
د JIS G 3452 فولادو پایپد کاربن فولادو پایپ لپاره د جاپان معیار دی چې د بخار، اوبو، تیلو، ګاز، هوا او نورو د لیږد لپاره نسبتا ټیټ کاري فشار سره پلي کیږي.
دا د هغو پایپونو لپاره مناسب دی چې بهرنۍ قطر یې 10.5 ملي میتر-508.0 ملي میتر وي.

د نیویګیشن تڼۍ
د JIS G 3452 د درجې او تولیدي پروسو سمبول
د JIS G 3452 پایپ پای ډول
د JIS G 3452 کیمیاوي جوړښت
د JIS G 3452 میخانیکي ځانګړتیاوې
د فلیټ کولو ملکیت
د انعطاف وړتیا
د هیدرولیک ازموینه یا غیر تخریبي ازموینه (NDT)
د پایپ وزن چارټ او ابعادي زغم
د فولادو پایپ بڼه
د JIS G 3452 څخه ګالوانیز شوی
د JIS G 3452 نښه کول
د JIS G 3452 اصلي غوښتنلیکونه
اړونده معیارونه
زموږ اړوند محصولات
د JIS G 3452 د درجې او تولیدي پروسو سمبول
پایپونه باید د پایپونو د تولید پروسو او د پای ته رسولو د غوره شویو میتودونو د مناسب ترکیب سره جوړ شي.
| د درجې سمبول | د تولید پروسې سمبول | د زنک کوټینګ طبقه بندي | ||
| د پایپ جوړولو پروسه | د بشپړولو طریقه | نښه کول | ||
| د SGP | د ویلډ شوي بریښنا مقاومت:E بټ ویلډ شوی:B | ګرم پای ته رسېدل:H سړه پای ته رسېدل:C لکه څنګه چې د بریښنا مقاومت ویلډ شوی:G | لکه څنګه چې ورکړل شوی۱۳ ب). | تور پایپونه: هغه پایپونه چې د زنک پوښ نه لري سپین پایپونه: پایپونه چې د زنک پوښل شوي دي |
پایپونه باید په نورمال ډول د تولید شوي په توګه وسپارل شي. سړه کاري شوې پایپ باید د جوړولو بشپړیدو وروسته انیل شي.
که چیرې د مقاومت ویلډینګ جوړولو پروسه وکارول شي، نو د پایپ دننه او بهر سطحو څخه باید ویلډونه لرې شي ترڅو د پایپ په شکل کې یو نرم ویلډ ترلاسه شي. که دا د تجهیزاتو یا پایپ قطر محدودیتونو له امله وي نو په داخلي سطحه د ویلډ مڼې لرې کیدی نشي.

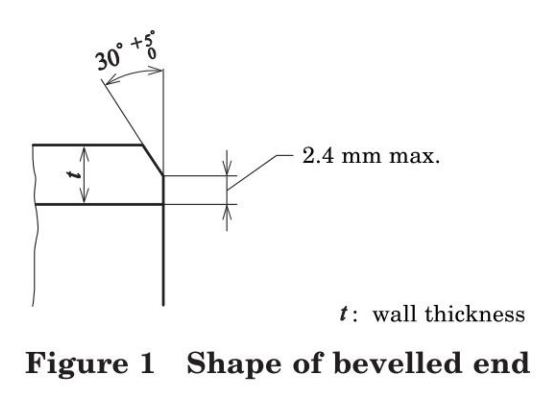
د JIS G 3452 پایپ پای ډول
د پایپ پای انتخاب
د DN≤300A/12B لپاره د پایپ پای ډول: تار شوی یا فلیټ پای.
د DN≤350A/14B لپاره د پایپ پای ډول: فلیټ پای.
که چیرې پیرودونکی د بیول شوي پای ته اړتیا ولري، د بیول زاویه 30-35 درجې ده، د فولادو پایپ څنډې د بیول پلنوالی: اعظمي حد 2.4 ملي متره.
یادونه: په JIS G 3452 کې، د A لړۍ او B لړۍ د نومول شوي قطر DN شتون لري. چیرته چې A د DN سره مساوي وي، واحد mm دی؛ B د NPS سره مساوي وي، واحد په کې دی.
د تار شوي پایپ پایونو لپاره اړتیاوې
تار لرونکي پایپونه باید د پایپ پایونو ته د JIS B 0203 کې مشخص شوي ټیپر تارونو په ورکولو سره تولید شي، او د تار شوي پایونو څخه یو یې د پیچ شوي ډول فټینګ (له دې وروسته د ساکټ په نوم یادیږي) سره نصب شي چې د JIS B 2301 یا JIS B 2302 سره مطابقت ولري.
د پایپ پای چې ساکټ نلري باید د تار محافظتي حلقه یا نورو مناسبو وسیلو سره خوندي شي.
که چیرې د پیرودونکي لخوا مشخص شوي وي، د تار لرونکي پایپونه پرته له ساکټونو څخه چمتو کیدی شي. د ټیپر تارونو تفتیش باید د JIS B 0253 سره سم وي.
د JIS G 3452 کیمیاوي جوړښت
د کیمیاوي تحلیل او د تودوخې تحلیل لپاره د نمونې اخیستلو میتودونو عمومي اړتیاوې باید د JIS G 0404 بند 8 سره سم وي. د تودوخې تحلیل میتود باید د JIS G 0320 معیارونو سره سم وي.
| د درجې سمبول | فاسفورس | ایس (سلفر) |
| د SGP | اعظمي 0.040٪ | اعظمي 0.040٪ |
د فاسفورس او سلفر لوړه کچه د فولادو کاري وړتیا او میخانیکي ملکیتونه کموي او په ځانګړي ډول د ویلډینګ پرمهال د ماتیدو خطر لري. له همدې امله، د کاربن فولادو پایپونو کیفیت او ویلډینګ وړتیا د فاسفورس او سلفر مینځپانګې محدودولو سره تضمین کیدی شي.
د اړتیا په صورت کې نور الیاژ عناصر هم اضافه کیدی شي.
د JIS G 3452 میخانیکي ځانګړتیاوې
د میخانیکي ازموینو لپاره عمومي اړتیاوې باید د JIS G 0404 د 7 او 9 بندونو سره سم وي. په هرصورت، د JIS G 0404 په 7.6 کې ورکړل شوي نمونې اخیستلو میتودونو څخه، یوازې د نمونې اخیستلو میتود A پلي کیږي.
د تناسلي ازموینه: د ازموینې طریقه باید د JIS Z 2241 معیارونو سره سم وي.
| د درجې سمبول | د کش کیدو ښه وړ | اوږدوالیa لږترلږه، % | ||||||
| د ازموینې ټوټه | ازموینه لوري | د دیوال ضخامت، ملي میتر | ||||||
| N/ملي متر² (MPA) | >۳ ≤۴ | >۴ ≤۵ | >۵ ≤۶ | >۶ ≤۷ | >۷ | |||
| د SGP | ۲۹۰ دقیقې | ۱۱ شمېره | د پایپ محور سره موازي | 30 | 30 | 30 | 30 | 30 |
| ۱۲ شمېره | د پایپ محور سره موازي | 24 | 26 | 27 | 28 | 30 | ||
| شمېره ۵ | د پایپ محور ته عمودي | 19 | 20 | 22 | 24 | 25 | ||
| aد 32A یا له هغه څخه کم قطر لرونکي پایپونو لپاره، پدې جدول کې د اوږدوالي ارزښتونه نه پلي کیږي، که څه هم د دوی د اوږدوالي ازموینې پایلې باید ثبت شي. پدې حالت کې، د اوږدوالي اړتیا چې د پیرودونکي او تولید کونکي ترمنځ موافقه شوې وي پلي کیدی شي. | ||||||||
د فلیټ کولو ملکیت
د خونې په تودوخه (5℃~35℃) کې، ویلډ د کمپریشن لوري ته عمودي وي. نمونه د دوو پلیټ فارمونو ترمنځ تر هغه وخته پورې فشار کړئ تر څو چې د پلیټ فارمونو ترمنځ فاصله H د مرکزي فولادو پایپ د بهرني قطر دوه پر دریمه برخه ته ورسیږي، او بیا د درزونو لپاره وګورئ.
د انعطاف وړتیا
کله چې DN≤50A وي، د کږولو ازموینه ترسره کړئ.
کله چې د پایپ د بهرني قطر څخه 6 ځله د 90 درجو داخلي شعاع ته کږ شي، د ازموینې ټوټه باید هیڅ درزونه رامینځته نکړي. د کږولو دمخه، د کږولو زاویه له مستقیم موقعیت څخه اندازه کړئ.
د هیدرولیک ازموینه یا غیر تخریبي ازموینه (NDT)
هر پایپ باید د هیدرولیک ټیسټ یا غیر تخریبي ټیسټ وي.
هیدرولیک ازموینه
پایپ باید لږترلږه د 5 ثانیو لپاره د 2.5MPa سره مقاومت وکړي، پرته له لیکیدو څخه.
غیر تخریبي ازموینه
د غیر تخریبي ازموینې ځانګړتیاوې د الټراسونک یا ایډي اوسني تفتیش لپاره کارول کیدی شي، او پایپ باید لاندې غیر تخریبي ازموینې ځانګړتیاوې پوره کړي.
د الټراسونیک معاینې لپاره، د JIS G 0582 کې مشخص شوي حوالې نمونې چې د UE ټولګي حوالې معیارونه لري باید د الارم کچې په توګه وکارول شي؛ د پایپ څخه هر سیګنال چې د الارم کچې سره مساوي یا ډیر وي باید د الارم کچې په توګه وکارول شي. سیګنال باید د الارم کچې په توګه وکارول شي؛ د پایپ لاین څخه هر سیګنال چې د الارم کچې سره مساوي یا ډیر وي باید د ردولو لامل شي.
د ایډي اوسني تفتیش لپاره، د حوالې نمونو څخه سیګنالونه چې د EZ کټګورۍ د حوالې معیارونه لري لکه څنګه چې په JIS G 0583 کې مشخص شوي باید د الارم کچې په توګه وکارول شي؛ د پایپ لاین څخه د الارم کچې سره مساوي یا لوی هر سیګنال به د ردولو دلیل وي. د الارم کچې په توګه به کار وکړي؛ د پایپ لاین څخه هر سیګنال چې د الارم کچې سره مساوي یا لوی وي باید د ردولو لامل شي. د تولید کونکي په اختیار کې، د بیان شوي حوالې معیار سیګنال څخه ښکته د الارم شدیده کچه کارول کیدی شي.
د ازموینې نورې غیر تخریبي طریقې هم کارول کیدی شي، د بیلګې په توګه د اتوماتیک فلکس لیک کشف لپاره لکه څنګه چې په JIS G 0586 کې مشخص شوي.
د پایپ وزن چارټ او ابعادي زغم
د فولادو پایپ وزن محاسبه فورمول
فرض کړئ چې د فولادو ۱ سانتي متره وزن ۷.۸۵ ګرامه دی
W=0.02466t(Dt)
W: د پایپ واحد وزن (کیلوګرام/متر)؛
t: د پایپ دیوال ضخامت (ملي میتر)؛
D: د پایپ بهرنۍ قطر (ملي میتر)؛
۰.۰۲۴۶۶: د W ترلاسه کولو لپاره د تبادلې فکتور؛
د JIS Z 8401، قاعدې A سره سم درې د پام وړ ارقامو ته ګرد شوی.
د پایپ وزن چارټ او ابعادي زغم
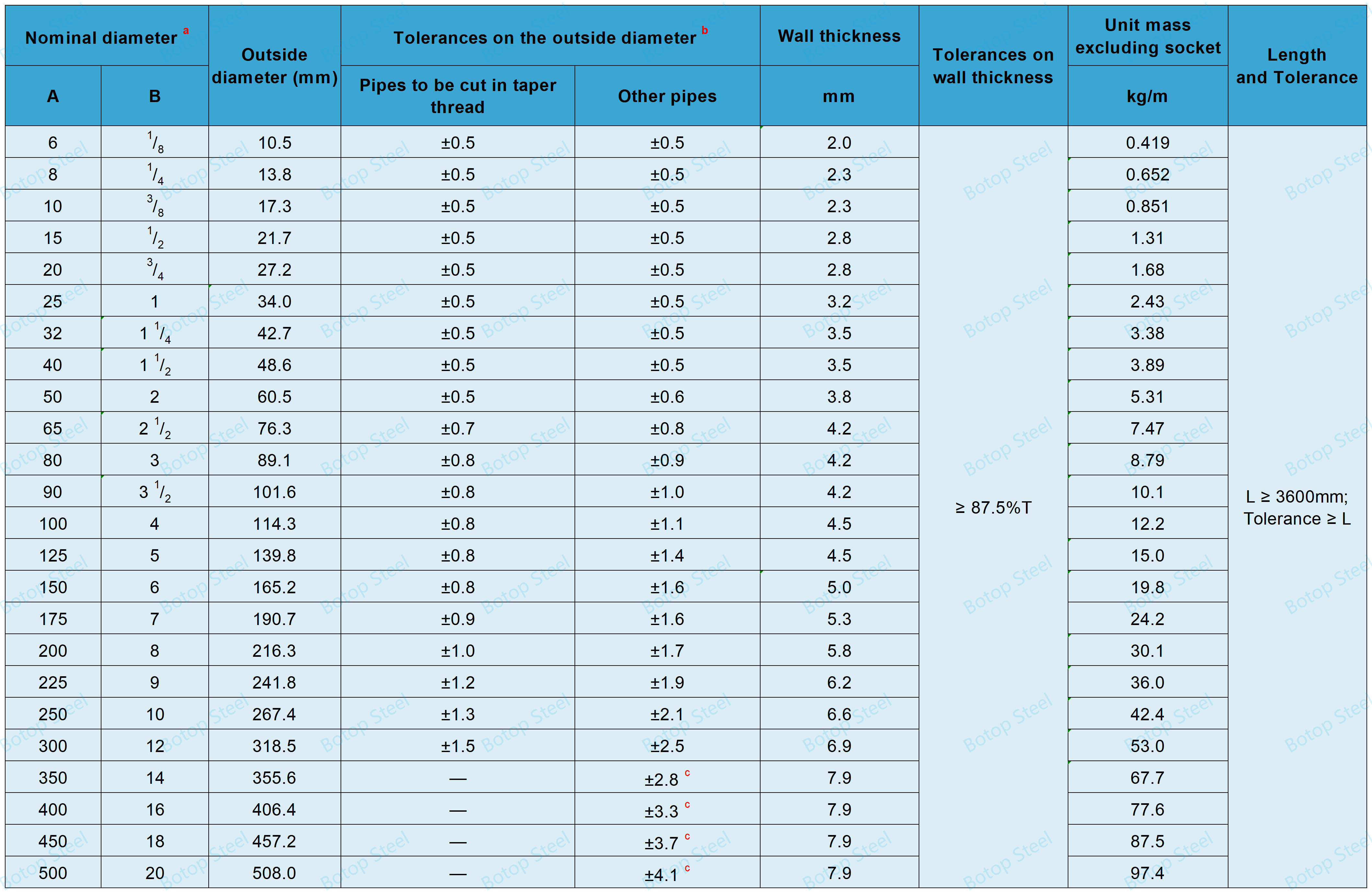
aنومول شوی قطر باید د A یا B نومونو سره سم وي او د A یا B توري په ضمیمه کولو سره څرګند شي، هر هغه نوم چې کارول کیږي، د قطر د شمیرې وروسته.
bد محلي ترمیم شویو برخو لپاره، پدې جدول کې زغم نه پلي کیږي.
cد 350A یا له هغه څخه پورته نومول شوي قطر لرونکي پایپونو لپاره، د بهرني قطر اندازه کول ممکن د محیطي اوږدوالي اندازه کولو سره بدل شي، په دې حالت کې د تطبیق وړ زغم باید 0.5٪ وي. اندازه شوی محیطي اوږدوالی (I) باید د لاندې فورمول په کارولو سره بهرني قطر (D) ته واړول شي.
د = ل / Π
D: بهرنۍ قطر (ملي متره)؛
l: د احاطې اوږدوالی (ملي میتر)؛
Π: ۳.۱۴۱۶.
د فولادو پایپ بڼه
بڼه
د پایپ داخلي او بهرنۍ سطحې باید نرمې او له هغو نیمګړتیاوو څخه پاکې وي چې د کارولو لپاره نامناسب وي.
پایپ باید مستقیم وي، او پایونه یې د پایپ محور ته په ښي زاویو کې وي.
د عیب ترمیم
تور پایپ (د زنګ وهلو ضد درملنې پرته د فولادو پایپ) ممکن د ګرینډینګ، ماشین کولو یا نورو میتودونو له لارې ترمیم شي، او ترمیم شوی سطح باید د پایپ شکل سره نرم وي.
په هرصورت، د ترمیم شوي دیوال ضخامت د ټاکل شوي زغم دننه ساتل کیږي.
د سطحې پوښښ
د پایپ دواړه سطحې یا دواړه پوښل کیدی شي د بیلګې په توګه، د زنک بډایه پوښ، ایپوکسی پوښ، د پریمر پوښ، 3PE، FBE، او داسې نور.

د JIS G 3452 څخه ګالوانیز شوی
ګرم ډوب ګالوانیزینګ
د فولادو پایپونه، که چیرې ګالوانیز شوي وي، د تارونو پایپونه او ساکټونه باید د تارونو د ټینګولو دمخه د زنک سره پوښل شي.
د فولادو سطحې بشپړه پاکول د شګو بلاسټینګ، اچار کولو او داسې نورو په واسطه، او بیا د ګرمې ډوب ګالوانیزینګ په واسطه.
د زنک پوښلو لپاره، د JIS H 2107 کې مشخص شوي د زنک د لومړۍ ټولګي تقطیر شوي انګوټ یا زنک باید لږترلږه د دې سره مساوي کیفیت ولري.
د زنک کوټینګ لپاره نور عمومي اړتیاوې په JIS H 8641 کې مشخص شوي دي.
د ګالوانیزیشن تجربه
د ازموینې طریقه د JISH0401 د شپږمې مادې کې مشخص شوي ازموینې میتود سره سم، نمونه د مسو سلفیټ محلول کې د 1 دقیقو 5 ځله لپاره ډوب کیږي، او نمونه معاینه کیږي ترڅو وګوري چې ایا دا پای ته رسیږي.
د JIS G 3452 نښه کول
د لوګو محتوا لږترلږه لاندې عناصر لري، چې ترتیب یې په آزاده توګه تنظیم کیدی شي.
الف) د درجې سمبول (SGP)
ب) د تولید پروسې سمبول
د تولید پروسې سمبول باید په لاندې ډول وي.ډشبورډونه د خالي ځایونو سره بدلیدلی شي.
د بریښنا مقاومت ویلډ شوي فولادي پایپ په توګه: -EG
ګرم پای ته رسېدلی برقي مقاومت لرونکی ویلډ شوی فولادي پایپ: -EH
د سړې هوا سره د بریښنا مقاومت ویلډ شوي فولادي پایپ: -EC
د بټ ویلډ شوي فولادي پایپ: -B
ج) ابعاد، د نوملړ قطر په واسطه څرګند شوي
د) د تولیدونکي نوم یا د پیژندنې نښه
بېلګه: BOTOP JIS G 3452-EG SGP 500A*7.9*12000MM پایپ نمبر 001
د JIS G 3452 اصلي غوښتنلیکونه
د JIS G 3452 فولادي پایپونه په عمده توګه د اوبو، ګاز، تیلو، بخار او نورو عمومي موخو لپاره د لیږد لپاره کارول کیږي. دا پایپونه معمولا په ساختماني، ماشینري، موټرو، کښتیو او نورو برخو کې کارول کیږي.
د تیلو او ګازو صنعت: د تیلو، طبیعي ګاز، مایع پټرولیم ګاز، او نورو د لیږد لپاره د پایپ سیسټمونو کې کارول کیږي.
د ساختماني صنعت: د ودانیو په جوړښتونو کې د هیدرولیک سیسټمونو، د اوبو رسولو پایپونو، د تودوخې سیسټمونو، د هوایی کنډیشن سیسټمونو او نورو لپاره کارول کیږي.
د ماشینونو جوړول: په هیدرولیک سیسټمونو، نیوماتیک سیسټمونو، د میخانیکي تجهیزاتو د لیږد پایپ لاینونو او نورو کې کارول کیږي.
د موټرو جوړول: د موټرو د وتلو سیسټم، د سونګ سیسټم، هیدرولیک سیسټم، او داسې نورو کې کارول کیږي.
د کښتۍ جوړول: د پایپ سیسټمونو، د کښتیو د کیبن جوړښت، او داسې نورو کې کارول کیږي.
کیمیاوي صنعت: په کیمیاوي فابریکو کې د ترانسپورت پایپونو، ری ایکټرونو او نورو لپاره کارول کیږي.
د ښاروالۍ انجینرۍ: د ښاري اوبو رسولو، فاضله اوبو، فاضله موادو د پاکولو او نورو لپاره د پایپ سیسټمونو کې کارول کیږي.
اړونده معیارونه
ASTM A53/A53M, DIN 2440, EN 10255, GB/T 3091, BS 1387, ISO 65, NFA 49-146,AS/NZS ۱۱۶۳، API 5L، ASTM A106/A106M، EN 10216-1، GB 8163.
زموږ اړوند محصولات
موږ د چین څخه د ویلډ شوي کاربن فولادو پایپ او بې سیمه فولادو پایپ جوړونکو او عرضه کونکو څخه یو، د لوړ کیفیت فولادو پایپونو پراخه لړۍ په سټاک کې لرو، موږ ژمن یو چې تاسو ته د فولادو پایپ حلونو بشپړ لړۍ چمتو کړو. د نورو محصولاتو توضیحاتو لپاره، مهرباني وکړئ له موږ سره اړیکه ونیسئ، موږ ستاسو د اړتیاو لپاره د فولادو غوره پایپ انتخابونو موندلو کې ستاسو سره د مرستې لپاره سترګې په لار یو!
ټګونه: jis g 3452، sgp، erw، عرضه کوونکي، تولیدونکي، فابریکې، سټاکیسټان، شرکتونه، عمده پلور، پیرود، قیمت، نرخ، لویه برخه، د پلور لپاره، لګښت.
د پوسټ وخت: اپریل-۲۸-۲۰۲۴