
د JIS G 3454 فولادو ټیوبونهد کاربن فولادو ټیوبونه په عمده توګه د غیر لوړ فشار چاپیریالونو کې د کارولو لپاره مناسب دي چې بهرنۍ قطر یې له 10.5 ملي میتر څخه تر 660.4 ملي میتر پورې وي او د عملیاتي تودوخې درجه یې تر 350 ℃ پورې وي.
د نیویګیشن تڼۍ
د درجې طبقه بندي
د تولید پروسې
ګرم ډوب ګالوانیزینګ - سپین پایپ
د JIS G 3454 کیمیاوي جوړښت
د JIS G 3454 میخانیکي ځانګړتیاوې
د فلیټینګ ازموینه
د خمولو ازموینه
هیدرولیک ازموینه یا غیر ویجاړونکی ازموینه
ابعادي زغم
د JIS G3454 د پایپ وزن جدول او د پایپ مهالویش
بڼه
د JIS G 3454 سطحي پوښښ
نښه کول
د JIS G 3454 فولادو پایپ غوښتنلیکونه
زموږ اړوند محصولات
د درجې طبقه بندي
JIS G 3454 د بشپړ شوي فولادي پایپ د لږترلږه حاصل قوت سره سم دوه درجې لري.
STPG370، STPG410
د تولید پروسې
د ټیوب جوړولو پروسو او بشپړولو میتودونو د مناسب ترکیب په کارولو سره تولید شوی.
| د درجې سمبول | د تولید پروسې سمبول | ||
| د پایپ جوړولو پروسه | د بشپړولو طریقه | د زنک کوټینګ طبقه بندي | |
| د STPG370 معرفي کول د STPG410 معرفي کول | بې سیم:S د ویلډ شوي بریښنا مقاومت:E | ګرم پای ته رسېدل:H سړه پای ته رسېدل:C لکه څنګه چې د بریښنا مقاومت ویلډ شوی:G | تور پایپونه: هغه پایپونه چې د زنک پوښ نه لري سپین پایپونه: پایپونه چې د زنک پوښل شوي دي |
د سړې کار شوي فولادي پایپ باید د جوړولو وروسته انیل شي. که اړتیا وي، پیرودونکی کولی شي د STPG 410 مقاومت لرونکي ویلډ شوي فولادي پایپ د ویلډونو د تودوخې درملنه مشخص کړي.
که چیرې د مقاومت ویلډینګ کارول کیږي، نو د پایپ په داخلي او بهرنۍ سطحو کې ویلډونه باید لرې شي ترڅو د پایپ کنټور په اوږدو کې یو نرم ویلډ ترلاسه شي. په هرصورت، که چیرې د داخلي سطحې څخه ویلډ لرې کول ستونزمن وي، نو ویلډ شوی حالت ساتل کیدی شي.
ګرم ډوب ګالوانیزینګ - سپین پایپ
لپارهسپینپایپ(پایپونه چې د زنک پوښل شوي وي)، د تفتیش شوي سطحېتور پایپ(هغه پایپونه چې د زنک پوښ نه وي ورکړل شوی) باید د ګرم ډوب ګالوانیز کولو دمخه د شګو بلاسټینګ، اچار کولو، یا نورو درملنې سره پاک شي. د ګرم ډوب ګالوانیز کولو لپاره زنک باید د JIS H 2107 درجې 1 ډیسټیل شوي زنک انګټ یا د مساوي یا غوره کیفیت زنک وي.
د ګالوانیز کولو لپاره نور عمومي اړتیاوې د JIS H 8641 سره سم دي.
د JIS G 3454 کیمیاوي جوړښت
د تحلیلي ازموینو عمومي توکي او د نمونې اخیستلو او تحلیل طریقې باید د JIS G 0404 مادې 8 (کیمیاوي جوړښت) سره سم وي.
تحلیلي میتود باید د JIS G 0320 سره سم وي.
| د درجې سمبول | ج (کاربن) | سي (سیلیکون) | Mn (منګنیز) | فاسفورس | ایس (سلفر) |
| اعظمي | اعظمي | اعظمي | اعظمي | ||
| د STPG370 معرفي کول | ۰.۲۵٪ | ۰.۳۵٪ | ۰.۳۰-۰.۹۰٪ | ۰.۰۴٪ | ۰.۰۴٪ |
| د STPG410 معرفي کول | ۰.۳۰٪ | ۰.۳۵٪ | ۰.۳۰-۱.۰۰٪ | ۰.۰۴٪ | ۰.۰۴٪ |
د JIS G 3454 میخانیکي ځانګړتیاوې
د میخانیکي ازموینې لپاره عمومي اړتیاوې د JIS G 0404 بند 7 (عمومي اړتیاوې) او بند 9 (میخانیکي ملکیتونو) سره سم دي.
په هرصورت، د میخانیکي ازموینې لپاره د نمونې راټولولو طریقه باید د JIS G 0404 بند 7.6 (د نمونې راټولولو شرایط او نمونې)، ډول A سره سم وي.
د پایپ ټیسټران باید د JIS Z 2241 سره سم ازموینې ترسره کړي او د کشش ځواک، د حاصلاتو ځواک، او اوږدوالی باید د جدول 3 سره سم وي.
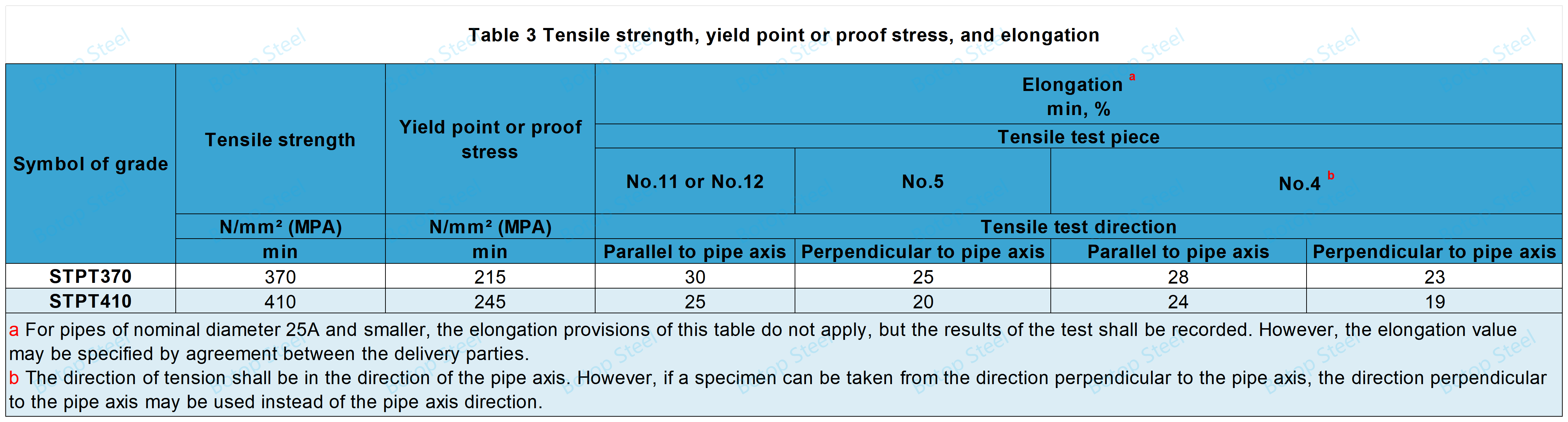
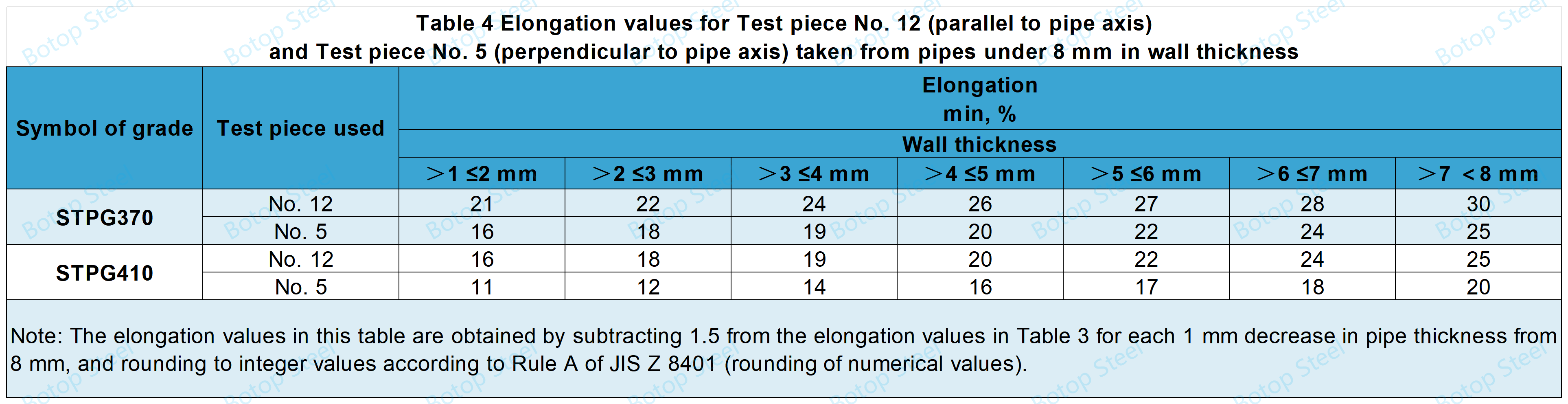
په هرصورت، د 8 ملي میتر څخه کم ټیوبونو لپاره، اوږدوالی باید د 12 نمبر یا 5 نمبر نمونو په کارولو سره د کشش ازموینې لپاره د جدول 4 سره سم وي.
د فلیټینګ ازموینه
د ازموینې تودوخه باید د خونې تودوخه (5 ~ 35 ℃) وي، نمونه د دوو فلیټ پلیټونو ترمنځ کیښودل کیږي او تر هغه وخته پورې فشار ورکول کیږي چې د پلیټونو ترمنځ فاصله H د ټاکل شوي ارزښت څخه کمه وي، کله چې نمونه فلیټ شي، وګورئ چې ایا د فولادو پایپ نمونې بلاک په سطحه کې درز شتون لري.
کله چې H=2/3D، د درزونو لپاره ویلډ وګورئ.
کله چې H=1/3D، د ویلډ سیون پرته په نورو برخو کې درزونه وګورئ.
بې سیمه فولادي پایپ ممکن د فلیټینګ ازموینې څخه معاف وي، مګر د پایپ فعالیت باید د احکامو سره سم وي.
د خمولو ازموینه
د هغو پایپونو لپاره چې بهرنۍ قطر یې ≤ 40A (48.6mm) وي د تطبیق وړ دي.
نمونه باید درز ونلري کله چې په 90 درجو کې کږ شي او داخلي شعاع یې د بهرني قطر څخه 6 ځله وي.
پیرودونکی کولی شي د پایپ د بهرني قطر څخه 180 ځله د کږوالي زاویه او/یا داخلي شعاع مشخص کړي.
د مقاومت لرونکي ویلډ شوي پایپونو لپاره، د ویلډ سیم باید د کږې له بهرنۍ برخې څخه نږدې 90 درجې موقعیت ولري.
هیدرولیک ازموینه یا غیر ویجاړونکی ازموینه
ټول پایپونه باید په هیدرولیک ډول ازمول شوي یا غیر تخریبي ډول ازمول شوي وي.
په هرصورت، د سپینو پایپونو لپاره، دا معمولا د ګالوانیز کولو دمخه ترسره کیږي.
هایدرو ټیسټینګ یا غیر تخریبي ازموینه د پایپ کیفیت کنټرول لپاره یوه مهمه وسیله ده ترڅو د نصب او کارولو پرمهال د پایپ خوندیتوب او اعتبار ډاډمن شي.
د هایدروسټاټیک ازموینه
په پایپ باندې د ټاکل شوي څخه لوړ هیدرولیک ټیسټ فشار واچوئ او لږترلږه د 5 ثانیو لپاره یې ونیسئ ترڅو وګورئ چې پایپ د فشار سره مقاومت کولی شي او ایا لیک کیږي.
| جدول 5 د هیدرولیک لږترلږه ازموینې فشار | ||||||
| د دیوال نومول شوی ضخامت | د مهالویش شمیره: Sch | |||||
| 10 | 20 | 30 | 40 | 60 | 80 | |
| د هیدرولیک ازموینې لږترلږه فشار، Mpa | ۲.۰ | ۳.۵ | ۵.۰ | ۶.۰ | ۹.۰ | 12 |
غیر تخریبي ازموینه
د الټراسونیک ازموینې (UT) طریقه باید د JIS G 0582 سره سم وي. په هرصورت، د مصنوعي نیمګړتیاوو د UD طبقه بندي په پرتله یو ډیر سخت ازموینه هم کارول کیدی شي.
د ایډي اوسنی ازموینې (ET) طریقه باید د JIS G 0583 سره سم وي. په هرصورت، دا د EY مصنوعي نیمګړتیاو طبقه بندي په پرتله د ډیر سخت ازموینې سره هم بدلیدلی شي.
البته، د نورو غیر تخریبي ازموینې میتودونه چې معیارونه پوره کوي پرځای یې غوره کیدی شي.
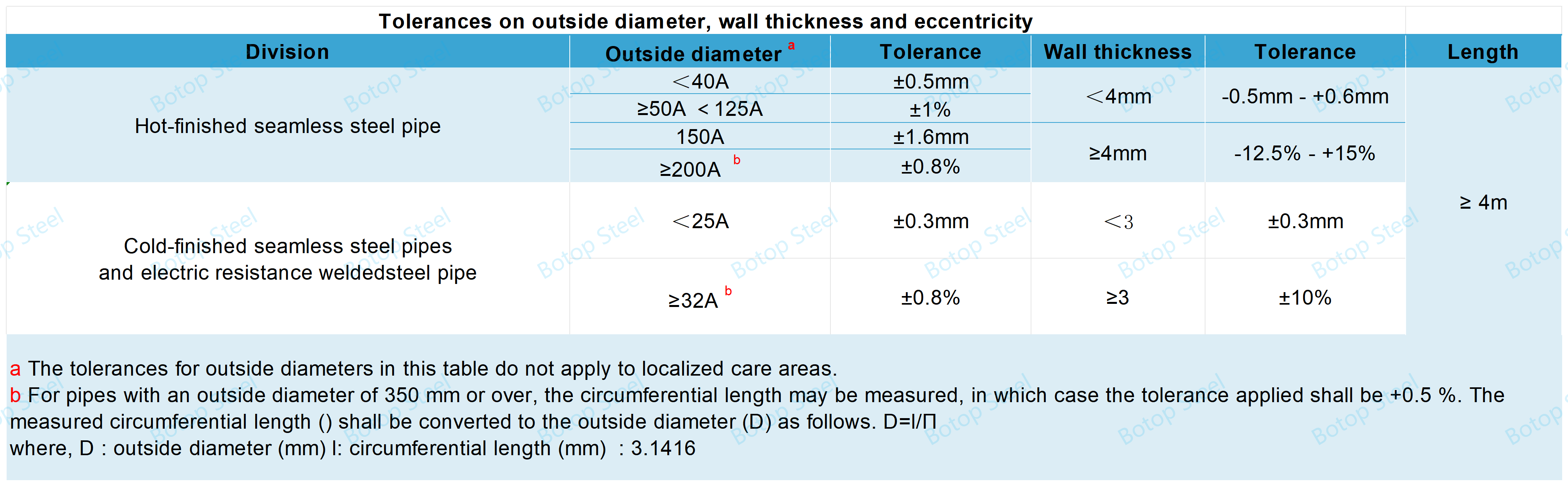
ابعادي زغم
د مقاومت لرونکي ویلډ شوي فولادي پایپونو د ضخامت په اړه منفي زغم یوازې د مقاومت لرونکي ویلډ شوي فولادي پایپ ویلډونو لپاره پلي کیږي؛ مثبت زغم نه پلي کیږي.
د JIS G3454 د پایپ وزن جدول او د پایپ مهالویش
د فولادو پایپ وزن محاسبه فورمول
W=0.02466t(Dt)
W: د پایپ واحد وزن (کیلوګرام/متر)
t: د پایپ دیوال ضخامت (ملي میتر)
D: د پایپ بهرنۍ قطر (ملي متره)
۰.۰۲۴۶۶: د W ترلاسه کولو لپاره د تبادلې فکتور
پورته فورمول د فولادو ټیوبونو د کثافت 7.85 g/cm³ پر بنسټ یو بدلون دی او پایلې یې درې د پام وړ ارقامو ته ګردي شوي دي.
د فولادو پایپ وزن جدول
د پایپ وزن چارټونه د پایپ لاین ډیزاین، انجینرۍ، تدارکاتو او جوړولو په پروسه کې خورا مهم رول لوبوي، او د پایپ لاین انجینرۍ کې یو لازمي او مهم حواله ده.
د پایپ مهالویشونه
د پایپ مهالویش یو جدول دی چې د پایپ ابعاد معیاري کولو لپاره کارول کیږي، معمولا د پایپ دیوال ضخامت او نومول شوي قطر مشخص کولو لپاره.
په JIS G 3454 کې 10، 20، 30، 40، 60 او 80 مهالویش.
په اړه نور معلومات ترلاسه کړئد پایپ وزنونه او د پایپ مهالویشونهد معیاري شوي دننه.
بڼه
پایپ باید اساسا مستقیم وي او پایونه یې باید اساسا د پایپ محور ته عمودي وي.
د پایپ داخلي او بهرنۍ سطحې باید ښه پای ولري او له هغو نیمګړتیاوو څخه پاک وي چې د کارولو لپاره نامناسب وي.
د سطحې درملنه د سطحې نیمګړتیاوو سره د مقابلې لپاره د پیسولو، ماشین کولو او نورو میتودونو له لارې ترسره کیدی شي، مګر د درملنې وروسته ضخامت د لږترلږه ضخامت څخه کم نه وي، او د پایپ شکل ثابت پاتې کیږي.
د JIS G 3454 سطحي پوښښ
د فولادو پایپونو داخلي او بهرنۍ سطحې د زنګ ضد کوټینګونو سره پوښل کیدی شي، لکه د زنک بډایه کوټینګونه، ایپوکسی کوټینګونه، پرائمر کوټینګونه، 3PE، او FBE.
نښه کول
هغه فولادي ټیوبونه چې تفتیش یې پاس کړی وي باید د ټیوب په ټیوب کې لاندې معلوماتو سره نښه شي. په هرصورت، که چیرې د ټیوبونو کوچنی بهرنی قطر د هر ټیوب په انفرادي ډول نښه کول ستونزمن کړي، نو ټیوبونه کیدای شي بنډل شي او هر بنډل په مناسب ډول په نښه شي.
د نښه کولو ترتیب مشخص شوی نه دی. سربیره پردې، ځینې توکي ممکن د تحویلۍ اړخونو ترمنځ د موافقې له مخې حذف شي، په دې شرط چې محصول وپیژندل شي.
الف) د درجې سمبول
ب) د تولید پروسې سمبول
د تولید پروسې سمبول باید په لاندې ډول وي. ډشونه کولی شي د خالي ځایونو سره بدل شي.
ګرم بشپړ شوی بې سیمه فولادي پایپ:-ش
سړه پای ته رسېدلې بې سیمه فولادي پایپ:- د ایس سي
د بریښنا مقاومت ویلډ شوي فولادي پایپ په توګه:-ای جي
ګرم پای ته رسېدلی برقي مقاومت لرونکی ویلډ شوی فولادي پایپ:-ایچ
د سړې هوا سره د بریښنا مقاومت ویلډ شوي فولادي پایپ:-ای سي
ج) ابعاد، د نوملړ قطر × نوملړ دیوال ضخامت، یا بهرنۍ قطر × د دیوال ضخامت لخوا څرګند شوي.
د) د تولیدونکي نوم یا د پیژندنې نښه
بېلګه: BOTOP JIS G 3454-SH STPG 370 50A×SHC40 د تودوخې شمیره 00001
د JIS G 3454 فولادو پایپ غوښتنلیکونه
د JIS G 3454 معیاري فولادو پایپونه په مختلفو صنعتي او ساختماني برخو کې پراخه غوښتنلیکونه لري، چې په عمده توګه د مختلفو مایع رسنیو لیږدولو لپاره کارول کیږي.
د اوبو رسولو سیسټمونه:د JIS G 3454 معیاري فولادي پایپونه د ښاروالۍ د اوبو رسولو سیسټمونو، صنعتي اوبو رسولو سیسټمونو او نورو کې د پاکو نل اوبو یا درملنې شوي اوبو لیږدولو لپاره کارول کیدی شي.
د HVAC سیسټمونه:دا فولادي پایپونه په عام ډول د HVAC سیسټمونو کې د سړو اوبو یا ګرمو اوبو رسولو لپاره هم کارول کیږي.
د فشار رګونه:د JIS G 3454 فولادي پایپونه په ځینو فشاري رګونو او بویلرونو کې هم کارول کیږي.
کیمیاوي نباتات:دا د مختلفو کیمیاوي رسنیو د لیږدولو لپاره کارول کیدی شي.
د تیلو او ګازو صنعت:که څه هم JIS G 3454 په عمده توګه د ټیټ فشار ترانسپورت لپاره مناسب دی، دا ممکن د تیلو او ګازو صنعت کې د لږ تقاضا لرونکو غوښتنلیکونو کې هم وکارول شي.
موږ د چین څخه د لوړ کیفیت ویلډ شوي کاربن فولادو پایپ جوړونکي او عرضه کوونکي یو، او همدارنګه د بې سیمه فولادو پایپ سټاکیسټ یو، چې تاسو ته د فولادو پایپ حلونو پراخه لړۍ وړاندې کوو!
ټګونه: JIS G 3454، STPG، SCH، کاربن پایپ، سپین پایپ، تور ټیوب، عرضه کوونکي، جوړونکي، فابریکې، سټاکیسټان، شرکتونه، عمده پلور، پیرود، قیمت، نرخ، لویه برخه، د پلور لپاره، لګښت.
د پوسټ وخت: می-۰۱-۲۰۲۴