



ASTM A335 P91, também conhecido comoASME SA335 P91, é um tubo de aço liga ferrítico sem costura para serviço em alta temperatura, UNS No. K91560.
Possui um mínimoresistência à tração de 585 MPa(85 ksi) e um mínimolimite de escoamento de 415 MPa(60 ksi).
P91Contém principalmente elementos de liga como cromo e molibdênio, e uma variedade de outros elementos de liga são adicionados, pertencendo aoaço de alta liga, por isso possui super resistência e excelente resistência à corrosão.
Além disso, o P91 está disponível em dois tipos,Tipo 1eTipo 2e é comumente utilizado em usinas de energia, refinarias, instalações químicas, equipamentos críticos e tubulações em ambientes de alta temperatura e alta pressão.
O tubo de aço P91 é classificado em dois tipos: Tipo 1 e Tipo 2.
Ambos os tipos são iguais em termos de propriedades mecânicas e outros requisitos, como tratamento térmico.com pequenas diferenças na composição química e no foco da aplicação específica..
Composição químicaEm comparação com o Tipo 1, a composição química do Tipo 2 é mais rigorosa e contém mais elementos de liga para proporcionar melhor resistência ao calor e à corrosão.
AplicaçõesDevido à sua composição química otimizada, o Tipo 2 é mais adequado para temperaturas extremamente elevadas ou ambientes mais corrosivos, ou em aplicações onde são necessárias maior resistência e durabilidade.
O tubo de aço ASTM A335 deve sersem costura.
O processo de fabricação sem emendas é categorizado emacabamento quenteedesenhado a frio.
Abaixo encontra-se um diagrama do processo de acabamento a quente.

Em particular, o P91, um tubo de aço de alta liga, frequentemente utilizado em ambientes agressivos sujeitos a altas temperaturas e pressões, é um tubo de aço sem costura que apresenta tensões uniformes e pode ser fabricado com paredes espessas, garantindo assim maior segurança e melhor relação custo-benefício.
P91 Todos os tubos devem ser tratados termicamente para otimizar a microestrutura do tubo, melhorar suas propriedades mecânicas e aumentar a resistência a altas temperaturas e pressões.
| Nota | Tipo de tratamento térmico | Temperatura de normalização | Temperatura de têmpera |
| P91 Tipo 1 e Tipo 2 | normalizar e temperar ou | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 ~ 1470 ℉ [730 - 800 ℃] |
| têmpera e revenimento | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 - 1470 ℉ [730 - 800 ℃] |
Componentes químicos do tipo P91 1
| Nota | Composição, % | ||||||
| P91 Tipo 1 | C | Mn | P | S | Si | Cr | Mo |
| 0,08 - 0,12 | 0,30 - 0,60 | 0,020 máx. | 0,010 máx. | 0,20 - 0,50 | 8:00 - 9:50 | 0,85 - 1,05 | |
| V | N | Ni | Al | Nb | Ti | Zr | |
| 0,18 - 0,25 | 0,030 - 0,070 | 0,40 máx. | 0,02 máx. | 0,06 - 0,10 | 0,01 máx. | 0,01 máx. | |
Componentes químicos do tipo P91 2
| Nota | Composição, % | ||||||
| Componentes químicos do produto P91 Tipo 2 | C | Mn | P | S | Si | Cr | Mo |
| 0,07 - 0,13 | 0,30 - 0,50 | 0,020 máx. | 0,005 máximo | 0,20 - 0,40 | 8:00 - 9:50 | 0,80 - 1,05 | |
| V | Ni | Al | N | Relação N/Al | Nb | Ti | |
| 0,16 - 0,27 | 0,20 máx. | 0,02 máx. | 0,035 - 0,070 | ≥ 4,0 | 0,05 - 0,11 | 0,01 máx. | |
| Zr | Sn | Sb | As | B | W | Cu | |
| 0,01 máx. | 0,01 máx. | 0,003 máximo | 0,01 máx. | 0,001 máximo | 0,05 máximo | 0,10 máx. | |
Com as duas imagens acima, é fácil perceber a diferença entre os elementos químicos do Tipo 1 e do Tipo 2 e suas respectivas restrições.
1. Propriedade de tração
O ensaio de tração é comumente usado para medir aresistência ao escoamento, resistência à tracção, ealongamenton do programa experimental de tubos de aço, e é amplamente utilizado no teste de propriedades de materiais.
| P91 Tipo 1 e Tipo 2 | |||
| Resistência à tracção | 85 ksi [585 MPa] min | ||
| Limite de escoamento | 60 ksi [415 MPa] min | ||
| Alongamento | Requisitos de alongamento | Longitudinal | Transversal |
| Alongamento em 2 pol. ou 50 mm (ou 4D), mínimo, %; Alongamento mínimo básico para paredes com espessura igual ou superior a 8 mm (6 pol.), em ensaios de tiras, e para todas as dimensões pequenas testadas em seção transversal completa. | 20 | — | |
| Quando se utiliza um corpo de prova padrão redondo de 2 polegadas ou 50 mm de comprimento de referência, ou um corpo de prova proporcionalmente menor com comprimento de referência igual a 4D (quatro vezes o diâmetro). | 20 | 13 | |
| Para ensaios de tiras, deve ser feita uma dedução, para cada redução de 1/32 pol. [0,8 mm] na espessura da parede abaixo de 5/16 pol. [8 mm] do alongamento mínimo básico, da seguinte porcentagem. | 1 | — | |
2. Dureza
Diversos métodos de teste de dureza podem ser utilizados, incluindo Vickers, Brinell e Rockwell.
| Nota | Brinell | Vickers | Rockwell |
| P91 Tipo 1 e Tipo 2 | 190 - 250 HBW | 196 - 265 HV | 91 HRBW - 25HRC |
Espessura da parede <0,065 pol. [1,7 mm]: Não é necessário teste de dureza;
0,065 pol. [1,7 mm] ≤ espessura da parede <0,200 pol. [5,1 mm]: Deve ser utilizado o teste de dureza Rockwell;
Espessura da parede ≥ 0,200 pol. [5,1 mm]: uso opcional do teste de dureza Brinell ou do teste de dureza Rockwell.
O teste de dureza Vickers é aplicável a tubos de todas as espessuras de parede. O método de teste é realizado de acordo com os requisitos da norma E92.
3. Teste de achatamento
Os experimentos devem ser conduzidos de acordo com a Seção 20 da norma ASTM A999.
4. Teste de Flexão
Dobre a peça a 180° à temperatura ambiente; não devem aparecer rachaduras na parte externa da peça dobrada.
Tamanho > NPS25 ou D/t ≥ 7,0: O teste de flexão deve ser realizado sem o teste de achatamento.
5. P91 Programas Experimentais Opcionais
Os seguintes itens experimentais não são itens de teste obrigatórios; se necessários, podem ser definidos mediante negociação.
S1: Análise do Produto
S3: Teste de Achatamento
S4: Testes de estrutura metálica e corrosão
S5: Fotomicrografias
S6: Fotomicrografias de peças individuais
S7: Tratamento térmico alternativo - Grau P91 Tipo 1 e Tipo 2
O teste hidrostático P91 deve atender aos seguintes requisitos.
Diâmetro externo > 10 pol. [250 mm] e espessura da parede ≤ 0,75 pol. [19 mm]: isso deve ser um teste hidrostático.
Outros tamanhos para testes elétricos não destrutivos.
Para tubos de aço-liga ferrítico e aço inoxidável, a parede é submetida a uma pressão de no mínimo60% da resistência mínima ao escoamento especificada.
A pressão do teste hidrostático deve ser mantida por pelo menos 5sSem vazamentos ou outros defeitos.
Pressão hidráulicapode ser calculado usando a fórmula:
P = 2St/D
P = pressão de teste hidrostático em psi [MPa];
S = tensão na parede do tubo em psi ou [MPa];
t = espessura de parede especificada, espessura de parede nominal de acordo com o número da tabela ANSI especificado ou 1,143 vezes a espessura mínima de parede especificada, em polegadas [mm];
D = diâmetro externo especificado, diâmetro externo correspondente ao tamanho de tubo ANSI especificado ou diâmetro externo calculado adicionando 2t (conforme definido acima) ao diâmetro interno especificado, em polegadas [mm].
A tubulação P91 é inspecionada pelo método de ensaio E213. A norma E213 trata principalmente de ensaios ultrassônicos (UT).
Se especificado de forma clara no pedido, a inspeção também pode ser feita de acordo com o método de teste E309 ou E570.
A norma E309 geralmente trata da inspeção eletromagnética (correntes parasitas), enquanto a E570 é um método de inspeção que envolve conjuntos de correntes parasitas.
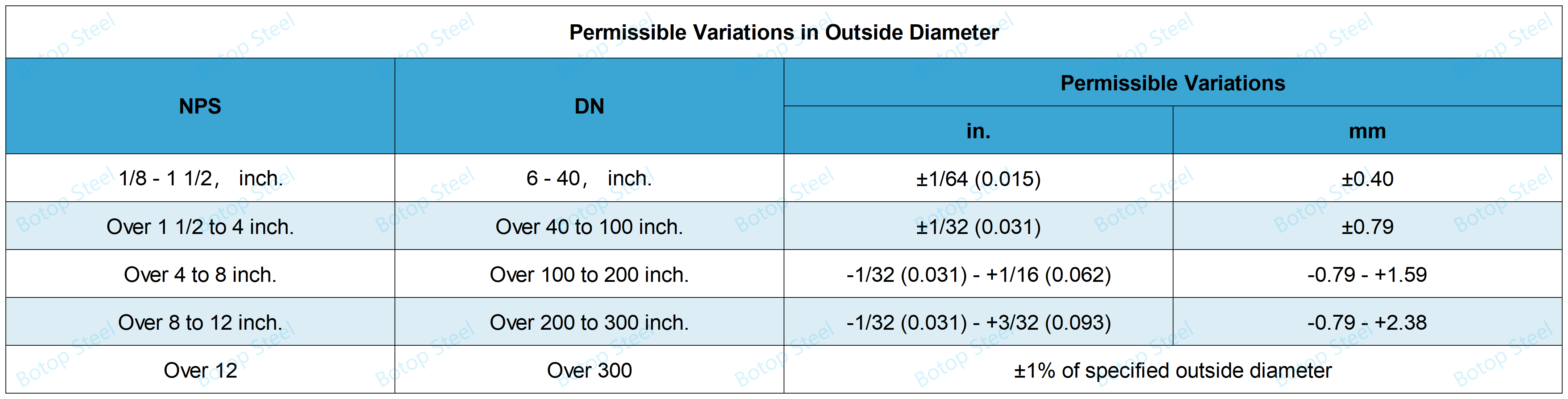
Variações permitidas no diâmetro
Para tubos encomendados paradiâmetro internoO diâmetro interno não deve variar mais do que ±1% em relação ao diâmetro interno especificado.
Tubos encomendados emNPS [DN] ou diâmetros externosOs diâmetros externos não devem variar mais do que o especificado nas tabelas abaixo.
Variações admissíveis na espessura da parede
As medições da espessura da parede devem ser feitas utilizando paquímetros mecânicos ou dispositivos de ensaio não destrutivos devidamente calibrados e com precisão adequada. Em caso de divergência, prevalecerá a medição realizada com o paquímetro mecânico.
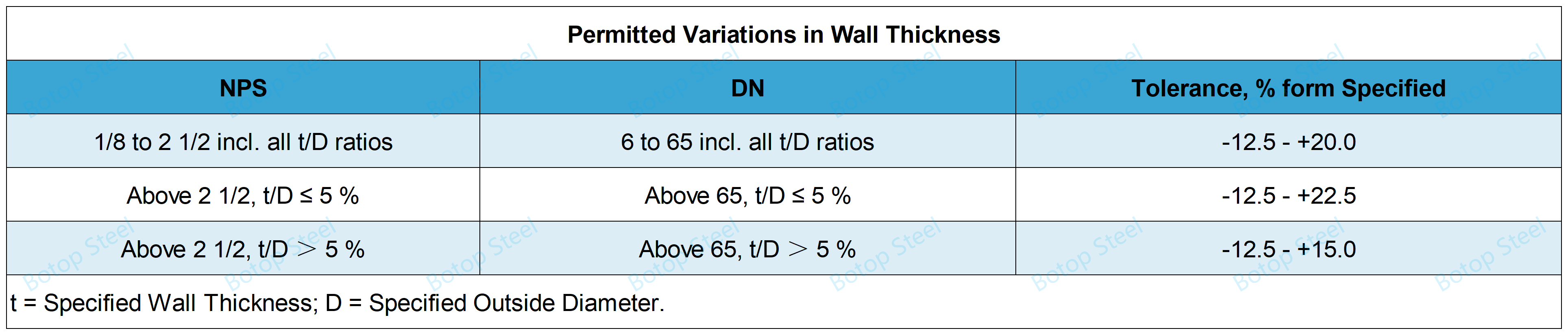
A espessura mínima da parede e o diâmetro externo para inspeção de conformidade com este requisito para o tubo encomendado pela NPS [DN] e número de série são mostrados emASME B36.10M.
Defeitos
Imperfeições na superfície são consideradas defeitos se excederem 12,5% da espessura nominal da parede ou a espessura mínima da parede.
Imperfeições
Marcas mecânicas, abrasões e cavidades, quaisquer das quais imperfeições tenham profundidade superior a 1/16 pol. [1,6 mm].
Marcas e abrasões são definidas como marcas de cabos, amassados, marcas de guia, marcas de rolamento, arranhões de bola, riscos, marcas de matriz e similares.
Reparar
Os defeitos podem ser removidos por retificação, desde que a espessura da parede restante não seja inferior à espessura mínima da parede.
Os reparos também podem ser feitos por soldagem, mas devem estar em conformidade com os requisitos relevantes da norma A999.
Todas as soldas de reparo em P91 devem ser feitas com um dos seguintes processos e consumíveis de soldagem: SMAW, A5.5/A5.5M E90XX-B9; SAW, A5.23/A5.23M EB9 + fluxo neutro; GTAW, A5.28/A5.28M ER90S-B9; e FCAW A5.29/A5.29M E91TI-B9. Além disso, a soma do teor de Ni+Mn de todos os consumíveis de soldagem usados para soldar o reparo P91 Tipo 1 e Tipo 2 não deve exceder 1,0%.
O tubo P91 deve ser tratado termicamente a 730-800 °C (1350-1470 °F) após o reparo da solda.
A superfície externa do tubo de aço inspecionado deve conter os seguintes elementos:
Nome ou marca comercial do fabricante; número padrão; grau; comprimento e símbolo adicional "S".
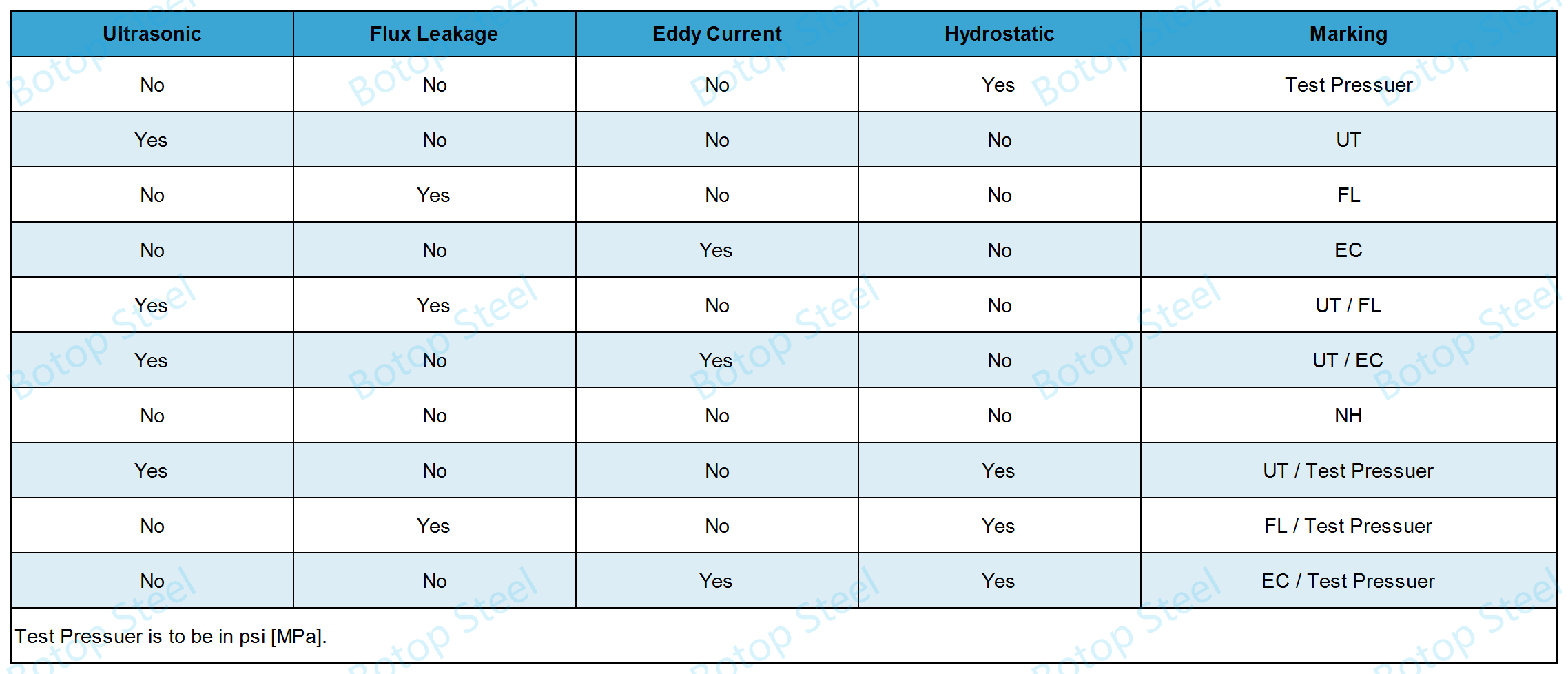
As marcações para pressão hidrostática e ensaios não destrutivos na tabela abaixo também devem ser incluídas.
Se o tubo for reparado por soldagem, ele deverá ser marcado com "WR".
p91 O tipo (Tipo 1 ou Tipo 2) deve ser indicado.
| ASME | ASTM | EN | GB |
| ASME SA335 P91 | ASTM A213 T91 | EN 10216-2 X10CrMoVNb9-1 | GB/T 5310 10Cr9Mo1VNbN |
Matérial: Tubo de aço sem costura ASTM A335 P91;
OD: 1/8" - 24";
WT: conformeASME B36.10requisitos;
Agendar: SCH10, SCH20, SCH30,SCH40, SCH60,SCH80, SCH100, SCH120, SCH140 e SCH160;
Identificação:STD (padrão), XS (extra forte) ou XXS (duplamente extra forte);
PersonalizaçãoTamanhos de tubos não padronizados também estão disponíveis, e tamanhos personalizados podem ser fornecidos mediante solicitação;
ComprimentoComprimentos específicos e aleatórios;
Certificação IBRPodemos contatar uma organização de inspeção terceirizada para obter a certificação IBR de acordo com suas necessidades. Nossas organizações de inspeção parceiras são BV, SGS, TUV, etc.
FimExtremidade plana, chanfrada ou composta do tubo;
Superfície: Tubos leves, pintura e outras proteções temporárias, remoção de ferrugem e polimento, galvanização e revestimento plástico, e outras proteções de longo prazo;
EmbalagemCaixa de madeira, embalagem com cinta de aço ou arame de aço, protetor de extremidade de tubo de plástico ou ferro, etc.














