



د ASTM A501 درجه Bد ګرمو جوړو شویو ویلډ شویو او بې سیمه کاربن فولادو پایپونو څخه جوړ شوی دی چې د مختلفو ساختماني کارونو لپاره لږترلږه د 448 MPa (65,000 psi) کشش لري.
ASTM A501د ساختماني غوښتنلیکونو لپاره د ګرم جوړ شوي ویلډډ او بې سیمه کاربن فولادو ټیوبونو جوړولو او فعالیت لپاره دی.
دا فولادي ټیوبونه تور (بې پوښل شوي) یا ګرم ډوب شوي ګالوانیز کیدی شي، چې وروستی یې د ګالوانیز کولو پروسې له لارې د زنګ وهلو مقاومت زیات کړی، چې دا د چاپیریالي شرایطو پراخه لړۍ لپاره مناسب کوي.
دا فولادي پایپونه په پراخه کچه په پلونو، ودانیو او ډیری نورو عمومي ساختماني غوښتنلیکونو کې کارول کیږي.
ASTM A501 د فولادو پایپونه په دریو درجو طبقه بندي کوي،د الف درجه، ب درجه، او ج درجه.
د B درجه د دریو درجو څخه تر ټولو پراخه کارول کیږي ځکه چې دا د ډیری ساختماني غوښتنلیکونو لپاره ښه متوازن ملکیتونه چمتو کوي.
فولاد به د لاندې لخوا جوړ شيد بنسټیز اکسیجن یا بریښنایی قوس فرنس فولادو جوړولو پروسه.
فولاد ممکن په انګوټ کې واچول شي یا ممکن د تار کاسټ وي.
کله چې د مختلفو درجو فولادو په ترتیب سره د سټینډینګ کولو لپاره کارول کیږي، د فولادو تولیدونکی باید د لیږد پایله لرونکی مواد وپیژني او د یوې ټاکل شوې پروسې په کارولو سره یې لرې کړي چې په مثبت ډول درجې جلا کوي.
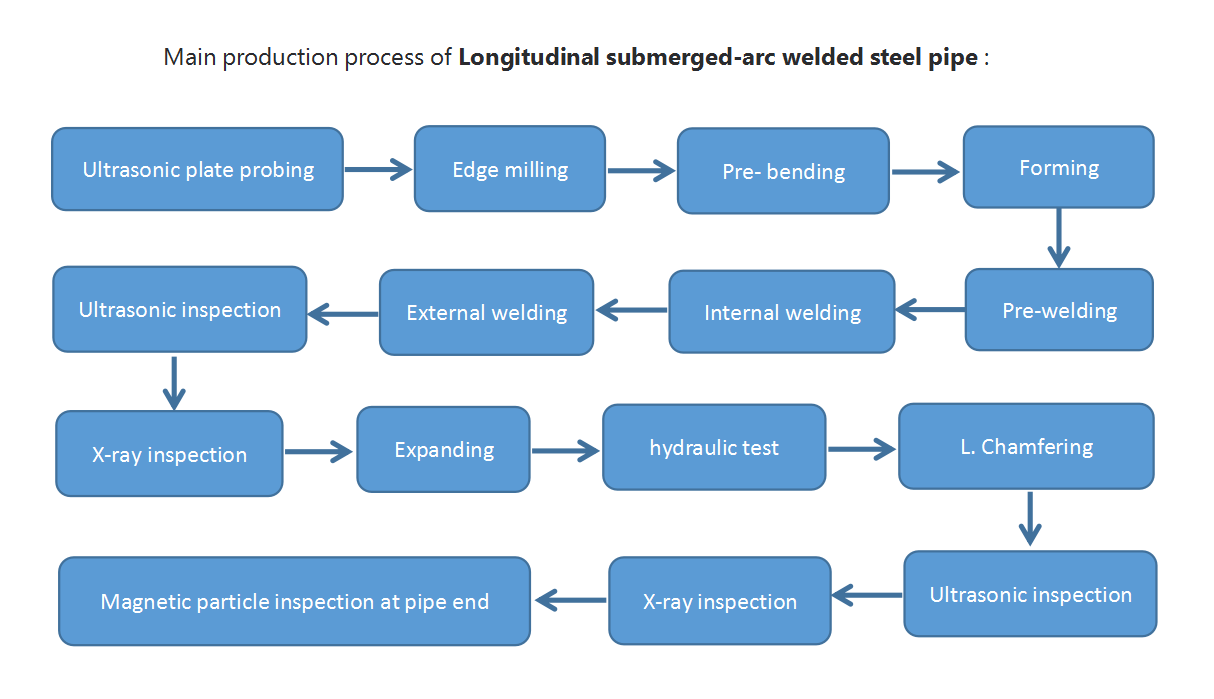
ټیوب باید د لاندې پروسو څخه په یوه کې جوړ شي:بې سیمه؛ د فرنس-بټ-ویلډینګ (دوامداره ویلډینګ)؛ د بریښنا مقاومت ویلډینګ (ERW) یا ډوب شوي آرک ویلډینګ (SAW)وروسته د کراس برخې په اوږدو کې بیا تودوخه او د کمولو یا شکل ورکولو پروسې له لارې ګرم شکل ورکول، یا دواړه.
د SAW ویلډینګ پروسه په لاندې برخو ویشل شوې ده:د LSAW(SAWL) او SSAW (د HSAW).
د شکل وروستۍ جوړښت باید د ګرمې جوړولو پروسې له لارې ترسره شي.
د ټیوبونو لپاره چې د دیوال ضخامت یې له ۱۳ ملي میتر [۱/۲ انچه] څخه زیات وي، د تودوخې نورمال کولو درملنه اضافه کول به جواز ولري.
| د ASTM A501 درجې B کیمیاوي اړتیاوې،٪ | |||
| جوړښت | د ب درجه | ||
| د تودوخې تحلیل | د محصول تحلیل | ||
| ج (کاربن)B | اعظمي | ۰.۲۲ | ۰.۲۶ |
| Mn (منګنیز)B | اعظمي | ۱.۴۰ | ۱.۴۵ |
| فاسفورس | اعظمي | ۰.۰۳۰ | ۰.۰۴۰ |
| سلفر (سلفر) | اعظمي | ۰.۰۲۰ | ۰.۰۳۰ |
| مس (Cu)B (کله چې د مسو فولاد مشخص شي) | دقیقې | ۰.۲۰ | ۰.۱۸ |
| Bد کاربن لپاره د ټاکل شوي اعظمي حد څخه د 0.01 سلنې ټکي لاندې د هر کمښت لپاره، د منګنیز لپاره د ټاکل شوي اعظمي حد څخه پورته 0.06 سلنه ټکي زیاتوالی اجازه لري، د تودوخې تحلیل لخوا تر اعظمي حد پورې 1.60٪ او د محصول تحلیل لخوا تر 1.65٪ پورې. | |||
د محصول تحلیلونه باید د 500 اوږدوالي د هرې برخې څخه د دوه اوږدوالي ټیوبونو څخه اخیستل شوي ازموینې نمونو په کارولو سره ترسره شي، یا د هغې یوه برخه، یا د فلیټ رول شوي سټاک دوه ټوټې د فلیټ رول شوي سټاک د ورته مقدار هر لاټ څخه.
د تناسلي نمونې باید د ازموینې میتودونو او تعریفونو A370، ضمیمه A2 د تطبیق وړ اړتیاو سره مطابقت ولري.
| د ASTM A501 درجې B تناسلي اړتیاوې | |||
| لیست | د دیوال ضخامت ملي میتر [په] | د ب درجه | |
| د کش کیدو ښه وړ، دقیقه، psi[MPa] | ټول | ۶۵۰۰۰ [۴۴۸] | |
| قوت ورکړئ، دقیقه، psi[MPa] | ≤۲۵ [۱] | ۴۶۰۰۰ [۳۱۵] | |
| >25 [1] او ≤ 50 [2] | ۴۵۰۰۰ [۳۱۰] | ||
| >۵۰ [۲] او ≤ ۷۶ [۳] | ۴۲،۵۰۰ [۲۹۰] | ||
| >۷۶ [۳] او ≤ ۱۰۰ [۴] | ۴۰،۰۰۰ [۲۸۰] | ||
| اوږدوالی، لږترلږه، % | - | 24 | |
| د انرژۍ اغېز | دقیقه،اوسط، فوټ/Ibf [J] | - | ۲۰ [۲۷] |
| دقیقه،مجرد، فوټ/Ibf [J] | - | ۱۴ [۱۹] | |
د تشنج ازموینې نمونې باید د بشپړ اندازې طول البلد ازموینې نمونې یا د طول البلد پټې ازموینې نمونې وي.
د ویلډ شوي ټیوب لپاره، د هر ډول اوږدوالي پټې ازموینې نمونې باید د ویلډ څخه لږترلږه 90 درجې لرې ځای څخه واخیستل شي او باید د ګیج اوږدوالي کې فلیټ کولو پرته چمتو شي.
د اوږدوالي پټې ازموینهد نمونو څخه باید ټول خارونه لرې شي.
د کشش ازموینې نمونې باید د سطحې نیمګړتیاوې ونه لري چې د کشش ځانګړتیاو په سمه ټاکلو کې مداخله وکړي.
د دیوال ضخامت ≤ 6.3 ملي میتر [0.25 انچه] د اغیزې ازموینې ته اړتیا نلري.
| د ASTM A501 ابعادي زغم | ||
| لیست | ساحه | یادښت |
| بهرنۍ قطر (OD) | ≤۴۸ ملي متره (۱.۹ انچه) | ±0.5 ملي متره [1/48 انچه] |
| >۵۰ ملي متره (۲ انچه) | ± ۱٪ | |
| د دیوال ضخامت (T) | ټاکل شوی دیوال ضخامت | ≥۹۰٪ |
| وزن | ټاکل شوی وزن | ۹۶.۵٪-۱۱۰٪ |
| اوږدوالی (L) | ≤۷ متره (۲۲ فوټه) | -۶ ملي متره (۱/۴ انچه) - +۱۳ ملي متره (۱/۲ انچه) |
| ۷-۱۴ متره (۲۲-۴۴ فوټه) | -۶ ملي متره (۱/۴ انچه) - +۱۹ ملي متره (۳/۴) | |
| مستقیموالی | اوږدوالی په امپیریل واحدونو (فوټ) کې دی | L/40 |
| د اوږدوالي واحدونه میټریک (متر) دي | لیتر/۵۰ | |
ساختماني ټیوبونه باید له نیمګړتیاوو څخه پاک وي او د ګرم رولینګ تولید پروسې په پایله کې یو نرم پای ولري.
کله چې د پایپ په سطحه د نیمګړتیاوو ژوروالی د نومول شوي دیوال ضخامت له 10٪ څخه ډیر وي، نو دا نیمګړتیاوې به غیر مطابقت لرونکي وګڼل شي. د ویلډینګ له لارې ترمیم یوازې هغه وخت اجازه لري کله چې د پیرودونکي او جوړونکي ترمنځ موافقه وشي. د ویلډینګ له لارې ترمیم کولو دمخه، هغه نیمګړتیاوې چې ترمیم کیږي باید په بشپړه توګه د پرې کولو یا ګرینډ کولو میتودونو له لارې لرې شي.
د ساختماني پایپ د ګرم ډوب ګالوانیز کولو لپاره، دا کوټینګ باید د مشخصاتو اړونده اړتیاو سره سم وي.ASTM A53.
د ساختماني ټیوبونو هر اوږدوالی باید د مناسبې طریقې سره نښه شي، لکه رولینګ، ټاپ کول، ټاپ کول، یا رنګ کول.
د ASTM A501 نښه کول باید لږترلږه لاندې معلومات ولري:
د جوړونکي نوم
برانډ یا سوداګریز نښه
اندازه
د معیار نوم (د خپرولو کال اړین نه دی)
درجه
د ساختماني ټیوبونو لپاره چې <50 ملي میتر [2 انچه] OD وي، دا اجازه لري چې د فولادو معلومات په هر بنډل پورې تړلي لیبل باندې نښه کړئ.
د ASTM A501 درجې B فولاد د تودوخې جوړولو تولید پروسې سره ځواک او انعطاف سره یوځای کوي، چې دا د مختلفو ساختماني غوښتنلیکونو لپاره مناسب کوي.
ودانۍ او جوړونه: معمولا په ودانیو او ساختماني کارونو کې کارول کیږي چیرې چې د قوي موادو لوړ ځواک او پایښت ته اړتیا وي. پدې کې ودانۍ، د سپورت لوبغالي، پلونه او نور جوړښتونه شامل دي.
صنعتي اسانتیاوې: د خپل لوړ ځواک له امله، دا په صنعتي تاسیساتو لکه فابریکو او ګودامونو کې د کارولو لپاره مناسب دی چیرې چې ساختماني بشپړتیا خورا مهمه ده.
د ترانسپورت زیربنا: دا درجه د ترانسپورتي زیربناوو په جوړولو کې کارول کیږي، پشمول د اورګاډي سټیشنونه، هوایی ډګرونه، او د لویو لارو اوور پاسونه.
ساختماني برخې: دا په عام ډول د ساختماني اجزاو لکه ستنو، بیمونو او ټرسونو په جوړولو کې هم کارول کیږي، کوم چې د مختلفو جوړښتونو چوکاټ جوړوي.
د تجهیزاتو تولید: د درنو تجهیزاتو او ماشینونو په تولید کې، دا د هغو برخو لپاره کارول کیدی شي چې لوړ ځواک لرونکي ساختماني برخو ته اړتیا لري.


تولیدونکی باید پیرودونکي ته د اطاعت سند ورکړي چې پکې ویل شوي وي چې محصول د دې مشخصاتو او د پیرود امر یا قرارداد کې مشخص شوي نورو اړتیاو سره سم نمونه اخیستل شوی، ازمول شوی او معاینه شوی او دا ټولې اړتیاوې پوره شوي دي. د اطاعت سند کې باید د صادرولو ځانګړی شمیره او کال شامل وي.
بوټاپ سټیل د چین څخه د لوړ کیفیت ویلډډ کاربن سټیل پایپ جوړونکی او عرضه کونکی دی، او همدارنګه د بې سیمه سټیل پایپ ذخیره کونکی دی.
بوټاپ سټیل د کیفیت لپاره قوي ژمنتیا لري او سخت کنټرولونه او ازموینې پلي کوي ترڅود محصول اعتبار ډاډمن کړئ. د دې تجربه لرونکي ټیم شخصي حلونه او متخصص ملاتړ چمتو کوي، د پیرودونکو رضایت باندې تمرکز سره. موږ ستاسو سره کار کولو ته سترګې په لار یو.







