾਰ ਇੱਕ ਪੇਚ ਵਾਲੀ ਕਿਸਮ ਦੀ ਫਿਟਿੰਗ (ਇਸ ਤੋਂ ਬਾਅਦ ਸਾਕਟ ਵਜੋਂ ਜਾਣਿਆ ਜਾਵੇਗਾ) ਨਾਲ ਫਿੱਟ ਕੀਤਾ ਜਾਵੇਗਾ।
ਸਾਕਟ ਤੋਂ ਬਿਨਾਂ ਪਾਈਪ ਦੇ ਸਿਰੇ ਨੂੰ ਧਾਗੇ ਦੀ ਸੁਰੱਖਿਆ ਵਾਲੀ ਰਿੰਗ ਜਾਂ ਹੋਰ ਢੁਕਵੇਂ ਸਾਧਨਾਂ ਨਾਲ ਸੁਰੱਖਿਅਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਜੇਕਰ ਖਰੀਦਦਾਰ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤਾ ਗਿਆ ਹੈ ਤਾਂ ਥਰਿੱਡਡ ਪਾਈਪਾਂ ਨੂੰ ਸਾਕਟਾਂ ਤੋਂ ਬਿਨਾਂ ਸਪਲਾਈ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਟੇਪਰ ਥਰਿੱਡਾਂ ਦਾ ਨਿਰੀਖਣ JIS B 0253 ਦੇ ਅਨੁਸਾਰ ਹੋਵੇਗਾ।
JIS G 3452 ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ
ਥਰਮਲ ਵਿਸ਼ਲੇਸ਼ਣ ਲਈ ਰਸਾਇਣਕ ਵਿਸ਼ਲੇਸ਼ਣ ਅਤੇ ਨਮੂਨਾ ਲੈਣ ਦੇ ਤਰੀਕਿਆਂ ਲਈ ਆਮ ਲੋੜਾਂ JIS G 0404 ਧਾਰਾ 8 ਦੇ ਅਨੁਸਾਰ ਹੋਣਗੀਆਂ। ਥਰਮਲ ਵਿਸ਼ਲੇਸ਼ਣ ਦਾ ਤਰੀਕਾ JIS G 0320 ਦੇ ਮਿਆਰਾਂ ਦੇ ਅਨੁਸਾਰ ਹੋਵੇਗਾ।
| ਗ੍ਰੇਡ ਦਾ ਪ੍ਰਤੀਕ | ਪੀ (ਫਾਸਫੋਰਸ) | ਐਸ (ਸਲਫਰ) |
| ਐਸ.ਜੀ.ਪੀ. | ਵੱਧ ਤੋਂ ਵੱਧ 0.040% | ਵੱਧ ਤੋਂ ਵੱਧ 0.040% |
ਫਾਸਫੋਰਸ ਅਤੇ ਸਲਫਰ ਦੇ ਉੱਚ ਪੱਧਰ ਸਟੀਲ ਦੀ ਕਾਰਜਸ਼ੀਲਤਾ ਅਤੇ ਮਕੈਨੀਕਲ ਗੁਣਾਂ ਨੂੰ ਘਟਾਉਂਦੇ ਹਨ ਅਤੇ ਖਾਸ ਤੌਰ 'ਤੇ ਵੈਲਡਿੰਗ ਦੌਰਾਨ ਭੁਰਭੁਰਾ ਹੋਣ ਦਾ ਖ਼ਤਰਾ ਹੁੰਦਾ ਹੈ। ਇਸ ਲਈ, ਫਾਸਫੋਰਸ ਅਤੇ ਸਲਫਰ ਸਮੱਗਰੀ ਨੂੰ ਸੀਮਤ ਕਰਕੇ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪਾਂ ਦੀ ਗੁਣਵੱਤਾ ਅਤੇ ਵੈਲਡੇਬਿਲਟੀ ਨੂੰ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।
ਲੋੜ ਅਨੁਸਾਰ ਹੋਰ ਮਿਸ਼ਰਤ ਤੱਤ ਵੀ ਜੋੜੇ ਜਾ ਸਕਦੇ ਹਨ।
JIS G 3452 ਦੇ ਮਕੈਨੀਕਲ ਗੁਣ
ਮਕੈਨੀਕਲ ਟੈਸਟਾਂ ਲਈ ਆਮ ਲੋੜਾਂ JIS G 0404 ਦੇ ਧਾਰਾ 7 ਅਤੇ 9 ਦੇ ਅਨੁਸਾਰ ਹੋਣਗੀਆਂ। ਹਾਲਾਂਕਿ, JIS G 0404 ਦੇ 7.6 ਵਿੱਚ ਦਿੱਤੇ ਗਏ ਨਮੂਨੇ ਲੈਣ ਦੇ ਤਰੀਕਿਆਂ ਵਿੱਚੋਂ, ਸਿਰਫ਼ ਨਮੂਨਾ ਲੈਣ ਦਾ ਤਰੀਕਾ A ਲਾਗੂ ਹੁੰਦਾ ਹੈ।
ਟੈਨਸਾਈਲ ਟੈਸਟ: ਟੈਸਟ ਵਿਧੀ JIS Z 2241 ਦੇ ਮਿਆਰਾਂ ਦੇ ਅਨੁਸਾਰ ਹੋਵੇਗੀ।
| ਗ੍ਰੇਡ ਦਾ ਪ੍ਰਤੀਕ | ਲਚੀਲਾਪਨ | ਲੰਬਾਈa ਘੱਟੋ-ਘੱਟ, % | ||||||
| ਟੈਸਟ ਪੀਸ | ਟੈਸਟ ਦਿਸ਼ਾ | ਕੰਧ ਦੀ ਮੋਟਾਈ, ਮਿਲੀਮੀਟਰ | ||||||
| ਐਨ/ਮਿਲੀਮੀਟਰ² (ਐਮਪੀਏ) | >3 ≤4 | >4 ≤5 | >5 ≤6 | >6 ≤7 | >7 | |||
| ਐਸ.ਜੀ.ਪੀ. | 290 ਮਿੰਟ | ਨੰ.11 | ਪਾਈਪ ਧੁਰੇ ਦੇ ਸਮਾਨਾਂਤਰ | 30 | 30 | 30 | 30 | 30 |
| ਨੰ.12 | ਪਾਈਪ ਧੁਰੇ ਦੇ ਸਮਾਨਾਂਤਰ | 24 | 26 | 27 | 28 | 30 | ||
| ਨੰ.5 | ਪਾਈਪ ਧੁਰੇ ਤੋਂ ਲੰਬਵਤ | 19 | 20 | 22 | 24 | 25 | ||
| aਨਾਮਾਤਰ ਵਿਆਸ 32A ਜਾਂ ਇਸ ਤੋਂ ਘੱਟ ਦੇ ਪਾਈਪਾਂ ਲਈ, ਇਸ ਸਾਰਣੀ ਵਿੱਚ ਦਿੱਤੇ ਗਏ ਲੰਬਾਈ ਮੁੱਲ ਲਾਗੂ ਨਹੀਂ ਹੁੰਦੇ, ਹਾਲਾਂਕਿ ਉਹਨਾਂ ਦੇ ਲੰਬਾਈ ਟੈਸਟ ਦੇ ਨਤੀਜੇ ਦਰਜ ਕੀਤੇ ਜਾਣਗੇ। ਇਸ ਸਥਿਤੀ ਵਿੱਚ, ਖਰੀਦਦਾਰ ਅਤੇ ਨਿਰਮਾਤਾ ਵਿਚਕਾਰ ਸਹਿਮਤੀ ਵਾਲੀ ਲੰਬਾਈ ਦੀ ਜ਼ਰੂਰਤ ਲਾਗੂ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ। | ||||||||
ਫਲੈਟਨਿੰਗ ਪ੍ਰਾਪਰਟੀ
ਕਮਰੇ ਦੇ ਤਾਪਮਾਨ (5℃~35℃) 'ਤੇ, ਵੈਲਡ ਕੰਪਰੈਸ਼ਨ ਦਿਸ਼ਾ ਦੇ ਲੰਬਵਤ ਹੁੰਦਾ ਹੈ। ਦੋ ਪਲੇਟਫਾਰਮਾਂ ਦੇ ਵਿਚਕਾਰ ਨਮੂਨੇ ਨੂੰ ਉਦੋਂ ਤੱਕ ਸੰਕੁਚਿਤ ਕਰੋ ਜਦੋਂ ਤੱਕ ਪਲੇਟਫਾਰਮਾਂ ਵਿਚਕਾਰ ਦੂਰੀ H ਕੇਂਦਰੀ ਸਟੀਲ ਪਾਈਪ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਦੇ ਦੋ-ਤਿਹਾਈ ਤੱਕ ਨਾ ਪਹੁੰਚ ਜਾਵੇ, ਅਤੇ ਫਿਰ ਤਰੇੜਾਂ ਦੀ ਜਾਂਚ ਕਰੋ।
ਮੋੜਨਯੋਗਤਾ
ਜਦੋਂ DN≤50A ਹੋਵੇ, ਤਾਂ ਝੁਕਣ ਦੀ ਜਾਂਚ ਕਰੋ।
ਜਦੋਂ ਪਾਈਪ ਦੇ ਬਾਹਰੀ ਵਿਆਸ ਦੇ 6 ਗੁਣਾ 90° ਦੇ ਅੰਦਰੂਨੀ ਘੇਰੇ ਤੱਕ ਮੋੜਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਟੈਸਟ ਪੀਸ ਕੋਈ ਦਰਾਰ ਨਹੀਂ ਪੈਦਾ ਕਰੇਗਾ। ਮੋੜਨ ਤੋਂ ਪਹਿਲਾਂ, ਸਿੱਧੀ ਸਥਿਤੀ ਤੋਂ ਮੋੜਨ ਵਾਲੇ ਕੋਣ ਨੂੰ ਮਾਪੋ।
ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ ਜਾਂ ਨਾਨਡਸਟ੍ਰਕਟਿਵ ਟੈਸਟ (NDT)
ਹਰੇਕ ਪਾਈਪ ਇੱਕ ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ ਜਾਂ ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਟੈਸਟ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ
ਪਾਈਪ ਨੂੰ ਲੀਕੇਜ ਤੋਂ ਬਿਨਾਂ, ਘੱਟੋ-ਘੱਟ 5 ਸਕਿੰਟ ਲਈ 2.5MPa ਦਾ ਸਾਹਮਣਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।
ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਟੈਸਟ
ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਟੈਸਟਿੰਗ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਅਲਟਰਾਸੋਨਿਕ ਜਾਂ ਐਡੀ ਕਰੰਟ ਨਿਰੀਖਣ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਪਾਈਪ ਹੇਠ ਲਿਖੀਆਂ ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਟੈਸਟਿੰਗ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਪੂਰਾ ਕਰੇਗੀ।
ਅਲਟਰਾਸੋਨਿਕ ਨਿਰੀਖਣ ਲਈ, JIS G 0582 ਵਿੱਚ ਦਰਸਾਏ ਗਏ ਸੰਦਰਭ ਨਮੂਨਿਆਂ ਨੂੰ ਅਲਾਰਮ ਪੱਧਰ ਵਜੋਂ ਵਰਤਿਆ ਜਾਵੇਗਾ ਜਿਨ੍ਹਾਂ ਵਿੱਚ UE ਸ਼੍ਰੇਣੀ ਸੰਦਰਭ ਮਾਪਦੰਡ ਸ਼ਾਮਲ ਹਨ; ਪਾਈਪ ਤੋਂ ਕੋਈ ਵੀ ਸਿਗਨਲ ਜੋ ਅਲਾਰਮ ਪੱਧਰ ਦੇ ਬਰਾਬਰ ਜਾਂ ਵੱਧ ਹੈ, ਨੂੰ ਅਲਾਰਮ ਪੱਧਰ ਵਜੋਂ ਵਰਤਿਆ ਜਾਵੇਗਾ। ਸਿਗਨਲ ਨੂੰ ਅਲਾਰਮ ਪੱਧਰ ਵਜੋਂ ਵਰਤਿਆ ਜਾਵੇਗਾ; ਪਾਈਪਲਾਈਨ ਤੋਂ ਕੋਈ ਵੀ ਸਿਗਨਲ ਅਲਾਰਮ ਪੱਧਰ ਦੇ ਬਰਾਬਰ ਜਾਂ ਵੱਧ ਹੋਣ 'ਤੇ ਰੱਦ ਕਰਨ ਦਾ ਕਾਰਨ ਹੋਵੇਗਾ।
ਐਡੀ ਕਰੰਟ ਨਿਰੀਖਣ ਲਈ, JIS G 0583 ਵਿੱਚ ਦਰਸਾਏ ਗਏ ਸ਼੍ਰੇਣੀ EZ ਦੇ ਸੰਦਰਭ ਮਿਆਰਾਂ ਵਾਲੇ ਸੰਦਰਭ ਨਮੂਨਿਆਂ ਤੋਂ ਸਿਗਨਲਾਂ ਨੂੰ ਅਲਾਰਮ ਪੱਧਰਾਂ ਵਜੋਂ ਵਰਤਿਆ ਜਾਵੇਗਾ; ਪਾਈਪਲਾਈਨ ਤੋਂ ਅਲਾਰਮ ਪੱਧਰ ਦੇ ਬਰਾਬਰ ਜਾਂ ਵੱਧ ਕੋਈ ਵੀ ਸਿਗਨਲ ਅਸਵੀਕਾਰ ਦਾ ਕਾਰਨ ਹੋਵੇਗਾ। ਅਲਾਰਮ ਪੱਧਰ ਵਜੋਂ ਕੰਮ ਕਰੇਗਾ; ਪਾਈਪਲਾਈਨ ਤੋਂ ਅਲਾਰਮ ਪੱਧਰ ਦੇ ਬਰਾਬਰ ਜਾਂ ਵੱਧ ਕੋਈ ਵੀ ਸਿਗਨਲ ਅਸਵੀਕਾਰ ਦਾ ਕਾਰਨ ਹੋਵੇਗਾ। ਨਿਰਮਾਤਾ ਦੇ ਵਿਵੇਕ 'ਤੇ, ਦੱਸੇ ਗਏ ਸੰਦਰਭ ਮਿਆਰ ਦੇ ਸਿਗਨਲ ਤੋਂ ਹੇਠਾਂ ਇੱਕ ਗੰਭੀਰ ਅਲਾਰਮ ਪੱਧਰ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਹੋਰ ਗੈਰ-ਵਿਨਾਸ਼ਕਾਰੀ ਟੈਸਟਿੰਗ ਵਿਧੀਆਂ ਵੀ ਵਰਤੀਆਂ ਜਾ ਸਕਦੀਆਂ ਹਨ, ਜਿਵੇਂ ਕਿ JIS G 0586 ਵਿੱਚ ਦਰਸਾਏ ਗਏ ਆਟੋਮੈਟਿਕ ਫਲਕਸ ਲੀਕ ਖੋਜ ਲਈ।
ਪਾਈਪ ਵਜ਼ਨ ਚਾਰਟ ਅਤੇ ਅਯਾਮੀ ਸਹਿਣਸ਼ੀਲਤਾ
ਸਟੀਲ ਪਾਈਪ ਭਾਰ ਗਣਨਾ ਫਾਰਮੂਲਾ
ਮੰਨ ਲਓ ਕਿ 1 cm3 ਸਟੀਲ ਦਾ ਭਾਰ 7.85 ਗ੍ਰਾਮ ਹੈ।
ਡਬਲਯੂ=0.02466t(ਡੀਟੀ)
W: ਪਾਈਪ ਦਾ ਯੂਨਿਟ ਪੁੰਜ (ਕਿਲੋਗ੍ਰਾਮ/ਮੀਟਰ);
t: ਪਾਈਪ ਦੀ ਕੰਧ ਮੋਟਾਈ (ਮਿਲੀਮੀਟਰ);
D: ਪਾਈਪ ਦਾ ਬਾਹਰੀ ਵਿਆਸ (ਮਿਲੀਮੀਟਰ);
0.02466: W ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਪਰਿਵਰਤਨ ਕਾਰਕ;
JIS Z 8401, ਨਿਯਮ A ਦੇ ਅਨੁਸਾਰ ਤਿੰਨ ਮਹੱਤਵਪੂਰਨ ਅੰਕੜਿਆਂ ਤੱਕ ਗੋਲ ਕੀਤਾ ਗਿਆ.
ਪਾਈਪ ਵਜ਼ਨ ਚਾਰਟ ਅਤੇ ਅਯਾਮੀ ਸਹਿਣਸ਼ੀਲਤਾ
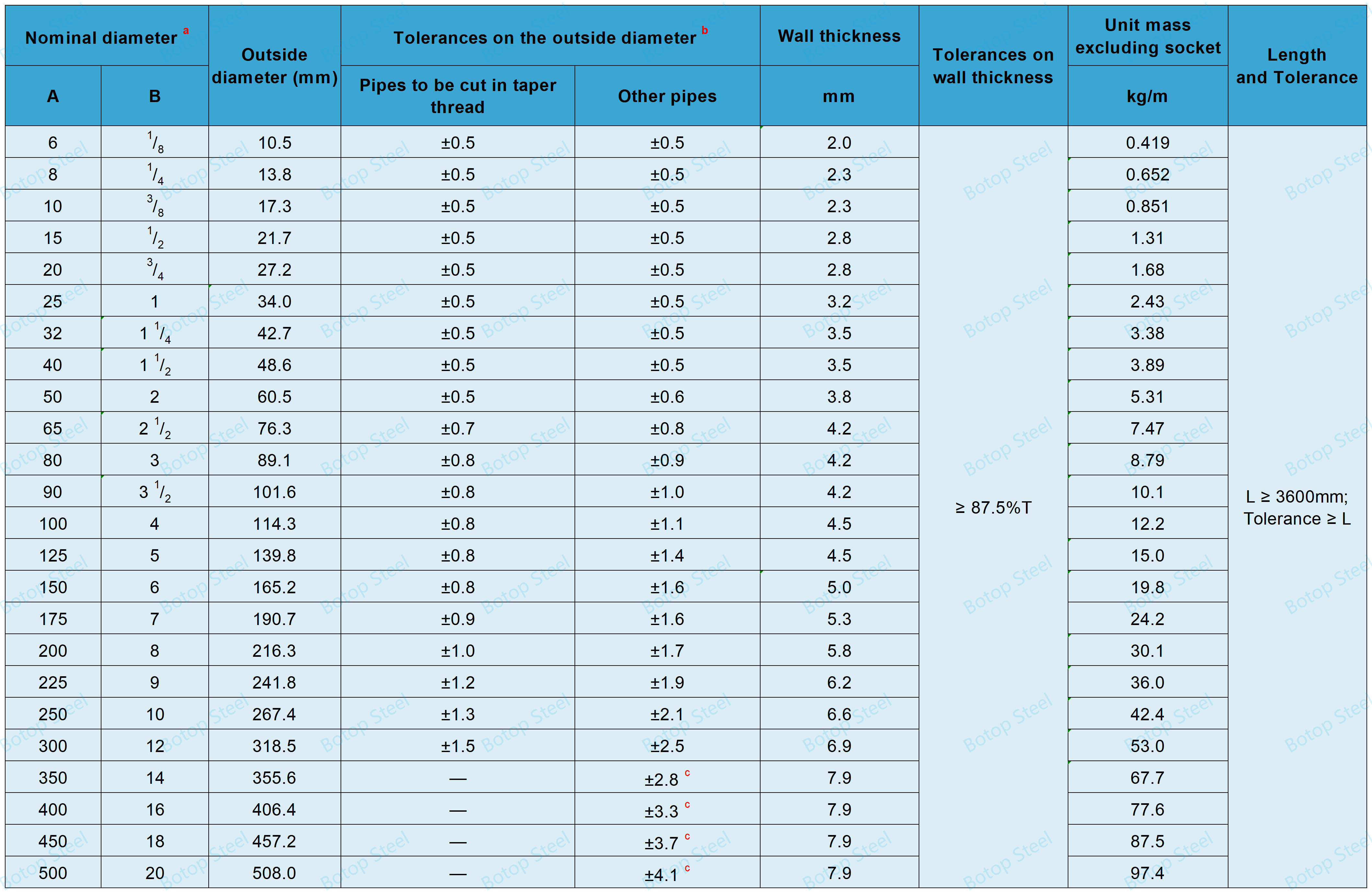
aਨਾਮਾਤਰ ਵਿਆਸ ਕਿਸੇ ਵੀ ਅਹੁਦਾ A ਜਾਂ B ਦੇ ਅਨੁਸਾਰ ਹੋਵੇਗਾ ਅਤੇ ਵਿਆਸ ਦੇ ਅੰਕ ਤੋਂ ਬਾਅਦ ਅੱਖਰ A ਜਾਂ B, ਜੋ ਵੀ ਅਹੁਦਾ ਲਾਗੂ ਕੀਤਾ ਗਿਆ ਹੈ, ਜੋੜ ਕੇ ਦਰਸਾਇਆ ਜਾਵੇਗਾ।
bਸਥਾਨਕ ਤੌਰ 'ਤੇ ਮੁਰੰਮਤ ਕੀਤੇ ਹਿੱਸਿਆਂ ਲਈ, ਇਸ ਸਾਰਣੀ ਵਿੱਚ ਸਹਿਣਸ਼ੀਲਤਾ ਲਾਗੂ ਨਹੀਂ ਹੁੰਦੀ ਹੈ।
c350A ਜਾਂ ਇਸ ਤੋਂ ਵੱਧ ਵਿਆਸ ਵਾਲੇ ਪਾਈਪਾਂ ਲਈ, ਬਾਹਰੀ ਵਿਆਸ ਮਾਪ ਨੂੰ ਘੇਰਾਬੰਦੀ ਲੰਬਾਈ ਮਾਪ ਨਾਲ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਜਿਸ ਸਥਿਤੀ ਵਿੱਚ ਲਾਗੂ ਕੀਤੀ ਸਹਿਣਸ਼ੀਲਤਾ 0.5% ਹੋਵੇਗੀ। ਮਾਪੀ ਗਈ ਘੇਰਾਬੰਦੀ ਲੰਬਾਈ (I) ਨੂੰ ਹੇਠ ਦਿੱਤੇ ਫਾਰਮੂਲੇ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਬਾਹਰੀ ਵਿਆਸ (D) ਵਿੱਚ ਬਦਲਿਆ ਜਾਵੇਗਾ।
ਡੀ=ਐਲ/Π
D: ਬਾਹਰੀ ਵਿਆਸ (ਮਿਲੀਮੀਟਰ);
l: ਘੇਰੇ ਦੀ ਲੰਬਾਈ (ਮਿਲੀਮੀਟਰ);
Π: 3.1416।
ਸਟੀਲ ਪਾਈਪ ਦੀ ਦਿੱਖ
ਦਿੱਖ
ਪਾਈਪ ਦੀਆਂ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਸਤਹਾਂ ਨਿਰਵਿਘਨ ਅਤੇ ਵਰਤੋਂ ਲਈ ਅਣਉਚਿਤ ਨੁਕਸਾਂ ਤੋਂ ਮੁਕਤ ਹੋਣੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨ।
ਪਾਈਪ ਸਿੱਧੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਜਿਸਦੇ ਸਿਰੇ ਪਾਈਪ ਦੇ ਧੁਰੇ ਦੇ ਸੱਜੇ ਕੋਣਾਂ 'ਤੇ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ।
ਨੁਕਸ ਮੁਰੰਮਤ
ਕਾਲੀ ਪਾਈਪ (ਕੋਰੋਜ਼ਨ-ਰੋਧੀ ਇਲਾਜ ਤੋਂ ਬਿਨਾਂ ਸਟੀਲ ਪਾਈਪ) ਦੀ ਮੁਰੰਮਤ ਪੀਸਣ, ਮਸ਼ੀਨਿੰਗ, ਜਾਂ ਹੋਰ ਤਰੀਕਿਆਂ ਨਾਲ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ, ਅਤੇ ਮੁਰੰਮਤ ਕੀਤੀ ਸਤ੍ਹਾ ਪਾਈਪ ਕੰਟੋਰ ਦੇ ਨਾਲ ਨਿਰਵਿਘਨ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਹਾਲਾਂਕਿ, ਮੁਰੰਮਤ ਕੀਤੀ ਗਈ ਕੰਧ ਦੀ ਮੋਟਾਈ ਨਿਰਧਾਰਤ ਸਹਿਣਸ਼ੀਲਤਾ ਦੇ ਅੰਦਰ ਰੱਖੀ ਜਾਂਦੀ ਹੈ।
ਸਤ੍ਹਾ ਪਰਤ
ਪਾਈਪ ਦੀਆਂ ਦੋਵਾਂ ਜਾਂ ਦੋਵਾਂ ਸਤਹਾਂ 'ਤੇ ਕੋਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਜਿਵੇਂ ਕਿ ਜ਼ਿੰਕ-ਅਮੀਰ ਕੋਟਿੰਗ, ਈਪੌਕਸੀ ਕੋਟਿੰਗ, ਪ੍ਰਾਈਮਰ ਕੋਟਿੰਗ, 3PE, FBE, ਆਦਿ।

JIS G 3452 ਦਾ ਗੈਲਵੇਨਾਈਜ਼ਡ
ਹੌਟ ਡਿੱਪ ਗੈਲਵੇਨਾਈਜ਼ਿੰਗ
ਸਟੀਲ ਪਾਈਪ, ਜੇਕਰ ਗੈਲਵੇਨਾਈਜ਼ਡ ਹਨ, ਤਾਂ ਥਰਿੱਡਡ ਪਾਈਪਾਂ ਅਤੇ ਸਾਕਟਾਂ ਨੂੰ ਧਾਗੇ ਨੂੰ ਕੱਸਣ ਤੋਂ ਪਹਿਲਾਂ ਜ਼ਿੰਕ ਨਾਲ ਲੇਪ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਸੈਂਡਬਲਾਸਟਿੰਗ, ਪਿਕਲਿੰਗ, ਆਦਿ ਦੁਆਰਾ ਸਟੀਲ ਦੀ ਸਤ੍ਹਾ ਦੀ ਪੂਰੀ ਸਫਾਈ, ਉਸ ਤੋਂ ਬਾਅਦ ਗਰਮ ਡਿੱਪ ਗੈਲਵਨਾਈਜ਼ਿੰਗ।
ਜ਼ਿੰਕ-ਕੋਟਿੰਗ ਲਈ, JIS H 2107 ਵਿੱਚ ਦਰਸਾਏ ਗਏ ਡਿਸਟਿਲਡ ਜ਼ਿੰਕ ਇੰਗੋਟ ਕਲਾਸ 1 ਜਾਂ ਘੱਟੋ ਘੱਟ ਇਸ ਦੇ ਬਰਾਬਰ ਗੁਣਵੱਤਾ ਵਾਲੇ ਜ਼ਿੰਕ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਵੇਗੀ।
ਜ਼ਿੰਕ ਕੋਟਿੰਗ ਲਈ ਹੋਰ ਆਮ ਲੋੜਾਂ JIS H 8641 ਵਿੱਚ ਦਰਸਾਈਆਂ ਗਈਆਂ ਹਨ।
ਗੈਲਵੇਨਾਈਜ਼ੇਸ਼ਨ ਪ੍ਰਯੋਗ
ਟੈਸਟ ਵਿਧੀ JISH0401 ਦੇ ਆਰਟੀਕਲ 6 ਵਿੱਚ ਦਰਸਾਏ ਗਏ ਟੈਸਟ ਵਿਧੀ ਦੇ ਅਨੁਸਾਰ, ਨਮੂਨੇ ਨੂੰ ਤਾਂਬੇ ਦੇ ਸਲਫੇਟ ਘੋਲ ਵਿੱਚ 1 ਮਿੰਟ 5 ਵਾਰ ਡੁਬੋਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਨਮੂਨੇ ਦੀ ਜਾਂਚ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਕਿ ਕੀ ਇਹ ਅੰਤਮ ਬਿੰਦੂ ਤੱਕ ਪਹੁੰਚਦਾ ਹੈ।
JIS G 3452 ਦੀ ਮਾਰਕਿੰਗ
ਲੋਗੋ ਦੀ ਸਮੱਗਰੀ ਵਿੱਚ ਘੱਟੋ-ਘੱਟ ਹੇਠ ਲਿਖੇ ਤੱਤ ਹਨ, ਜਿਨ੍ਹਾਂ ਦਾ ਕ੍ਰਮ ਸੁਤੰਤਰ ਰੂਪ ਵਿੱਚ ਵਿਵਸਥਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
a) ਗ੍ਰੇਡ ਦਾ ਪ੍ਰਤੀਕ (SGP)
b) ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਦਾ ਪ੍ਰਤੀਕ
ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਦਾ ਪ੍ਰਤੀਕ ਇਸ ਪ੍ਰਕਾਰ ਹੋਵੇਗਾ।ਡੈਸ਼(ਆਂ) ਨੂੰ ਖਾਲੀ ਥਾਵਾਂ ਨਾਲ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪ ਦੇ ਰੂਪ ਵਿੱਚ: -EG
ਗਰਮ-ਮੁਕੰਮਲ ਇਲੈਕਟ੍ਰਿਕ ਰੋਧਕ ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪ: -EH
ਠੰਡੇ-ਮੁਕੰਮਲ ਬਿਜਲੀ ਪ੍ਰਤੀਰੋਧ ਵੈਲਡੇਡ ਸਟੀਲ ਪਾਈਪ: -EC
ਬੱਟ-ਵੇਲਡ ਸਟੀਲ ਪਾਈਪ: -B
c) ਮਾਪ, ਨਾਮਾਤਰ ਵਿਆਸ ਦੁਆਰਾ ਦਰਸਾਏ ਗਏ
d) ਨਿਰਮਾਤਾ ਦਾ ਨਾਮ ਜਾਂ ਪਛਾਣ ਕਰਨ ਵਾਲਾ ਬ੍ਰਾਂਡ
ਉਦਾਹਰਨ: BOTOP JIS G 3452-EG SGP 500A*7.9*12000MM ਪਾਈਪ ਨੰ.001
JIS G 3452 ਦੇ ਮੁੱਖ ਉਪਯੋਗ
JIS G 3452 ਸਟੀਲ ਪਾਈਪ ਮੁੱਖ ਤੌਰ 'ਤੇ ਪਾਣੀ, ਗੈਸ, ਤੇਲ, ਭਾਫ਼ ਅਤੇ ਹੋਰ ਆਮ ਉਦੇਸ਼ਾਂ ਦੀ ਢੋਆ-ਢੁਆਈ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਇਹ ਪਾਈਪ ਆਮ ਤੌਰ 'ਤੇ ਉਸਾਰੀ, ਮਸ਼ੀਨਰੀ, ਆਟੋਮੋਬਾਈਲ, ਜਹਾਜ਼ ਅਤੇ ਹੋਰ ਖੇਤਰਾਂ ਵਿੱਚ ਵਰਤੇ ਜਾਂਦੇ ਹਨ।
ਤੇਲ ਅਤੇ ਗੈਸ ਉਦਯੋਗ: ਤੇਲ, ਕੁਦਰਤੀ ਗੈਸ ਤਰਲ ਪੈਟਰੋਲੀਅਮ ਗੈਸ, ਆਦਿ ਦੀ ਢੋਆ-ਢੁਆਈ ਲਈ ਪਾਈਪਿੰਗ ਪ੍ਰਣਾਲੀਆਂ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਉਸਾਰੀ ਉਦਯੋਗ: ਇਮਾਰਤੀ ਢਾਂਚਿਆਂ ਵਿੱਚ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ, ਪਾਣੀ ਸਪਲਾਈ ਪਾਈਪ, ਹੀਟਿੰਗ ਸਿਸਟਮ, ਏਅਰ-ਕੰਡੀਸ਼ਨਿੰਗ ਸਿਸਟਮ ਆਦਿ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਮਸ਼ੀਨਰੀ ਨਿਰਮਾਣ: ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰਣਾਲੀਆਂ, ਨਿਊਮੈਟਿਕ ਪ੍ਰਣਾਲੀਆਂ, ਮਕੈਨੀਕਲ ਉਪਕਰਣਾਂ ਦੀਆਂ ਪਹੁੰਚਾਉਣ ਵਾਲੀਆਂ ਪਾਈਪਲਾਈਨਾਂ ਆਦਿ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਆਟੋਮੋਬਾਈਲ ਨਿਰਮਾਣ: ਆਟੋਮੋਬਾਈਲ ਦੇ ਐਗਜ਼ੌਸਟ ਸਿਸਟਮ, ਫਿਊਲ ਸਿਸਟਮ, ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ, ਆਦਿ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਜਹਾਜ਼ ਨਿਰਮਾਣ: ਪਾਈਪਿੰਗ ਪ੍ਰਣਾਲੀਆਂ, ਜਹਾਜ਼ਾਂ ਦੇ ਕੈਬਿਨ ਢਾਂਚੇ, ਆਦਿ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਰਸਾਇਣਕ ਉਦਯੋਗ: ਰਸਾਇਣਕ ਪਲਾਂਟਾਂ ਵਿੱਚ ਆਵਾਜਾਈ ਪਾਈਪਿੰਗ, ਰਿਐਕਟਰਾਂ, ਆਦਿ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਨਗਰ ਨਿਗਮ ਇੰਜੀਨੀਅਰਿੰਗ: ਸ਼ਹਿਰੀ ਪਾਣੀ ਦੀ ਸਪਲਾਈ, ਡਰੇਨੇਜ, ਸੀਵਰੇਜ ਟ੍ਰੀਟਮੈਂਟ, ਆਦਿ ਲਈ ਪਾਈਪਿੰਗ ਪ੍ਰਣਾਲੀਆਂ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਸੰਬੰਧਿਤ ਮਿਆਰ
ਏਐਸਟੀਐਮ ਏ53/ਏ53ਐਮ, DIN 2440, EN 10255, GB/T 3091, BS 1387, ISO 65, NFA 49-146,ਏਐਸ/ਐਨਜ਼ੈਡਐਸ 1163, API 5L, ASTM A106/A106M, EN 10216-1, GB 8163।
ਸਾਡੇ ਸੰਬੰਧਿਤ ਉਤਪਾਦ
ਅਸੀਂ ਚੀਨ ਦੇ ਮੋਹਰੀ ਵੈਲਡੇਡ ਕਾਰਬਨ ਸਟੀਲ ਪਾਈਪ ਅਤੇ ਸੀਮਲੈੱਸ ਸਟੀਲ ਪਾਈਪ ਨਿਰਮਾਤਾਵਾਂ ਅਤੇ ਸਪਲਾਇਰਾਂ ਵਿੱਚੋਂ ਇੱਕ ਹਾਂ, ਸਟਾਕ ਵਿੱਚ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਸਟੀਲ ਪਾਈਪ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਦੇ ਨਾਲ, ਅਸੀਂ ਤੁਹਾਨੂੰ ਸਟੀਲ ਪਾਈਪ ਹੱਲਾਂ ਦੀ ਇੱਕ ਪੂਰੀ ਸ਼੍ਰੇਣੀ ਪ੍ਰਦਾਨ ਕਰਨ ਲਈ ਵਚਨਬੱਧ ਹਾਂ। ਹੋਰ ਉਤਪਾਦ ਵੇਰਵਿਆਂ ਲਈ, ਕਿਰਪਾ ਕਰਕੇ ਸਾਡੇ ਨਾਲ ਸੰਪਰਕ ਕਰਨ ਲਈ ਬੇਝਿਜਕ ਮਹਿਸੂਸ ਕਰੋ, ਅਸੀਂ ਤੁਹਾਡੀਆਂ ਜ਼ਰੂਰਤਾਂ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਸਟੀਲ ਪਾਈਪ ਵਿਕਲਪ ਲੱਭਣ ਵਿੱਚ ਤੁਹਾਡੀ ਮਦਦ ਕਰਨ ਦੀ ਉਮੀਦ ਕਰਦੇ ਹਾਂ!
ਟੈਗਸ: jis g 3452, sgp, erw, ਸਪਲਾਇਰ, ਨਿਰਮਾਤਾ, ਫੈਕਟਰੀਆਂ, ਸਟਾਕਿਸਟ, ਕੰਪਨੀਆਂ, ਥੋਕ, ਖਰੀਦ, ਕੀਮਤ, ਹਵਾਲਾ, ਥੋਕ, ਵਿਕਰੀ ਲਈ, ਲਾਗਤ।
ਪੋਸਟ ਸਮਾਂ: ਅਪ੍ਰੈਲ-28-2024