


Botop Steel SupplyȚeavă de oțel ERWdinGR.BX42, X46, GR.1, GR.2, S355J0H, S275JRH, SGP etc.
| Stil | Standard | Grad | Utilizare |
| Țeavă de oțel ERW | API 5L PSL1 și PSL2 | GR.B, X42, X46, X52, X60, X65, X70, etc. | Transportul de petrol și gaze |
| ASTM A53 | GR.A, GR.B | ||
| ASTM A252 | GR.1, GR.2, GR.3 | Pentru structură (piloți) | |
| BS EN10210 | S275JRH, S275J0H, S355J0H, S355J2H etc. | ||
| BS EN10219 | S275JRH, S275J0H, S355J0H, S355J2H etc. | ||
| JIS G3452 | SGP, etc. | Transportul de Fluid de joasă presiune | |
| JIS G3454 | STPG370, STPG410, etc. | Transportul de Fluid de înaltă presiune | |
| JIS G3456 | STPG370, STPG410, STPG480, etc. | Țevi de oțel pentru temperaturi înalte |
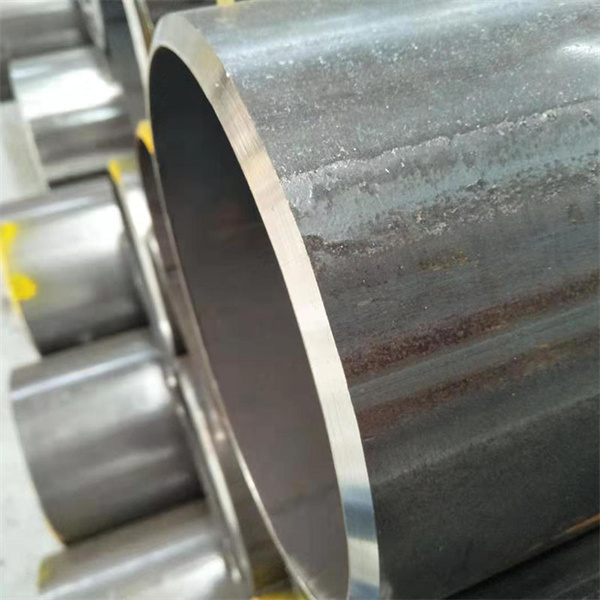
Teşire cap de țeavă

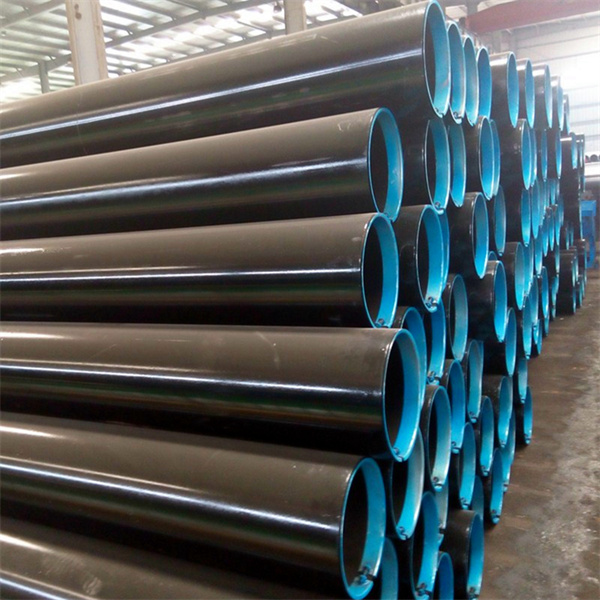
Pictură neagră cu marcaj

Grupare și Sling
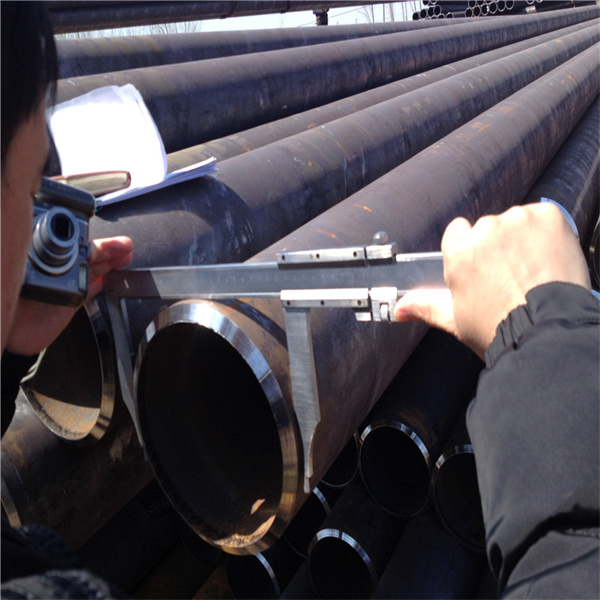
Inspecția diametrului exterior

Inspecția grosimii peretelui

Inspecția finală

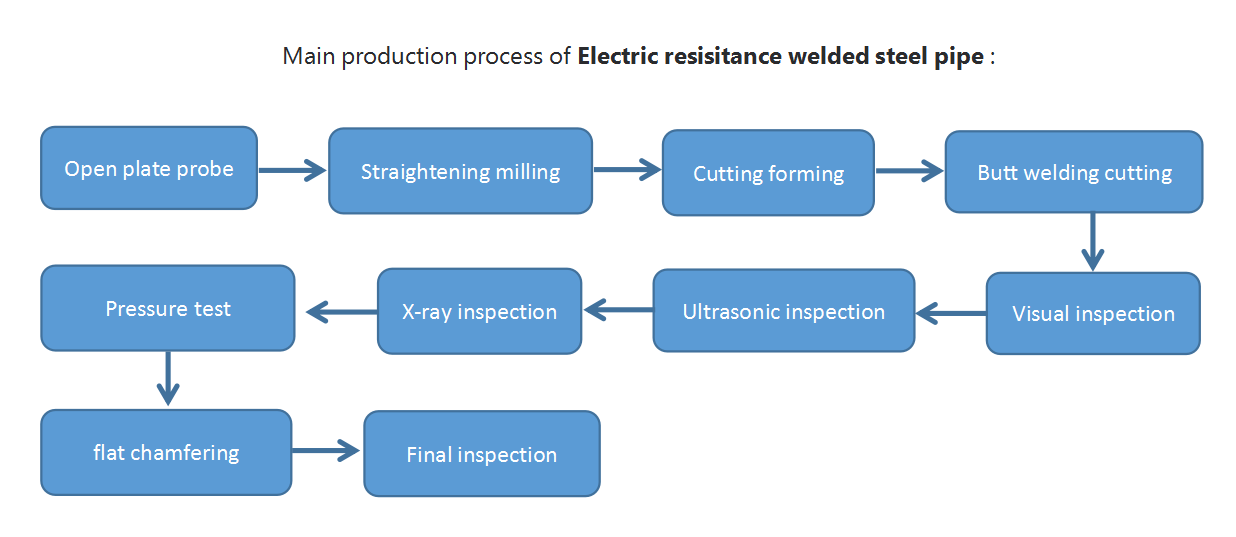
Sudare prin rezistență electrică (Metoda de fabricație este sudarea prin rezistență electrică sau sudarea cap la cap. Metoda de finisare poate fi finisată la cald sau la rece. Țevile finisate la rece trebuie recoapte după fabricație.)
Toleranța OD și WT
| Divizie | Toleranță la diametrul exterior | Toleranță la WT | |
| Țeavă de oțel ERW | 10,5 mm ≤ D ≤ 48,6 mm | ±0,5 mm | -12,5% + Nespecificat |
| D = 60,5 mm | ±0,5 mm | ||
| D = 76,3 mm | ±0,7 mm | ||
| 89,1 mm ≤ A ≤ 139,8 mm | ±0,8 mm | ||
| D = 165,2 mm | ±0,8 mm | ||
| D = 190,7 mm | ±0,9 mm | ||
| D = 216,3 mm | ±1,0 mm | ||
| D = 241,8 mm | ±1,2 mm | ||
| D = 267,4 mm | ±1,3 mm | ||
| D = 318,5 mm | ±1,5 mm | ||
| 355,6 mm ≤ A ≤ 508,0 mm | - | ||


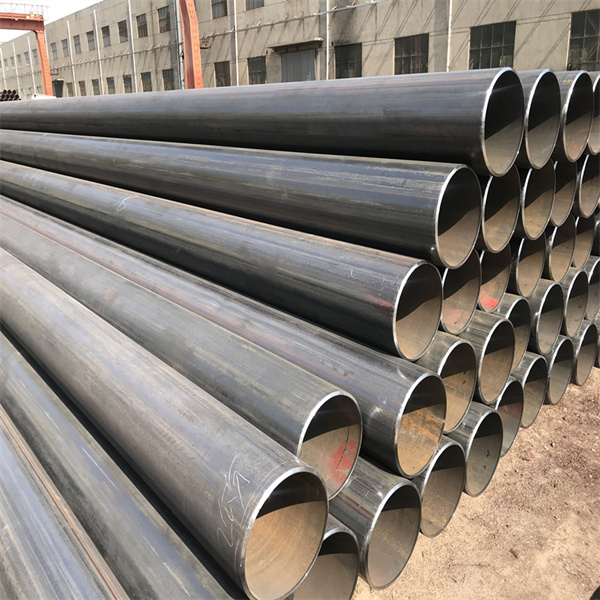
| Țeavă ASTM A252 ERW | Țeavă rotundă ERW |
| Țeavă ASTM A53 B ERW | Țeavă de oțel sudată ERW |
| Piloți de țeavă de oțel ERW | Țeavă de oțel negru ERW |
| Țeavă ERW din oțel moale | Țeavă din oțel carbon ERW |
Țeavă din oțel carbon ERW ASTM A53 Gr.A și Gr.B pentru temperaturi ridicate
ȚEAVĂ DIN OȚEL STRUCTURAL ERW EN10210 S355J2H
JIS G3454 Țeavă din oțel carbon ERW Serviciu de presiune
Țevi din oțel carbon ERW JIS G3452 pentru conducte obișnuite
EN10219 S275J0H S275J2H / S275JRH Țeavă structurală din oțel ERW





