



JIS G 3455este un standard industrial japonez (JIS) pentru servicii de înaltă presiune la temperaturi de 350 °C sau mai mici, în principal pentru piese mecanice.
Țeavă de oțel STS370este o țeavă de oțel cu o rezistență minimă la tracțiune de 370 MPa și o rezistență minimă la curgere de 215 MPa, cu un conținut de carbon de maximum 0,25% și un conținut de siliciu între 0,10% și 0,35% și este utilizată în principal în aplicații care necesită rezistență ridicată și o bună sudabilitate, cum ar fi structurile de construcții, podurile, recipientele sub presiune și componentele navelor.
JIS G 3455 are trei grade.STS370, STS410, STA480.
Diametru exterior de 10,5-660,4 mm (6-650A) (1/8-26B).
Tuburile vor fi fabricate dinoțel ucis.
Oțelul calmat este oțel care a fost complet dezoxidat înainte de a fi turnat în lingouri sau alte forme. Procesul constă în adăugarea unui agent dezoxidant, cum ar fi siliciul, aluminiul sau manganul, în oțel înainte ca acesta să se solidifice. Termenul „calmat” indică faptul că nu are loc nicio reacție cu oxigen în oțel în timpul procesului de solidificare.
Prin eliminarea oxigenului, oțelul calmat previne formarea bulelor de aer în oțelul topit, evitând astfel porozitatea și bulele de aer în produsul final. Acest lucru are ca rezultat un oțel mai omogen și mai dens, cu proprietăți mecanice și integritate structurală superioare.
Oțelul calmat este potrivit în special pentru aplicații care necesită calitate și durabilitate ridicate, cum ar fi recipientele sub presiune, structurile mari și conductele cu cerințe de calitate ridicată.
Prin utilizarea oțelului calm pentru a produce tuburi, puteți fi siguri de performanțe mai bune și de o durată de viață mai lungă, în special în medii supuse unor sarcini și presiuni mari.
Produs folosind un proces de fabricație fără probleme, combinat cu o metodă de finisare.

Țeavă de oțel fără sudură finisată la cald: SH;
Țeavă de oțel fără sudură finisată la rece: SC.
Pentru procesul de fabricație fără sudură, acesta poate fi împărțit aproximativ în țevi de oțel fără sudură cu un diametru exterior mai mare de 30 mm, utilizând producția de finisare la cald, și 30 mm, utilizând producția de finisare la rece.
Iată fluxul de producție al țesăturii fără sudură finisate la cald.


Recoacerea la temperatură scăzută este utilizată în principal pentru a îmbunătăți prelucrabilitatea materialelor, a reduce duritatea și a îmbunătăți tenacitatea și este potrivită pentru oțelul prelucrat la rece.
Normalizarea este utilizată pentru a îmbunătăți rezistența și tenacitatea materialului, astfel încât oțelul să fie mai potrivit pentru a rezista la solicitări mecanice și oboseală, fiind adesea utilizată pentru a îmbunătăți performanța oțelului prelucrat la rece.
Prin aceste procese de tratament termic, structura internă a oțelului este optimizată și proprietățile sale sunt îmbunătățite, făcându-l mai potrivit pentru utilizarea în aplicații industriale solicitante.
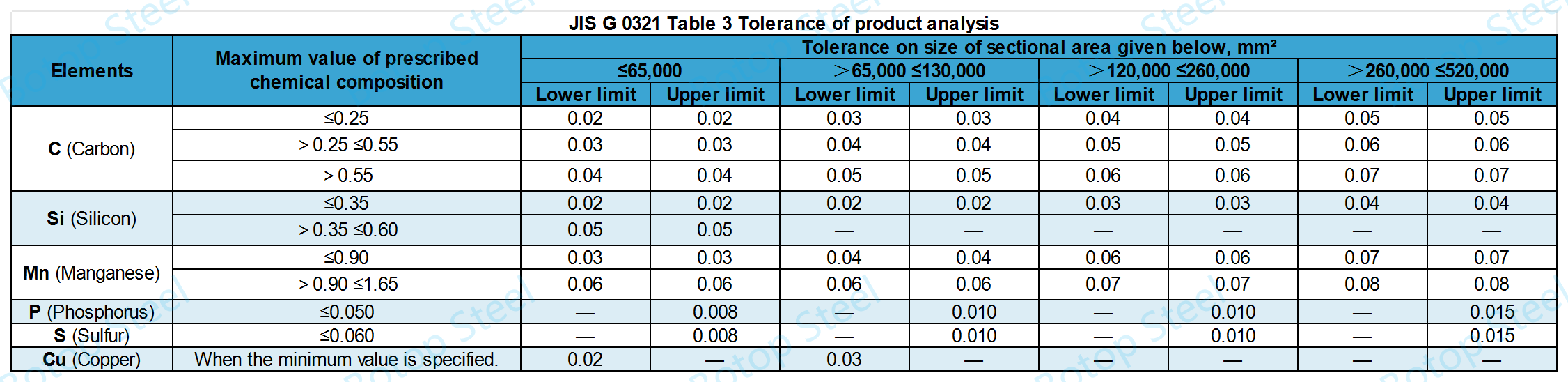
Analiza termică trebuie să fie în conformitate cu JIS G 0320. Analiza produsului trebuie să fie în conformitate cu JIS G 0321.
| grad | C (Carbon) | Si (siliciu) | Mn (Mangan) | P (Fosfor) | S (Sulf) |
| STS370 | 0,25% maxim | 0,10-0,35% | 0,30-1,10% | 0,35% maxim | 0,35% maxim |
Analiza termicăare ca scop principal testarea compoziției chimice a materiilor prime.
Prin analiza compoziției chimice a materiilor prime, este posibil să se prevadă și să se ajusteze etapele de procesare și condițiile care pot fi necesare în procesul de producție, cum ar fi parametrii tratamentului termic și adăugarea de elemente de aliere.
Analiza produsuluianalizează compoziția chimică a produselor finite pentru a verifica conformitatea și calitatea produsului final.
Analiza produsului asigură că toate modificările, adăugirile sau orice posibile impurități din produs în timpul procesului de fabricație sunt sub control și că produsul final îndeplinește specificațiile tehnice și cerințele de aplicare.
Conform JIS G 3455, valorile analizei produsului nu trebuie doar să respecte cerințele elementelor din tabelul de mai sus, ci și intervalul de toleranță trebuie să respecte cerințele JIS G 3021, tabelul 3.
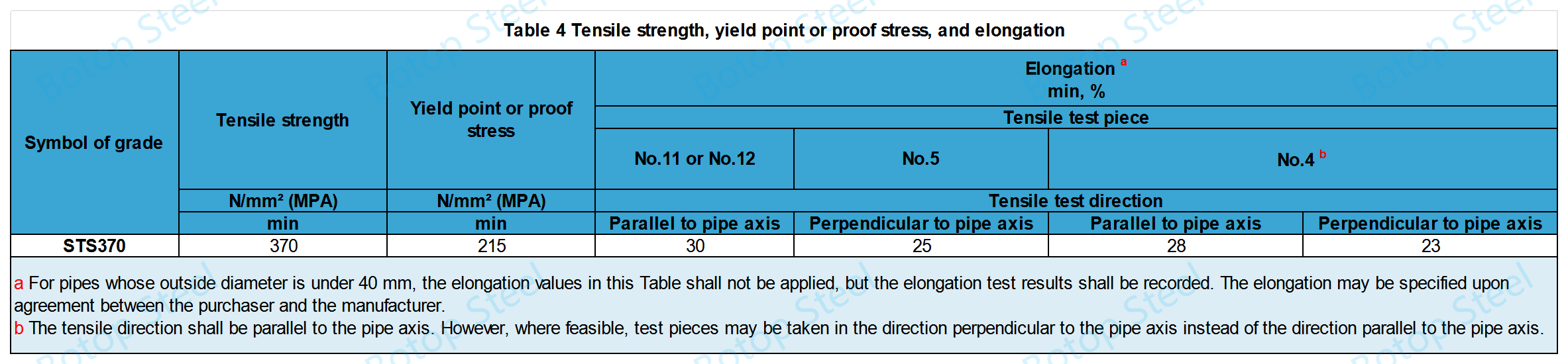
Valorile de alungire pentru epruveta nr. 12 (paralelă cu axa țevii) și epruveta nr. 5 (perpendiculară pe axa țevii) prelevate de la țevi cu o grosime a peretelui sub 8 mm.
| Simbolul gradului | Piesa de testare utilizată | Elongaţie min., % | ||||||
| Grosimea peretelui | ||||||||
| >1 ≤2 mm | >2 ≤3 mm | >3 ≤4 mm | >4 ≤5 mm | >5 ≤6 mm | >6 ≤7 mm | >7 <8 mm | ||
| STS370 | Nr. 12 | 21 | 22 | 24 | 26 | 27 | 28 | 30 |
| Nr. 5 | 16 | 18 | 19 | 20 | 22 | 24 | 25 | |
| Valorile de alungire din acest tabel se obțin prin scăderea a 1,5% din valoarea de alungire dată în Tabelul 4 pentru fiecare scădere cu 1 mm a grosimii peretelui de la 8 mm și prin rotunjirea rezultatului la un număr întreg conform Regulii A din JIS Z 8401. | ||||||||
Testul de aplatizare poate fi omis, cu excepția cazului în care cumpărătorul specifică altfel.
Așezați proba în mașină și aplatizați-o până când distanța dintre cele două platforme atinge valoarea specificată H. Apoi verificați dacă există fisuri pe probă.
La testarea țevilor sudate cu rezistență critică, linia dintre sudură și centrul țevii este perpendiculară pe direcția de compresie.
H=(1+e)t/(e+t/D)
H: distanța dintre plăci (mm)
t: grosimea peretelui tubului (mm)
D: diametrul exterior al tubului (mm)
e:constantă definită pentru fiecare grad al tubului.0,08 pentru STS370: 0,07 pentru STS410 și STS480.
Potrivit pentru țevi cu un diametru exterior ≤ 50 mm.
Eșantionul nu trebuie să prezinte fisuri atunci când este îndoit la 90°, cu un diametru interior de 6 ori diametrul exterior al țevii.
Unghiul de îndoire se măsoară la începutul îndoirii.
Fiecare țeavă de oțel trebuie testată hidrostatic sau nedistructivpentru a asigura calitatea și siguranța țevii și pentru a îndeplini standardele de utilizare.
Test hidraulic
Dacă nu este specificată nicio presiune de testare, presiunea minimă de testare hidrostatică se va determina în conformitate cu Lista de conducte.
| Grosimea nominală a peretelui | 40 | 60 | 80 | 100 | 120 | 140 | 160 |
| Presiune minimă de testare hidraulică, Mpa | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Când grosimea peretelui diametrului exterior al țevii de oțel nu este o valoare standard în tabelul de greutate a țevii de oțel, este necesar să se utilizeze formula pentru a calcula valoarea presiunii.
P=2st/D
Ppresiune de testare (MPa)
tgrosimea peretelui țevii (mm)
Ddiametrul exterior al țevii (mm)
s60% din valoarea minimă a limitei de curgere sau a tensiunii de elasticitate dată.
Când presiunea minimă de testare hidrostatică a numărului de plan selectat depășește presiunea de testare P obținută prin formulă, presiunea P se va utiliza ca presiune minimă de testare hidrostatică în loc să se selecteze presiunea minimă de testare hidrostatică din tabelul de mai sus.
Test nedistructiv
Testarea nedistructivă a tuburilor de oțel trebuie efectuată de cătretestarea cu ultrasunete sau curenți turbionari.
Pentruultrasunetecaracteristicile de inspecție, semnalul de la o probă de referință care conține un standard de referință din clasa UD, așa cum este specificat înJIS G 0582va fi considerat un nivel de alarmă și va avea un semnal de bază egal sau mai mare decât nivelul de alarmă.
Sensibilitatea standard de detectare pentrucurent turbionarexaminarea va fi din categoria EU, EV, EW sau EX specificată înJIS G 0583și nu trebuie să existe semnale echivalente sau mai mari decât semnalele provenite de la eșantionul de referință care conține standardul de referință din categoria respectivă.
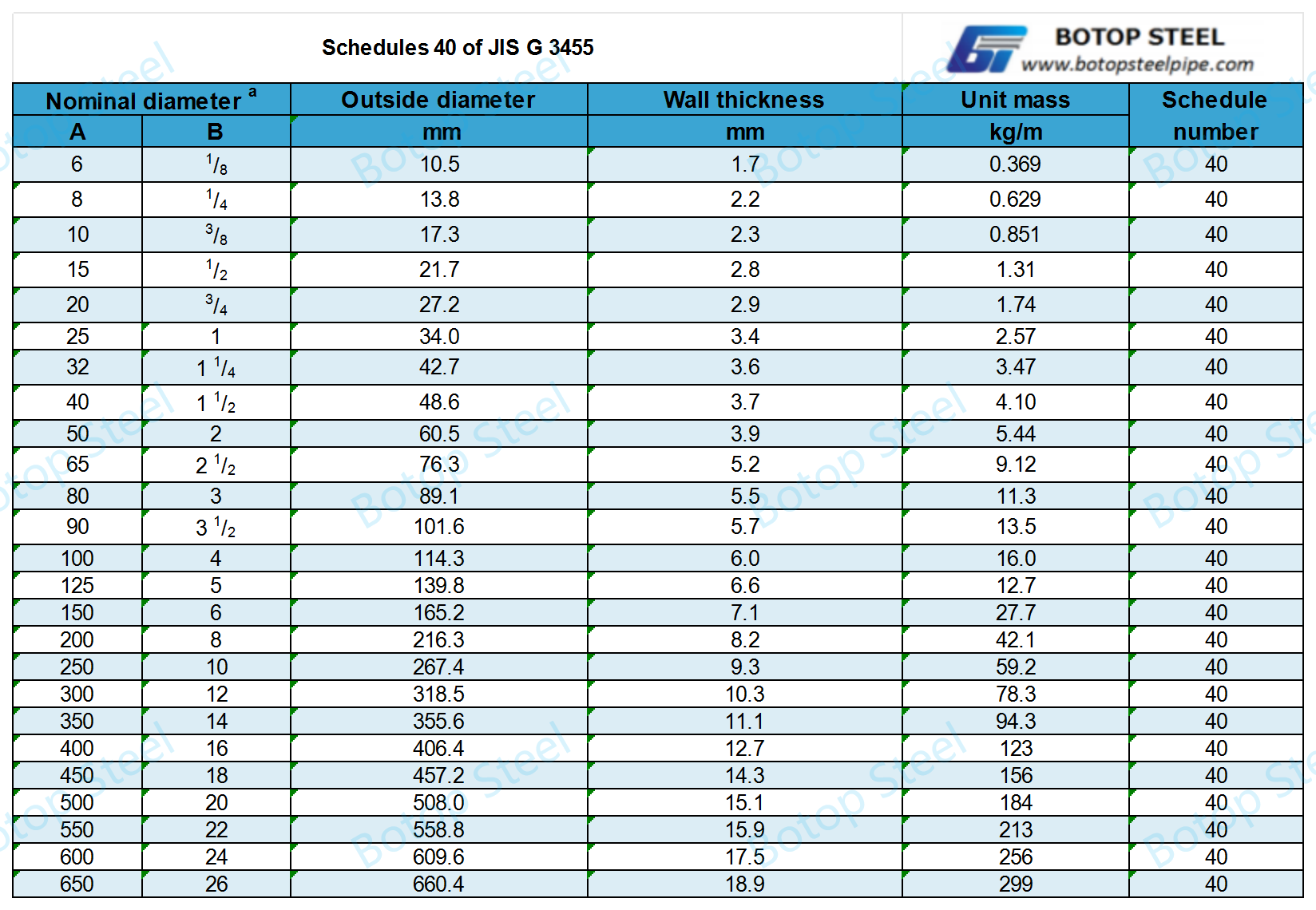
Pentru mai multeDiagrame de greutate a țevilor și programe de țeviîn cadrul standardului, puteți face clic pentru a accesa.
Țeava Schedule 40 este ideală pentru aplicații de presiune joasă până la medie, deoarece oferă o grosime moderată a peretelui care evită greutatea și costul excesiv, asigurând în același timp o rezistență adecvată.
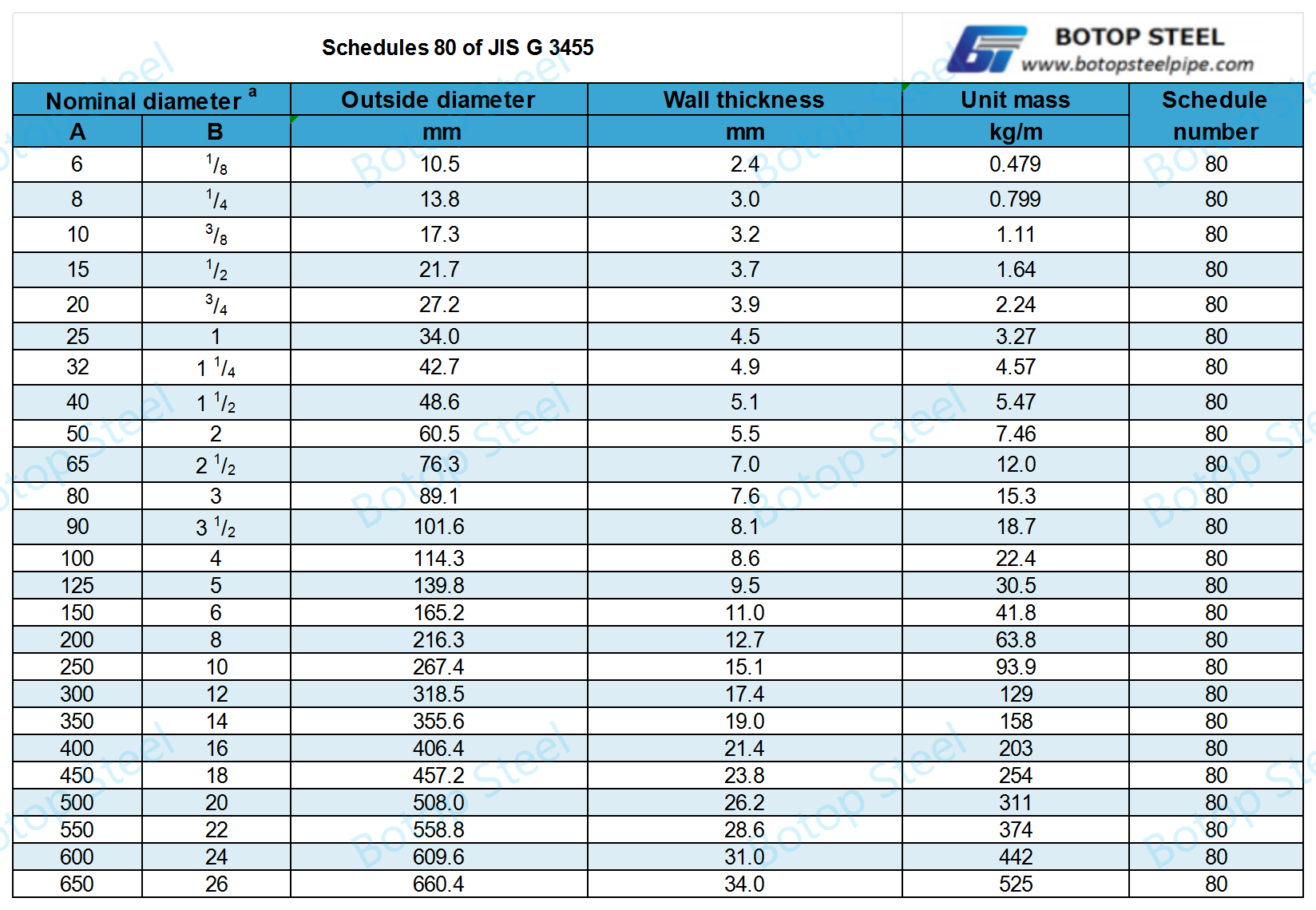
Conductele din Schedule 80 sunt utilizate pe scară largă în medii industriale care necesită manipulare la presiune înaltă, cum ar fi sistemele de procesare chimică și conductele de transport al petrolului și gazelor, datorită capacității lor de a rezista la presiuni mai mari și impacturi mecanice mai puternice datorită grosimii mai mari a peretelui, oferind siguranță, securitate și durabilitate suplimentare.
Fiecare tub trebuie etichetat cu următoarele informații.
o)Simbolul gradului;
b)Simbolul metodei de fabricație;
c)DimensiuniExemplu 50AxSch80 sau 60.5x5.5;
d)Numele producătorului sau marca de identificare.
Când diametrul exterior al fiecărui tub este mic și este dificil de marcat fiecare tub sau când cumpărătorul solicită ca fiecare fascicul de tuburi să fie marcat, fiecare fascicul poate fi marcat printr-o metodă adecvată.
STS370 este potrivit pentru sisteme de transfer de fluide cu presiune joasă, dar temperatură relativ ridicată.
Sisteme de încălzireÎn sistemele de încălzire a orașelor sau în sistemele de încălzire a clădirilor mari, STS370 poate fi utilizat pentru transportul apei calde sau a aburului, deoarece poate rezista la schimbările de presiune și temperatură din sistem.
Centrale electriceÎn producerea de energie electrică, este necesar un număr mare de țevi de abur de înaltă presiune, iar STS370 este materialul ideal pentru fabricarea acestor țevi, deoarece poate rezista la perioade lungi de timp în care există temperaturi ridicate și la medii de lucru cu presiune ridicată.
Sisteme de aer comprimatÎn industria prelucrătoare și în liniile de producție automatizate, aerul comprimat este o sursă importantă de energie, iar țeava de oțel STS370 este utilizată pentru a construi conductele acestor sisteme, pentru a asigura o furnizare sigură și eficientă a aerului.
Utilizare structurală și utilaje generaleDatorită proprietăților sale mecanice bune, STS370 poate fi utilizat și la fabricarea diferitelor componente structurale și mecanice, în special în aplicații în care este necesară o anumită rezistență la compresiune.
JIS G 3455 STS370 este un material din oțel carbon utilizat în servicii de înaltă presiune. Următoarele materiale pot fi considerate echivalente sau aproape echivalente:
1. ASTM A53 Gradul BPotrivit pentru aplicații structurale și mecanice generale și pentru transportul fluidelor.
2. API 5L Grad BPentru conducte de transport de petrol și gaze de înaltă presiune.
3. DIN 1629 St37.0Pentru inginerie mecanică generală și construcția de nave.
4. EN 10216-1 P235TR1Țeavă din oțel fără sudură pentru medii la temperaturi ridicate și presiuni ridicate.
5. ASTM A106 Gradul BȚeavă din oțel carbon fără sudură pentru utilizare la temperaturi ridicate.
6.ASTM A179Tuburi și țevi din oțel moale, trase la rece, fără sudură, pentru utilizare la temperaturi joase.
7. DIN 17175 St35.8Materiale tubulare fără sudură pentru cazane și recipiente sub presiune.
8. EN 10216-2 P235GHTuburi și țevi fără sudură din oțel nealiat și aliat pentru medii cu temperaturi ridicate și presiuni ridicate.
De la înființarea sa în 2014, Botop Steel a devenit un furnizor important de țevi din oțel carbon în nordul Chinei, cunoscut pentru servicii excelente, produse de înaltă calitate și soluții complete. Compania oferă o varietate de țevi din oțel carbon și produse conexe, inclusiv țevi din oțel fără sudură, ERW, LSAW și SSAW, precum și o gamă completă de fitinguri și flanșe pentru țevi.
Produsele sale specializate includ, de asemenea, aliaje de înaltă calitate și oțeluri inoxidabile austenitice, adaptate pentru a satisface cerințele diverselor proiecte de conducte.















