



API 5L X70 (L485)jest rodzajem rury stalowej stosowanej w przemyśle naftowym i gazowym do systemów transportu rurociągowego, nazwanej tak ze względu na jej minimalnągranica plastyczności 70 300 psi (485 MPa)i obejmuje zarówno rury bezszwowe, jak i spawane, i jest podzielony na dwa poziomy specyfikacji produktu: PSL1 i PSL2. W PSL1, X70 jest najwyższą klasą, podczas gdy w PSL2 jest to również jedna z wyższych klas rur stalowych.
Rura stalowa API 5L X70 jest szczególnie odpowiednia do transportu na duże odległości pod wysokim ciśnieniem ze względu na wysoką wytrzymałość i odporność na ciśnienie. Aby wytrzymać wyższe ciśnienia, rury stalowe X70 są często projektowane z grubszymi ściankami, co zapewnia odpowiednią wytrzymałość i trwałość.
Stal Botopjest profesjonalnym producentem grubościennych, wielkośrednicowych rur stalowych LSAW, dwustronnie obrabianych łukiem krytym, zlokalizowanym w Chinach.
Lokalizacja: miasto Cangzhou, prowincja Hebei, Chiny;
Łączna wartość inwestycji: 500 milionów RMB;
Powierzchnia fabryki: 60 000 metrów kwadratowych;
Roczna zdolność produkcyjna: 200 000 ton rur stalowych JCOE LSAW;
Sprzęt: Zaawansowany sprzęt produkcyjny i testowy;
Specjalizacja: produkcja rur stalowych LSAW;
Certyfikacja: certyfikat API 5L.
Warunki dostawy
Stan dostawy to stan rury stalowej poddanej obróbce cieplnej lub przetworzeniu, gotowy do dostarczenia klientowi po wyprodukowaniu. Stan dostawy jest niezbędny, aby zapewnić rurze wymagane właściwości mechaniczne i integralność strukturalną.
W zależności od poziomu PSL i warunków dostawy, X70 można podzielić na następujące kategorie:
PSL1: X70 (L485);
PSL2: X70Q (L485Q) i X70M (L485M);
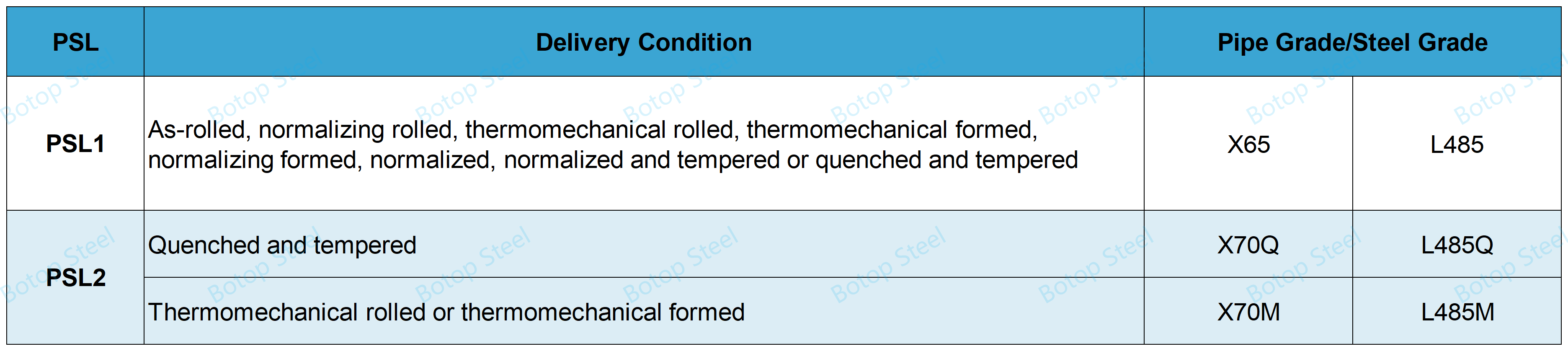
Litery sufiksu PSL2 Q i M oznaczają odpowiednio:
Q:Hartowane i odpuszczane;
M:Walcowane termomechanicznie lub formowane termomechanicznie;
API 5L X70 Akceptowalny proces produkcji
Proces produkcyjny X70 obejmuje zarównobezszwowe i spawaneformularze, które można podzielić na:

Z tych,PIŁA(LSAW) to proces najczęściej stosowany w procesie produkcji metodą spawania X70, który sprawdza się przy produkcji rur stalowych o dużej średnicy i grubościennych.

Chociaż rury stalowe bez szwu są nadal uważane za preferowany wybór ze względu na ich właściwości w pewnych ekstremalnych warunkach, maksymalna średnica produkowanych rur stalowych bez szwu jest zazwyczaj ograniczona do 660 mm. To ograniczenie rozmiaru może być problematyczne w przypadku dużych projektów rurociągów transportowych na duże odległości.
Natomiast proces LSAW pozwala na produkcję rur o średnicy do 1500 mm i grubości ścianek do 80 mm. A jego cena może być bardziej opłacalna niż w przypadku stali bezszwowej.
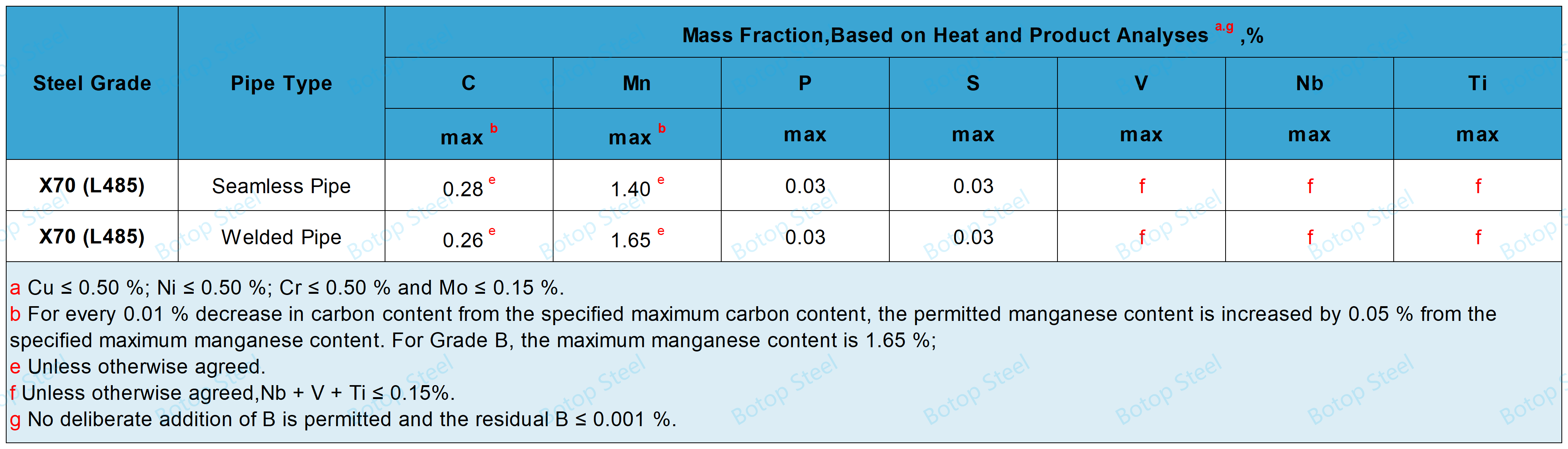
Skład chemiczny API 5L X70
Skład chemiczny rury PSL 1 o średnicy ≤ 25,0 mm (0,984 cala)
Skład chemiczny rury PSL 2 o średnicy ≤ 25,0 mm (0,984 cala)
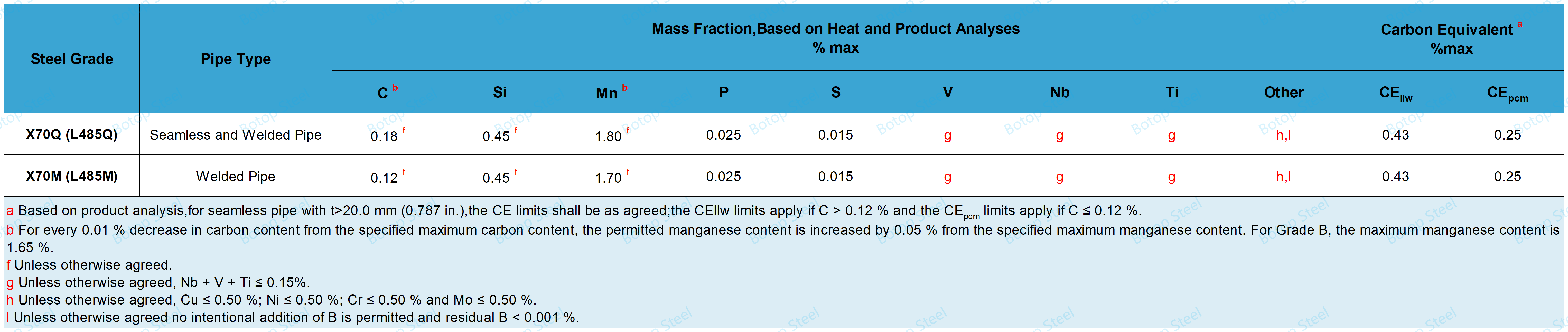
W przypadku produktów rur stalowych PSL2 analizowanych za pomocązawartość węgla ≤0,12%, ekwiwalent węgla CEpcmmożna obliczyć za pomocą następującego wzoru:
CEpcm= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
W przypadku produktów rur stalowych PSL2 analizowanych za pomocązawartość węgla > 0,12%, ekwiwalent węgla CEllwmożna obliczyć korzystając z poniższego wzoru:
CEllw= C + Mn/6 + (Cr + Mo + V)/5 + (Ni +Cu)/15
Skład chemiczny przy t > 25,0 mm (0,984 cala)
Skład zostanie ustalony w drodze negocjacji i zmodyfikowany tak, aby odpowiadał wymaganiom dotyczącym składu chemicznego podanym powyżej.
Właściwości mechaniczne API 5L X70
Właściwości rozciągające
Właściwości rozciągające PSL1 X70

Właściwości rozciągające PSL2 X70
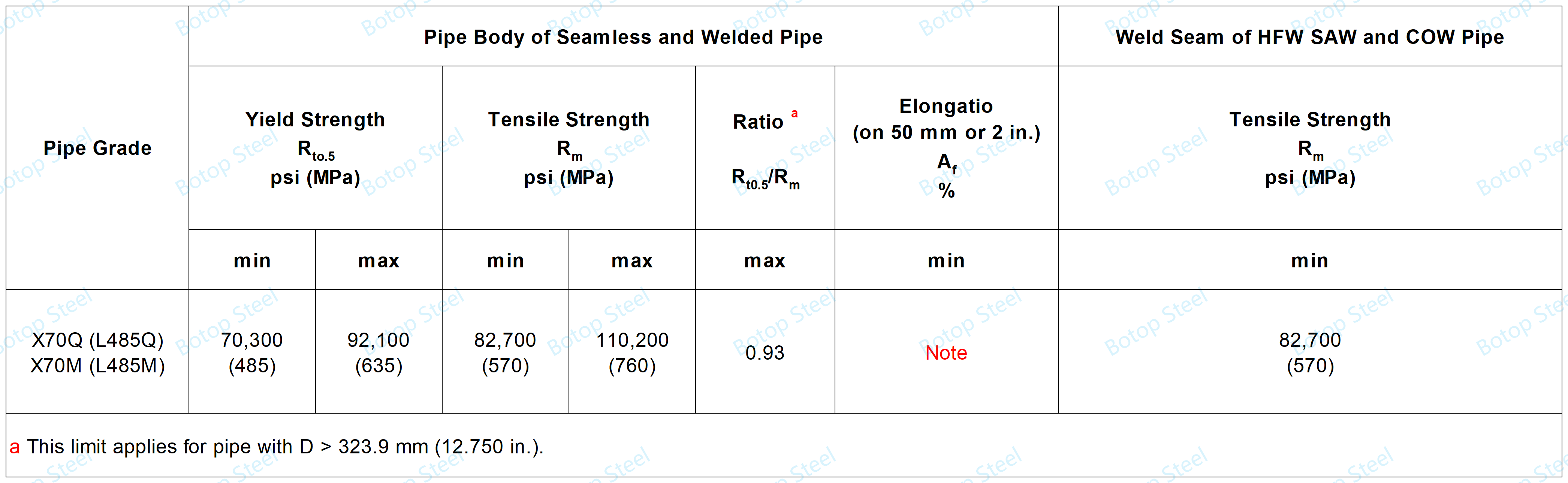
NotatkaWymagania są szczegółowo opisane wAPI 5L X52, które można przeglądać w razie potrzeby.
Inne eksperymenty mechaniczne
Poniższy program eksperymentalnydotyczy tylko rur stalowych SAW.
Badanie gięcia prowadnicy spoiny;
Badanie twardości rur spawanych na zimno;
Makrokontrola spoiny;
i tylko dla rur stalowych PSL2: badanie udarności CVN i badanie DWT.
Elementy i częstotliwości badań dla innych typów rur można znaleźć w tabelach 17 i 18 normy API 5L.
Test hydrostatyczny
Czas testu
Wszystkie rozmiary rur stalowych bez szwu i spawanych o średnicy D ≤ 457 mm (18 cali):czas testu ≥ 5s;
Rura stalowa spawana D > 457 mm (18 cali):czas testu ≥ 10 s.
Częstotliwość eksperymentalna
Każda rura stalowai nie może być żadnego wycieku ze spoiny lub korpusu rury podczas badania.
Ciśnienia testowe
Ciśnienie próby hydrostatycznej Prura stalowa z gładkim końcemmożna obliczyć za pomocą wzoru.
P = 2St/D
Sjest naprężeniem obwodowym. Wartość ta jest równa określonej minimalnej granicy plastyczności rury stalowej xa w procentach, w MPa (psi);
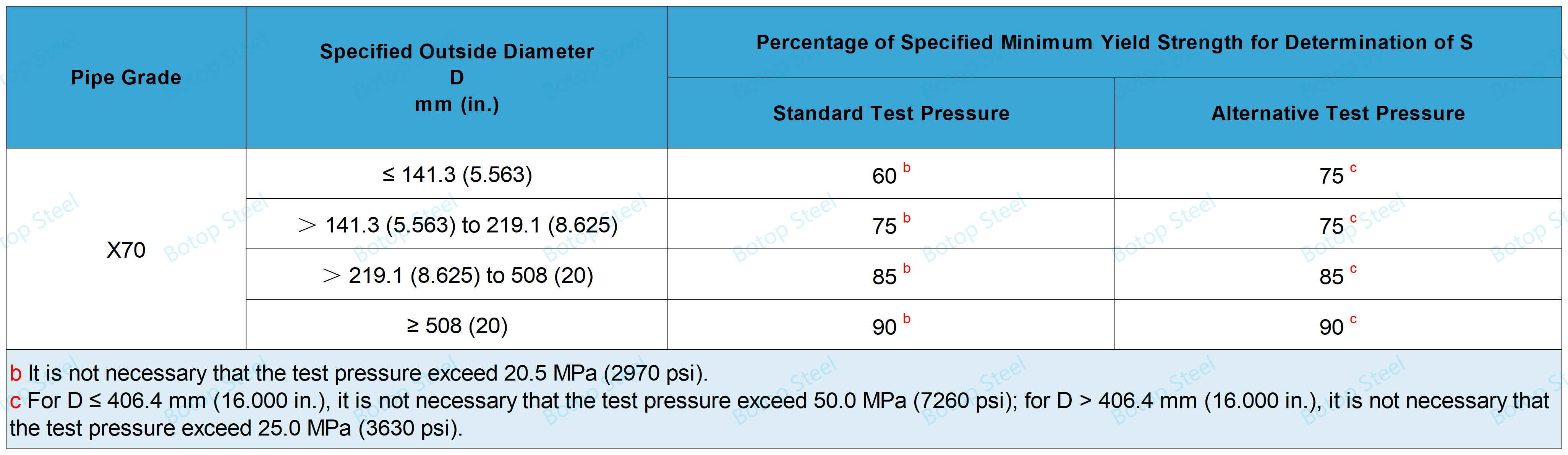
tjest określoną grubością ścianki wyrażoną w milimetrach (calach);
Djest określoną średnicą zewnętrzną wyrażoną w milimetrach (calach).
Inspekcja nieniszcząca
Do rur SAWdwie metody,UT(badanie ultradźwiękowe) lubRT(badania radiograficzne), są zazwyczaj stosowane.
ET(badanie elektromagnetyczne) nie ma zastosowania do rur SAW.
Spoiny na rurach spawanych klasy ≥ L210/A i średnicy ≥ 60,3 mm (2,375 cala) należy poddać nieniszczącej kontroli na całej grubości i długości (100%) zgodnie ze specyfikacją.

Badanie nieniszczące UT

Badanie nieniszczące RT
W przypadku rur SAW i COW spoiny należy sprawdzać metodami radiograficznymi w odległości co najmniej 200 mm (8,0 cala) od każdego końca rury. Spoiny należy sprawdzać radiograficznie w odległości co najmniej 200 mm (8,0 cala) od każdego końca rury.
Tabela harmonogramu rur API 5L
Dla ułatwienia przeglądania i korzystania z harmonogramu, przygotowaliśmy pliki PDF z odpowiednimi harmonogramami. W razie potrzeby możesz je pobrać i przejrzeć.
Podaj średnicę zewnętrzną i grubość ścianki
W normach podano wartości znormalizowane dla określonych średnic zewnętrznych i określonych grubości ścianek rur stalowych.ISO 4200IASME B36.10M.

Tolerancje wymiarowe
Wymagania API 5L dotyczące tolerancji wymiarowych są szczegółowo opisane wAPI 5L klasa BAby uniknąć powtórzeń, kliknij na niebieską czcionkę, aby wyświetlić odpowiednie szczegóły.
Typowe usterki i naprawy
W przypadku rur SAW najczęściej spotykane są następujące wady: wyszczerbienia krawędzi, przepalenia łukowe, rozwarstwienia, odchylenia geometryczne, twarde grudki itp.
Usterki stwierdzone podczas oględzin należy zweryfikować, sklasyfikować i usunąć w następujący sposób.
a) Głębokość ≤ 0,125t i niewpływająca na minimalną dopuszczalną grubość ścianki wady, uznaje się za wady dopuszczalne i usuwa zgodnie z postanowieniami punktu C.1.
b) Wady o głębokości >0,125t, które nie wpływają na minimalną dopuszczalną grubość ścianki, uznaje się za wady i usuwa przez ponowne ostrzenie zgodnie z punktem C.2 lub usuwa zgodnie z punktem C.3.
c) Wada naruszająca minimalną dopuszczalną grubość ścianki zostanie uznana za wadę i zostanie usunięta zgodnie z punktem C.3.
Identyfikacja kolorów
Na życzenie klienta na wewnętrznej powierzchni każdej rury stalowej może zostać namalowane kolorowe oznaczenie o średnicy około 50 mm (2 cali), co pozwoli na łatwe rozróżnienie poszczególnych materiałów.
| Gatunek rury | Kolor farby |
| L320 lub X46 | Czarny |
| L360 lub X52 | Zielony |
| L390 lub X56 | Niebieski |
| L415 lub X60 | Czerwony |
| L450 lub X65 | Biały |
| L485 lub X70 | Fioletowo-fioletowy |
| L555 lub X80 | Żółty |
Czemu odpowiada stal X70?
ISO 3183 - L485:Jest to stal rurociągowa zgodna z normami międzynarodowymi i pod względem właściwości przypomina stal API 5L X70.
CSA Z245.1 - GR 485:Jest to gatunek stali Kanadyjskiego Stowarzyszenia Normalizacyjnego przeznaczony do rurociągów naftowych i gazowych.
EN 10208-2 - L485MB:Jest to stal rurociągowa zgodna z europejską normą dotyczącą produkcji rurociągów do transportu ropy naftowej i gazu.
Powłoka
Dostarczamy naszym klientom nie tylko wysokiej jakości rury stalowe X70, ale także oferujemy wiele rodzajów usług powlekania, aby sprostać szczególnym potrzebom różnych projektów.
Powłoki malarskieTradycyjne powłoki malarskie zapewniają podstawową ochronę przed korozją i nadają się do stosowania w środowiskach nieekstremalnych lub do ochrony tymczasowej.
Powłoka FBE: Nakładana na powierzchnię rury stalowej metodą natrysku elektrostatycznego, a następnie utwardzana cieplnie. Powłoka ta charakteryzuje się dobrą odpornością chemiczną i odpornością na ścieranie i nadaje się do rurociągów podziemnych lub podwodnych.
Powłoka 3LPESkłada się z powłoki epoksydowej, warstwy klejącej i warstwy polietylenowej, zapewniając doskonałą odporność na korozję i ochronę mechaniczną dla szerokiej gamy podziemnych systemów rurociągowych.
Powłoka 3LPPPodobnie jak 3LPE, powłoka 3LPP składa się z trzech warstw, ale jako warstwę zewnętrzną wykorzystuje polipropylen. Powłoka ta charakteryzuje się wyższą odpornością na ciepło i nadaje się do rurociągów w środowiskach o wysokiej temperaturze.
Powłoki można dobrać do konkretnego środowiska zastosowania i wymagań rurociągu, aby zagwarantować niezawodność i bezpieczeństwo rurociągów API 5L X70 podczas eksploatacji.
Powody, dla których warto wybrać nas w zakresie rur stalowych X70
1. Fabryki posiadające certyfikat API 5LNasze fabryki posiadają certyfikat API 5L, który gwarantuje wysokie standardy jakości od źródła do gotowego produktu, a także przewagę cenową.
2. Wiele typów rur:Jesteśmy nie tylko producentem spawanych rur stalowych, ale również dostawcą rur stalowych bez szwu. Możemy zaoferować szeroką gamę typów rur, które mogą spełnić specyficzne wymagania różnych projektów.
3. Kompletny sprzęt pomocniczy:Oprócz rur stalowych dostarczamy również kołnierze, kolanka i inny sprzęt pomocniczy, zapewniając kompleksowe rozwiązania zaopatrzeniowe dla Twojego projektu.
4. Usługa dostosowana do potrzeb klienta:Jesteśmy w stanie dostarczyć rozwiązania dostosowane do konkretnych potrzeb klienta, obejmujące produkcję i obróbkę rur stalowych o specjalnych specyfikacjach.
5. Usługi specjalistyczneOd momentu założenia w 2014 roku firma uczestniczyła w wielu projektach inżynieryjnych i zgromadziła bogate doświadczenie w branży, co pozwoliło jej na świadczenie specjalistycznych usług i wsparcia.
6. Szybka reakcja i wsparcie:Nasz zespół obsługi klienta może zapewnić szybką reakcję i profesjonalne wsparcie techniczne, aby mieć pewność, że Twoje problemy i potrzeby zostaną rozwiązane w odpowiednim czasie.










