
Tubos de aço JIS G 3456Os tubos de aço carbono são adequados principalmente para uso em ambientes de serviço com diâmetros externos entre 10,5 mm e 660,4 mm a temperaturas superiores a 350°C.

Botões de navegação
Classificação de Grau JIS G 3456
Matérias-primas
JIS G 3456 Processos de Fabricação
Extremidade do tubo
Tratamento térmico
Componentes químicos da norma JIS G 3456
Ensaio de tração da norma JIS G 3456
Experimento de achatamento
Teste de flexibilidade
Teste hidráulico ou teste não destrutivo (END)
Tabela de pesos e especificações de tubos da norma JIS G 3456
Tolerâncias dimensionais
Aparência
Marcação JIS G 3456
Aplicações de tubos de aço JIS G 3456
Normas relacionadas à JIS G 3456
Nossos produtos relacionados
Classificação de Grau JIS G 3456
A norma JIS G 3456 possui três graus de acordo com a resistência à tração do tubo.
STPT370, STPT410 e STPT480
Eles representam tubos com resistência à tração mínima de 370, 410 e 480 N/mm² (MPa), respectivamente.
Matérias-primas
Os tubos deverão ser fabricados com aço acalmado.
O aço acalmado é um tipo especial de aço caracterizado pela adição de elementos específicos, como alumínio e silício, durante o processo de fusão, para absorver e ligar o oxigênio e outras impurezas nocivas presentes no aço.
Este processo remove eficazmente gases e impurezas, melhorando assim a pureza e a uniformidade do aço.
JIS G 3456 Processos de Fabricação
Produzido utilizando uma combinação adequada de processos de fabricação de tubos e métodos de acabamento.
| Símbolo de classificação | Símbolo do processo de fabricação | ||
| Processo de fabricação de tubos | Método de acabamento | Marcação | |
| STPT370 STPT410 STPT480 | Sem costura:S | Acabamento a quente:H Acabamento a frio:C | Conforme apresentado em 13 b). |
| Soldagem por resistência elétrica:E Soldagem de topo:B | Acabamento a quente:H Acabamento a frio:C Como soldado por resistência elétrica:G | ||
ParaSTPT 480Para tubos de aço de alta qualidade, devem ser utilizados apenas tubos de aço sem costura.
Caso seja utilizada soldagem por resistência, as soldas nas superfícies interna e externa do tubo devem ser removidas para se obter uma solda lisa.
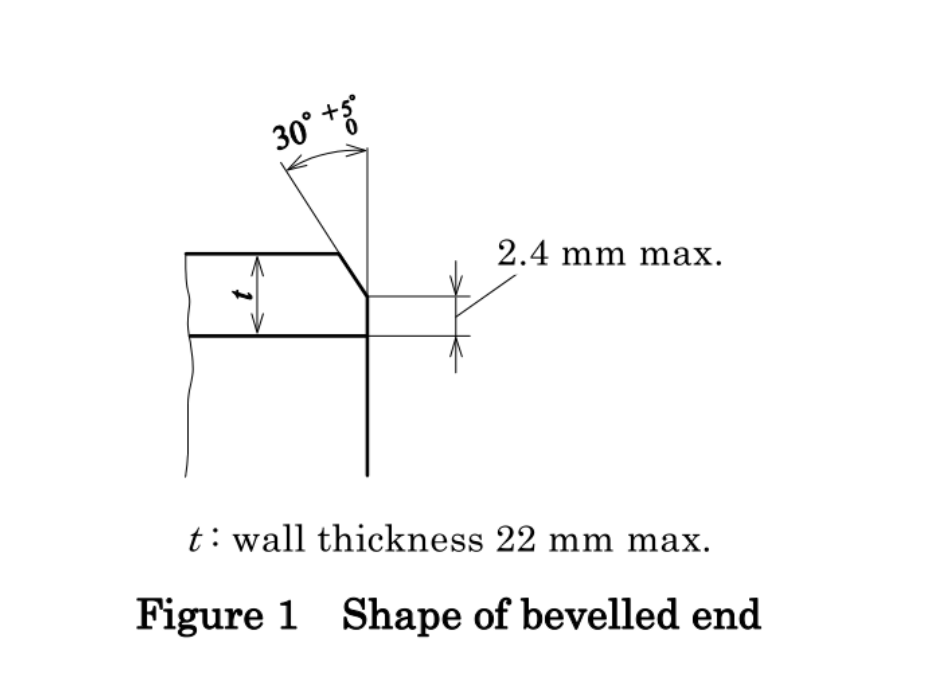
Extremidade do tubo
O cano deve serextremidade plana.
Caso seja necessário chanfrar a extremidade do tubo, para tubos de aço com espessura de parede ≤ 22 mm, o ângulo do chanfro deve ser de 30 a 35° e a largura máxima do chanfro na borda do tubo de aço seja de 2,4 mm.
Tubos de aço com extremidade inclinada e espessura de parede superior a 22 mm são geralmente processados com um chanfro composto. A implementação das normas pode ser feita consultando os requisitos relevantes da ASME B36.19.
Tratamento térmico
Selecione o processo de tratamento térmico apropriado de acordo com a qualidade e o processo de fabricação.

Componentes químicos da norma JIS G 3456
Teste de composição química
O método de análise térmica deve estar em conformidade com a norma JIS G 0320.
O método de análise do produto deve estar em conformidade com a norma JIS G 0321.
| Símbolo de classificação | C(Carbono) | Si(Silício) | Mn(Manganês) | P(Fósforo) | S(Enxofre) |
| máximo | máximo | máximo | |||
| STPT370 | 0,25% | 0,10-0,35% | 0,30-0,90% | 0,035% | 0,035% |
| STPT410 | 0,30% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
| STPT480 | 0,33% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
Tolerâncias para composição química
Os tubos de aço sem costura devem estar sujeitos às tolerâncias da Tabela 3 da norma JIS G 0321.
Os tubos de aço soldados por resistência devem estar sujeitos às tolerâncias da Tabela 2 da norma JIS G 0321.
Ensaio de tração da norma JIS G 3456
Métodos de teste: Os métodos de teste devem estar em conformidade com as normas da JIS Z.2241.
O tubo deverá atender aos requisitos da Tabela 4 para resistência à tração, limite de escoamento e alongamento.
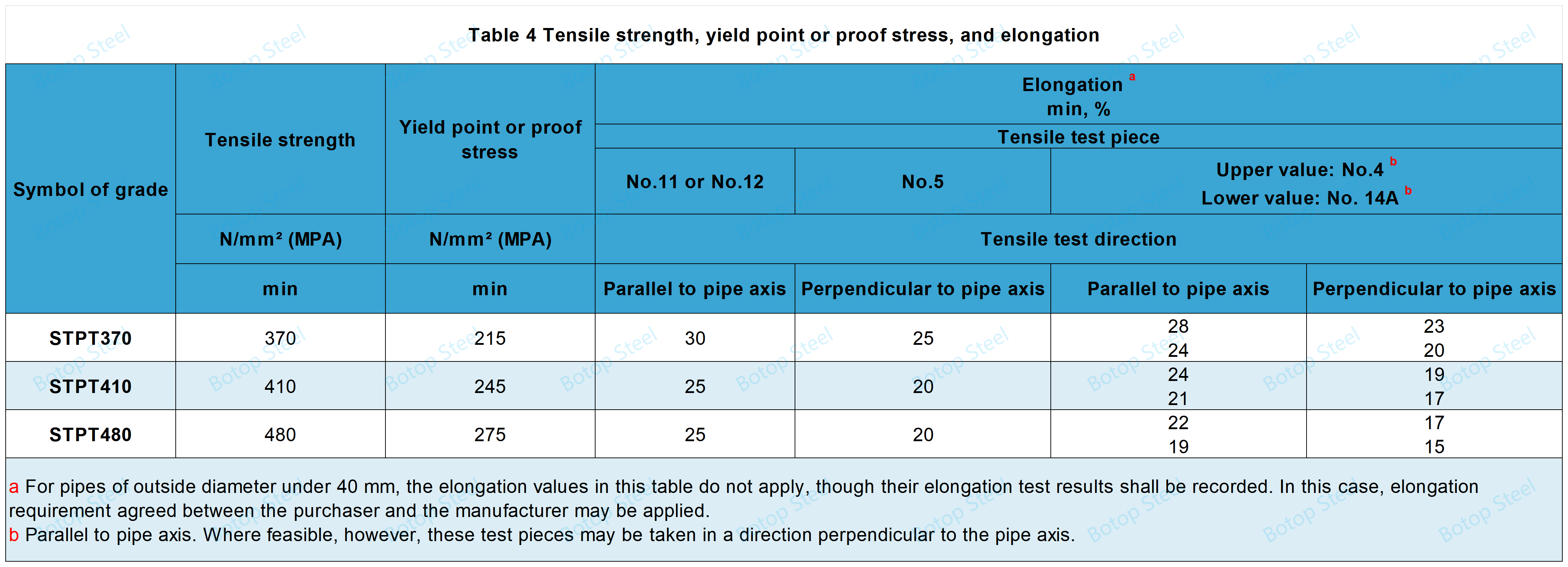
O corpo de prova utilizado deverá ser do nº 11, nº 12 (nº 12A, nº 12B ou nº 12C), nº 14A, nº 4 ou nº 5, conforme especificado na norma JIS Z 2241.
O diâmetro do corpo de prova nº 4 deverá ser de 14 mm (comprimento de referência de 50 mm).
Os corpos de prova nº 11 e nº 12 devem ser colocados paralelamente ao eixo do tubo.
Corpos de prova nº 14A e nº 4, paralelos ou perpendiculares ao eixo do tubo,
e a amostra de teste nº 5, perpendicular ao eixo do tubo.
A amostra de teste nº 12 ou nº 5, retirada do tubo de aço soldado por resistência elétrica, não deve conter a solda.
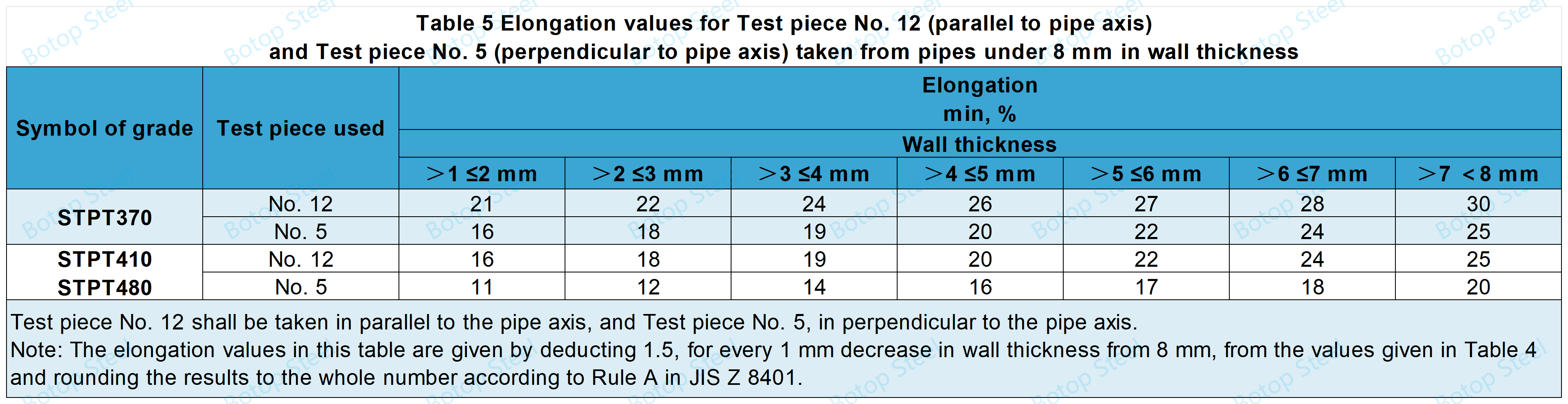
Para o ensaio de tração de tubos com espessura inferior a 8 mm, realizado utilizando o Corpo de Prova nº 12 ou o Corpo de Prova nº 5, deve-se aplicar o requisito de alongamento indicado na Tabela 5.
Experimento de achatamento
À temperatura ambiente (5°C - 35°C), achate a amostra entre duas plataformas até que elaA distância (H) entre eles atinge o valor especificado e, em seguida, verifique se há rachaduras.
H=(1+e)t/(e+t/D)
н: distância entre as placas (mm)
t: espessura da parede do tubo (mm)
D: diâmetro externo do tubo (mm)
е: constante definida para cada classe de tubo:
0,08 para STPT370,
0,07 para STPT410 e STPT480
Teste de flexibilidade
A capacidade de curvatura é aplicável a tubos com diâmetro externo de 60,5 mm ou menos.
Método de ensaio: À temperatura ambiente (5 °C a 35 °C), dobre o corpo de prova em torno do mandril até que o raio interno seja 6 vezes o diâmetro externo do tubo e verifique a presença de trincas. Neste ensaio, a solda deve estar localizada a aproximadamente 90° da extremidade externa da dobra.
O teste de curvatura também pode ser realizado de acordo com a exigência de que o raio interno seja quatro vezes o diâmetro externo do tubo e o ângulo de curvatura seja de 180°.
Teste hidráulico ou teste não destrutivo (END)
Um teste hidráulico ou um teste não destrutivo deve ser realizado em cada tubo.
Teste hidráulico
Mantenha o tubo sob a pressão hidráulica mínima especificada para o teste, durante pelo menos 5 segundos, e observe se o tubo é capaz de suportar a pressão sem vazamentos.
O tempo hidráulico é especificado de acordo com a tabela de tubulação de aço.
| Tabela 6 Pressão mínima de teste hidráulico | ||||||||||
| Espessura nominal da parede | Número do horário: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Pressão mínima de teste hidráulico, MPa | 2.0 | 3,5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Teste não destrutivo
Caso seja utilizada inspeção ultrassônica, os sinais de amostras de referência contendo padrões de referência do tipo UD, conforme especificado na norma JIS G 0582, devem ser utilizados como níveis de alarme; qualquer sinal proveniente da tubulação igual ou superior ao nível de alarme deve ser rejeitado. Além disso, a profundidade mínima dos recessos quadrados para ensaio de tubulações, exceto para acabamento a frio, deve ser de 0,3 mm.
Caso seja utilizada a inspeção por correntes parasitas, os sinais de um padrão de referência do tipo EY, conforme especificado na norma JIS G 0583, devem ser utilizados como nível de alarme; qualquer sinal proveniente da tubulação igual ou superior ao nível de alarme será motivo de rejeição.
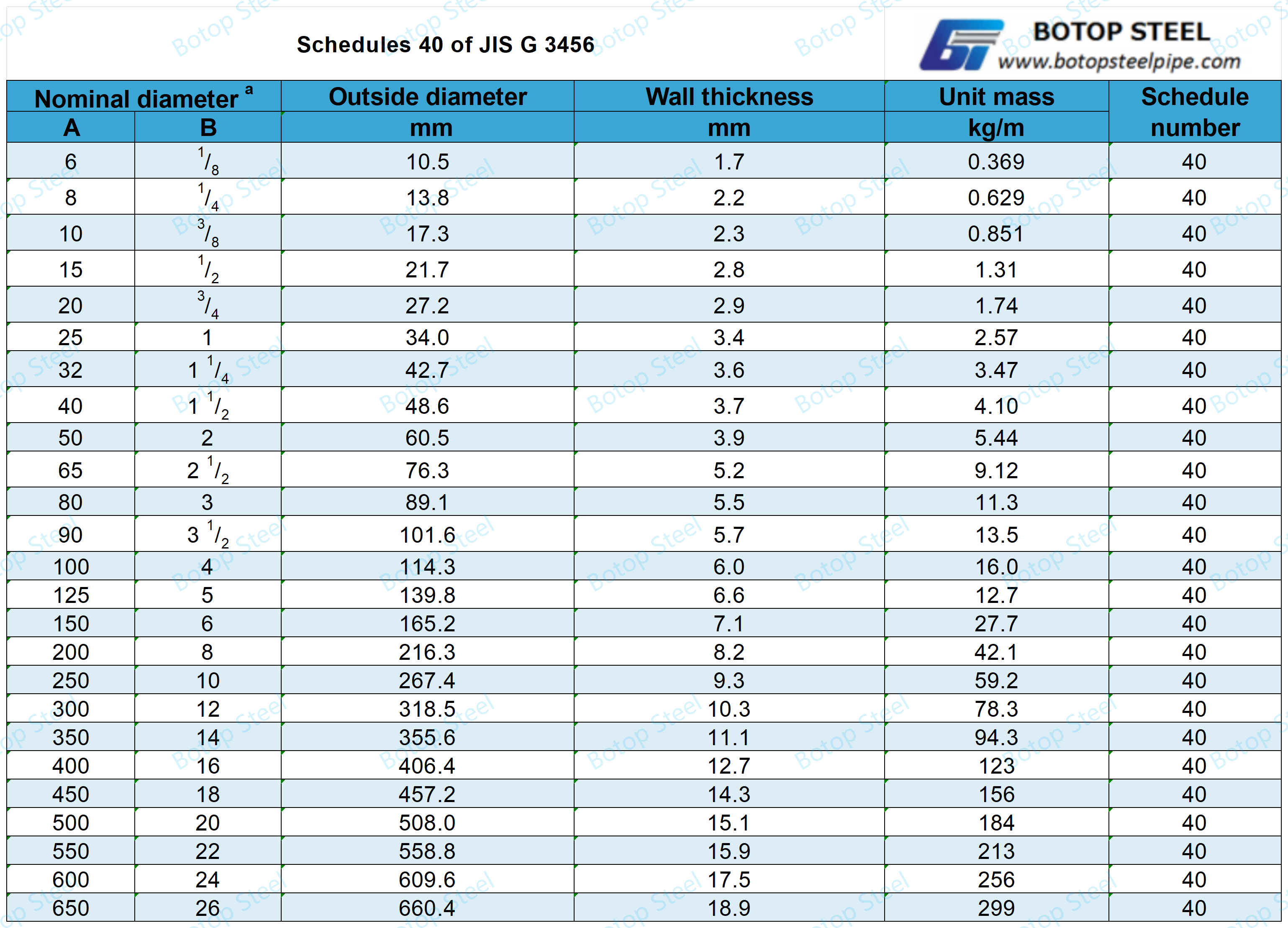
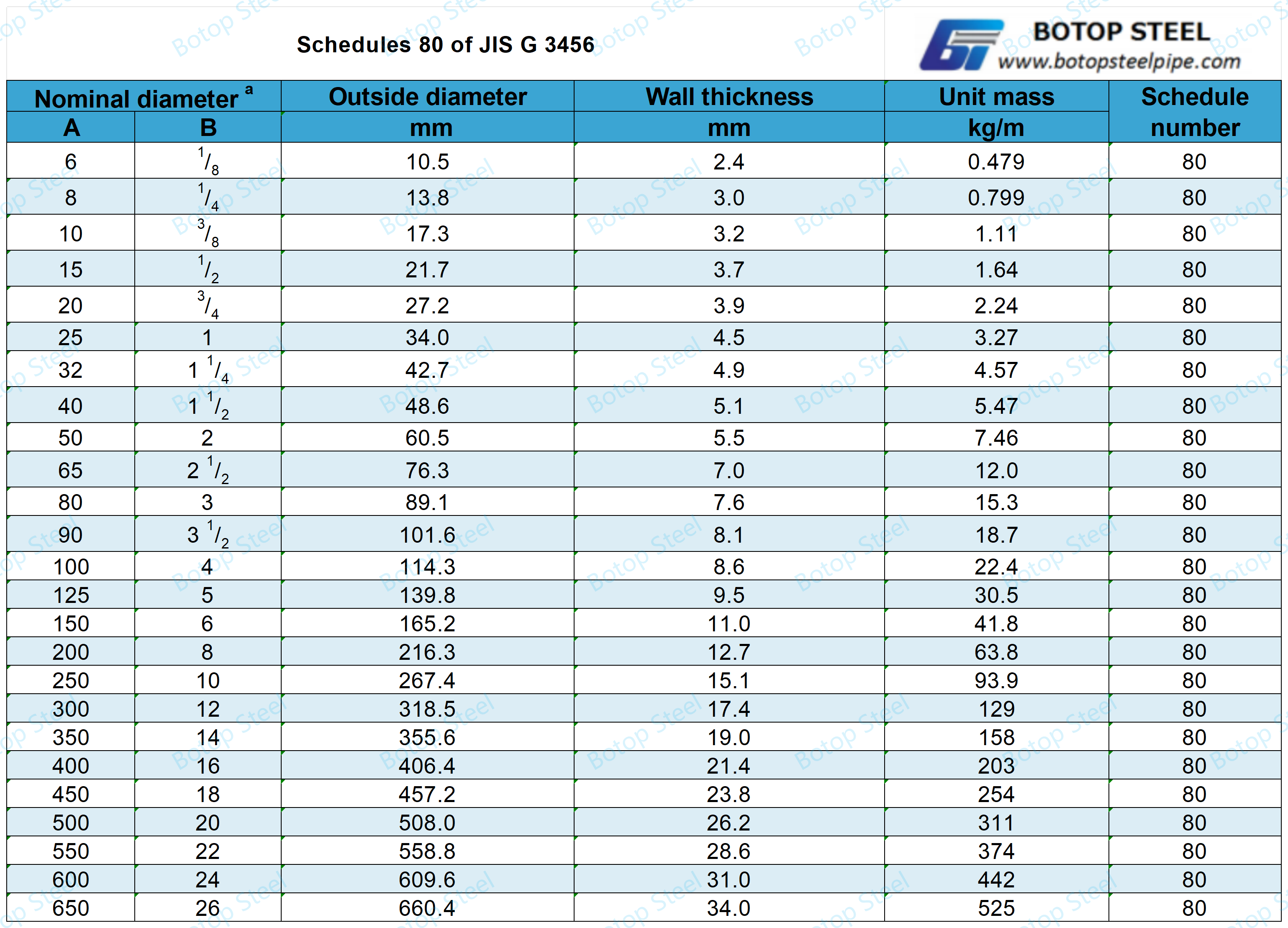
Tabela de pesos e especificações de tubos da norma JIS G 3456
Fórmula para cálculo do peso de tubos de aço
Considere uma densidade de 7,85 g/cm³ para o tubo de aço e arredonde o resultado para três algarismos significativos.
W=0,02466t(Dt)
W: massa unitária do tubo (kg/m)
t: espessura da parede do tubo (mm)
D: diâmetro externo do tubo (mm)
0,02466: fator de conversão para obtenção de W
Tabela de peso de tubos
Tabelas e especificações de peso de tubos são referências importantes e comumente usadas em engenharia de dutos.
Tabelas de Tubulação
Uma tabela de espessura de parede é uma combinação padronizada da espessura da parede e do diâmetro nominal de um tubo.
Os tubos de aço Schedule 40 e Schedule 80 são amplamente utilizados na indústria e na construção civil. São tamanhos comuns de tubos com diferentes espessuras de parede e capacidades para diversas aplicações.
Se você quiser saber mais sobre oTabela de peso de tubos e tabela de tubosNa versão padrão, você pode clicar para conferir!
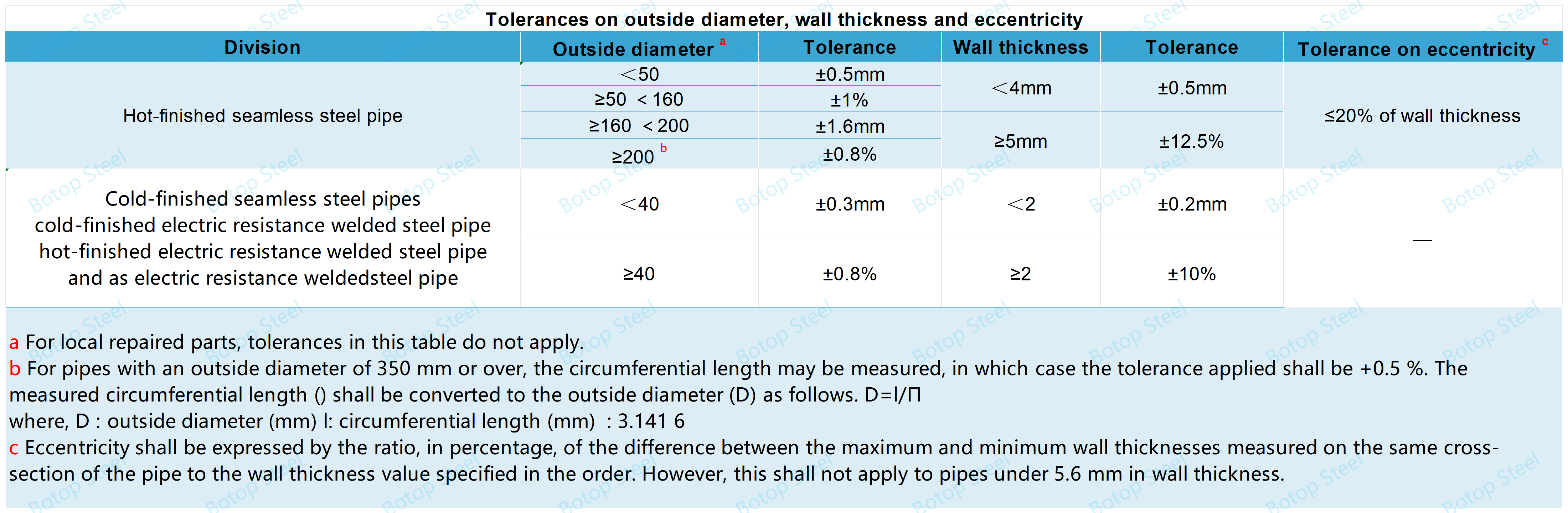
Tolerâncias dimensionais
Aparência
As superfícies interna e externa do tubo devem ser lisas e isentas de defeitos que comprometam seu uso.
O tubo deverá ser reto, com as extremidades em ângulo reto em relação ao eixo do tubo.
Os tubos podem ser reparados por retificação, usinagem ou outros métodos, mas a espessura da parede reparada deve permanecer dentro das tolerâncias especificadas e a superfície reparada deve ter um perfil liso.
A espessura da parede do tubo reparado deve ser mantida dentro das tolerâncias especificadas e a superfície do tubo reparado deve apresentar um perfil liso.
Marcação JIS G 3456
Cada tubo aprovado na inspeção deve ser etiquetado com as seguintes informações. Etiquetas podem ser usadas em feixes de tubos de pequeno diâmetro.
a) Símbolo de classificação
b) Símbolo do processo de fabricação
O símbolo do processo de fabricação deve ser o seguinte. Os traços podem ser substituídos por espaços.
Tubo de aço sem costura com acabamento a quente:-SH
Tubo de aço sem costura com acabamento a frio:-SC
Tubo de aço soldado por resistência elétrica:-EG
Tubo de aço soldado por resistência elétrica com acabamento a quente: -EH
Tubo de aço soldado por resistência elétrica com acabamento a frio:-EC
c) Dimensões, expressa por diâmetro nominal × espessura nominal da parede, ou diâmetro externo × espessura da parede.
d) Nome do fabricante ou marca identificadora
Exemplo:BOTOP JIS G 3456 SH STPT370 50A×SHC40 CALOR NO.00001
Aplicações de tubos de aço JIS G 3456
O tubo de aço JIS G 3456 é geralmente utilizado em equipamentos e sistemas de tubulação em ambientes de alta temperatura e alta pressão, como caldeiras, trocadores de calor, tubulações de vapor de alta pressão, usinas termelétricas, indústrias químicas e fábricas de papel.
Normas relacionadas à JIS G 3456
As normas a seguir são todas aplicáveis a tubulações em ambientes de alta temperatura e alta pressão e podem ser usadas como alternativa à JIS G 3456.
ASTM A335/A335M: aplicável a tubos de aço-liga
DIN 17175: para tubos de aço sem costura
EN 10216-2: para tubos de aço sem costura
GB 5310: aplicável a tubos de aço sem costura
ASTM A106/A106M: Tubos de aço carbono sem costura
ASTM A213/A213M: Tubos e canos sem costura de aço-liga e aço inoxidável.
EN 10217-2: Adequado para tubos e canos soldados.
ISO 9329-2: Tubos e canos sem costura de aço carbono e aço liga
NFA 49-211: para tubos e canos de aço sem costura
BS 3602-2: para tubos e conexões de aço carbono sem costura
Nossos produtos relacionados
Somos um fabricante e fornecedor de tubos de aço carbono soldados de alta qualidade da China, além de distribuidores de tubos de aço sem costura, oferecendo uma ampla gama de soluções em tubos de aço! Se desejar obter mais informações sobre nossos produtos de tubos de aço, entre em contato conosco.
Etiquetas: JIS G 3456, SPTP370, STPT410, STPT480, STPT, fornecedores, fabricantes, fábricas, distribuidores, empresas, atacado, comprar, preço, cotação, a granel, à venda, custo.
Data da publicação: 29/04/2024