



ASTM A178د فولادو ټیوبونه د بریښنایی مقاومت ویلډ شوي (ERW) ټیوبونه ديکاربن او کاربن-منګنیز فولادد بویلر ټیوبونو، د بویلر فلوزونو، سوپر هیټر فلوزونو، او د خوندیتوب پایونو په توګه کارول کیږي.
دا د فولادي ټیوبونو لپاره مناسب دی چې بهرنۍ قطر یې 12.7-127 ملي میتره وي او د دیوال ضخامت یې 0.9-9.1 ملي میتره وي.
د ASTM A178 ټیوبونه د مقاومت لرونکي ویلډ شوي ټیوبونو لپاره مناسب دي چېد بهرني قطر د ۱/۲ - ۵ انچه [۱۲.۷ - ۱۲۷ ملي میتر] او د دیوال ضخامت د ۰.۰۳۵ - ۰.۳۶۰ انچه [۰.۹ - ۹.۱ ملي میتر] ترمنځ، که څه هم نور اندازې البته د اړتیا سره سم شتون لري، په دې شرط چې دا ټیوبونه د دې مشخصاتو ټولې نورې اړتیاوې پوره کړي.
د کارونې مختلف چاپیریالونو سره د مقابلې لپاره درې درجې شتون لري.
د الف، ج او د د درجې درجه.
| درجه | د کاربن فولاد ډول |
| الف درجه | د کم کاربن فولادو |
| د ج درجه | منځنی کاربن فولاد |
| د D درجه | کاربن-منګنیز فولاد |
هغه مواد چې د دې مشخصاتو لاندې چمتو شوي دي باید د مشخصاتو A450/A450M د اوسني نسخې د تطبیق وړ اړتیاو سره سم وي. پرته لدې چې دلته بل ډول چمتو شوي وي.
الف درجهاود ج درجهځانګړی فولاد مه مشخص کوئ؛ د اړتیا سره سم مناسب خام مواد غوره کړئ.
د فولادو لپارهد D درجهووژل شي.
وژل شوی فولاد د فولادو د تولید په پروسه کې د فولادو سره د ډی اکسیډایزرونو (د بیلګې په توګه، سیلیکون، المونیم، منګنیز، او نور) په اضافه کولو سره تولید کیږي، چې په دې توګه د فولادو د اکسیجن مینځپانګه کموي یا له منځه وړي.
دا درملنه د فولادو یووالي او ثبات ته وده ورکوي، د هغې میخانیکي ځانګړتیاوې لوړوي، او د زنګ مقاومت ته وده ورکوي.
له همدې امله وژل شوي فولاد په پراخه کچه په هغو غوښتنلیکونو کې کارول کیږي چیرې چې د لوړې کچې یووالي او غوره میخانیکي ملکیتونو ته اړتیا وي، لکه د فشار رګونو، بویلرونو، او لویو ساختماني برخو تولید.
د فولادو ټیوبونه د دې په کارولو سره جوړیږيله کاره لوېدلې ډبېد تولید پروسه.

ERW (د بریښنا مقاومت ویلډ شوی)دا یوه داسې پروسه ده چې د کاربن فولادو پایپ جوړولو لپاره مناسبه ده.
د لوړ ویلډینګ ځواک، نرم داخلي او بهرنۍ سطحې، د تولید چټک سرعت، او ټیټ قیمت ګټو سره، دا په پراخه کچه په ډیری صنعتي او ساختماني برخو کې کارول کیږي.
ASTM A178د فولادو پایپباید تودوخه درملنه وشيد تولید پروسې په جریان کې. دا د پایپ میخانیکي ملکیتونو او ساختماني ثبات ښه کولو لپاره کارول کیږي، او همدارنګه د هغه فشارونو له منځه وړلو لپاره چې ممکن د ویلډینګ پروسې په جریان کې معرفي شوي وي.
د ویلډینګ وروسته، ټول ټیوبونه باید د 1650 ° F [900 ° C] یا لوړ حرارت کې تودوخه درملنه شي او وروسته په هوا کې یا د کنټرول شوي اتموسفیر فرنس د یخولو په خونه کې یخ شي.
سړې شوې ټیوبونهد وروستي سړې ډراو پاس وروسته به د ۱۲۰۰ درجو فارنهایټ [۶۵۰ درجو سانتي ګراد] یا لوړ حرارت کې تودوخه درملنه وشي.

کله چې د محصول تحلیل ترسره کیږي، د تفتیش فریکونسي په لاندې ډول ټاکل کیږي.
| طبقه بندي | د تفتیش فریکونسی |
| بهرنۍ قطر ≤ 3 انچه [76.2 ملي متره] | ۲۵۰ ټوټې/وخت |
| بهرنۍ قطر > ۳ انچه [۷۶.۲ ملي متره] | ۱۰۰ ټوټې/وخت |
| د ټیوب د تودوخې شمیرې له مخې توپیر وکړئ | د تودوخې شمېرې له مخې |
د میخانیکي ملکیت اړتیاوې د ټیوبونو لپاره نه پلي کیږي چې د داخلي قطر له 1/8 انچه [3.2 ملي میتر] یا ضخامت له 0.015 انچه [0.4 ملي میتر] څخه کوچني وي.
۱. د کشش ملکیت
د C او D ټولګیو لپاره، د کشش ازموینه باید په هر لاټ کې په دوو ټیوبونو کې ترسره شي.
د A درجې ټیوبونو لپاره، د تناسلي ازموینې معمولا اړتیا نلري. دا د دې حقیقت له امله ده چې د A درجې ټیوبونه په عمده توګه د ټیټ فشار او ټیټ تودوخې غوښتنلیکونو لپاره کارول کیږي.
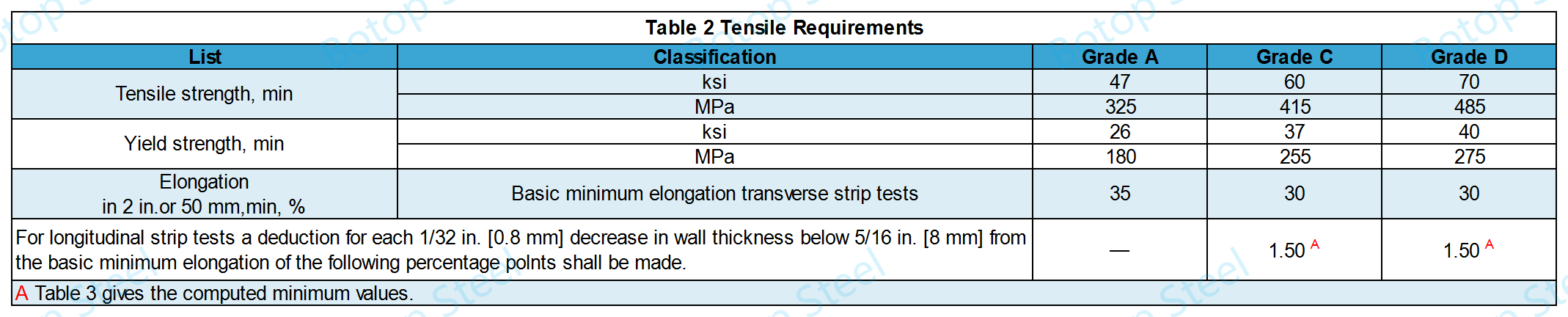
جدول ۳ د دیوال ضخامت کې د هر ۱/۳۲ انچه [0.8 ملي میتر] کمښت لپاره د لږترلږه اوږدوالي محاسبه شوي ارزښتونه ورکوي.

که چیرې د فولادو پایپ د دیوال ضخامت د دې دیوال ضخامت څخه نه وي، نو دا د فورمول په واسطه هم محاسبه کیدی شي.
د انچ واحدونه: E = 48t + 15.00یاد ISI واحدونه: E = 1.87t + 15.00
E = په 2 انچه یا 50 ملي میتر کې اوږدوالی، %،
t= د نمونې اصلي ضخامت، په. [ملي متر].
۲. د کرش ټیسټ
د اخراج ازموینې د پایپ په هغو برخو کې ترسره کیږي چې اوږدوالی یې ۲ ۱/۲ انچه [۶۳ ملي میتر] وي کوم چې باید د اوږدوالي اخراج سره مقاومت وکړي پرته له دې چې په ویلډونو کې درزونه، ویشل یا ویشل شي.

د ټیوبونو لپاره چې د 1 انچ [25.4 ملي میتر] څخه کم بهرني قطر ولري، د نمونې اوږدوالی باید د ټیوب د بهرني قطر څخه 2 1/2 ځله وي. د سطحې لږ چکونه باید د ردولو لامل نشي.
۳. د فلیټینګ ازموینه
تجربوي میتود د ASTM A450 برخې 19 اړونده اړتیاو سره سمون لري.
4. د فلانج ازموینه
تجربوي میتود د ASTM A450 برخې 22 اړونده اړتیاو سره سمون لري.
۵. د ریورس فلیټینګ ازموینه
تجربوي میتود د ASTM A450، برخې 20 اړونده اړتیاو سره مطابقت لري.
په هر فولادي پایپ کې د هایدروسټاتیک یا غیر تخریبي بریښنا ازموینه ترسره کیږي.
اړتیاوې د ASTM A450، برخې 24 یا 26 سره سم دي.
لاندې معلومات د ASTM A450 څخه اخیستل شوي او یوازې د ویلډ شوي فولادو پایپ لپاره اړونده اړتیاوې پوره کوي.
د وزن انحراف
۰ - +۱۰٪.
د دیوال ضخامت انحراف
۰ - +۱۸٪.
د قطر بهر انحراف
| بهر قطر | د منلو وړ بدلونونه | ||
| in | mm | in | mm |
| OD ≤1 | د OD≤ ۲۵.۴ | ±۰.۰۰۴ | ±۰.۱ |
| ۱<اوږدوالی ≤۱½ | ۲۵.۴٪ OD ≤۳۸.۴ | ±۰.۰۰۶ | ±۰.۱۵ |
| ۱½<دوه ورځې<۲ | ۳۸.۱< OD<۵۰.۸ | ±۰.۰۰۸ | ±۰.۲ |
| ۲≤ OD<۲½ | ۵۰.۸≤ OD<۶۳.۵ | ±۰.۰۱۰ | ±۰.۲۵ |
| ۲½≤ OD<۳ | ۶۳.۵≤ OD<۷۶.۲ | ±۰.۰۱۲ | ±۰.۳۰ |
| ۳≤ OD ≤۴ | ۷۶.۲≤ OD ≤۱۰۱.۶ | ±۰.۰۱۵ | ±۰.۳۸ |
| ۴<اوږدوالی ≤۷½ | ۱۰۱.۶٪ OD ≤۱۹۰.۵ | -۰.۰۲۵ - +۰.۰۱۵ | -۰.۶۴ - +۰.۰۳۸ |
| ۷½< OD ≤۹ | ۱۹۰.۵< OD ≤۲۲۸.۶ | -۰.۰۴۵ - +۰.۰۱۵ | -۱.۱۴ - +۰.۰۳۸ |
د بویلر دننه کولو وروسته، ټیوب باید د دې وړتیا ولري چې د انعطاف او کږیدو سره مقاومت وکړي پرته لدې چې نیمګړتیاوې یا په ویلډونو کې درزونه رامینځته شي.
د سوپر هیټر ټیوب باید د ټولو اړینو فورجینګ، ویلډینګ او خم کولو عملیاتو سره د نیمګړتیاو پرته د مقاومت کولو وړتیا ولري.
په عمده توګه د بویلر ټیوبونو، د بویلر فلوزونو، سوپر هیټر فلوزونو، او خوندي پایونو کې کارول کیږي.
د ASTM A178 درجه Aد ټیوبونو ټیټ کاربن مواد د هغو غوښتنلیکونو لپاره ښه ویلډ کولو وړتیا او لوړ سختۍ ورکوي چې د لوړ فشار سره مخ نه وي.
دا په عمده توګه د ټیټ فشار او منځنۍ تودوخې غوښتنلیکونو لپاره کارول کیږي لکه د ټیټ فشار بویلرونه (د بیلګې په توګه، کورني بویلرونه، کوچني دفتر ودانۍ، یا د فابریکې بویلرونه) او د ټیټ تودوخې چاپیریال کې د تودوخې نورو تبادلو کونکو لپاره.
د ASTM A178 درجه Cد کاربن او منګنیز لوړه اندازه لري چې دې ټیوب ته د ډیرو سختو عملیاتي شرایطو لپاره غوره ځواک او د تودوخې مقاومت ورکوي.
د منځني فشار او منځنۍ تودوخې غوښتنلیکونو لپاره مناسب لکه صنعتي او ګرمو اوبو بویلرونه، کوم چې معمولا د کورنیو بویلرونو په پرتله لوړ فشار او تودوخې ته اړتیا لري.
د ASTM A178 درجه Dټیوبونه لوړ منګنیز مواد او مناسب سیلیکون مواد لري ترڅو غوره ځواک او تودوخې مقاومت چمتو کړي، دوی په لوړه تودوخه او لوړ فشار چاپیریال کې مستحکم کوي او د سختو عملیاتي شرایطو سره د مقابلې لپاره مناسب دي.
معمولا په لوړ فشار او لوړ تودوخې چاپیریالونو کې کارول کیږي، لکه د بریښنا سټیشن بویلرونه او صنعتي سوپر هیټرونه.
1. ASTM A179 / ASME SA179: د کریوجینک خدماتو لپاره بې سیمه نرم فولادو تودوخې ایکسچینجر او کنډنسر ټیوبونه. په عمده توګه د ټیټ فشار چاپیریال کې کارول کیږي، دا په کیمیاوي او میخانیکي ملکیتونو کې د ASTM A178 سره ورته دی.
2. ASTM A192 / ASME SA192: د لوړ فشار خدمت کې د بې سیمه کاربن فولادو بویلر ټیوبونه. په عمده توګه د اوبو دیوالونو، اقتصاد پوهانو او د الټرا لوړ فشار بویلرونو لپاره د نورو فشار اجزاو په جوړولو کې کارول کیږي.
3. ASTM A210 / ASME SA210: د لوړ تودوخې او منځني فشار بویلر سیسټمونو لپاره بې سیمه منځني کاربن او الیاژ فولادو بویلر او سوپر هیټر ټیوبونه پوښي.
4. ډین ۱۷۱۷۵: د لوړ فشار او لوړ تودوخې چاپیریال کې د کارولو لپاره بې سیمه فولادي ټیوبونه او پایپونه. په عمده توګه د بویلرونو او فشار رګونو لپاره د بخار پایپونو په جوړولو کې کارول کیږي.
5. EN 10216-2 د محصول ځانګړتیاوې: د بې سیمه ټیوبونو او پایپونو لپاره تخنیکي شرایط ټاکي چې د غیر الیاژ او الیاژ فولادو ځانګړي لوړ تودوخې ملکیتونه لري د فشار لاندې غوښتنلیکونو لپاره.
6. د JIS G3461: د بویلرونو او تودوخې تبادلې کونکو لپاره د کاربن فولادو ټیوبونه پوښي. دا د عمومي ټیټ او منځني فشار تودوخې تبادلې حالتونو لپاره مناسب دی.
موږ د چین څخه د لوړ کیفیت ویلډ شوي کاربن فولادو پایپ جوړونکي او عرضه کوونکي یو، او همدارنګه د بې سیمه فولادو پایپ سټاکیسټ یو، چې تاسو ته د فولادو پایپ حلونو پراخه لړۍ وړاندې کوو!
د هر ډول پوښتنو لپاره یا زموږ د وړاندیزونو په اړه د نورو معلوماتو لپاره، له موږ سره اړیکه نیولو کې ډډه مه کوئ. ستاسو د فولادو پایپونو مثالي حلونه یوازې یو پیغام لرې دي!








