
Tuburi de oțel JIS G 3454sunt tuburi din oțel carbon potrivite în principal pentru utilizare în medii fără presiune înaltă, cu diametre exterioare cuprinse între 10,5 mm și 660,4 mm și cu temperaturi de funcționare de până la 350 ℃.
Butoane de navigare
Clasificarea gradelor
Procese de fabricație
Galvanizare la cald - țeavă albă
Compoziția chimică a JIS G 3454
Proprietățile mecanice ale JIS G 3454
Test de aplatizare
Test de încovoiere
Test hidraulic sau test nedistructiv
Toleranțe dimensionale
Tabelul greutății țevilor și programele de țevi conform JIS G3454
Aspect
Acoperire de suprafață conform JIS G 3454
Marcare
Aplicații ale țevilor de oțel JIS G 3454
Produsele noastre conexe
Clasificarea gradelor
JIS G 3454 are două clase în funcție de rezistența minimă la curgere a țevii de oțel finite.
STPG370, STPG410
Procese de fabricație
Fabricat folosind o combinație adecvată de procese de fabricație a tuburilor și metode de finisare.
| Simbolul gradului | Simbolul procesului de fabricație | ||
| Procesul de fabricație a țevilor | Metoda de finisare | Clasificarea acoperirii cu zinc | |
| STPG370 STPG410 | Fără cusături:S Sudare cu rezistență electrică:E | Finisat la cald:H Finisat la rece:C Sudat prin rezistență electrică:G | Țevi negrețevi neacoperite cu zinc Țevi albețevi acoperite cu zinc |
Țeava de oțel prelucrată la rece va fi recoaptă după fabricație. Dacă este necesar, Cumpărătorul poate specifica tratamentul termic al sudurilor țevii de oțel sudate prin rezistență STPG 410.
Dacă se utilizează sudarea prin rezistență, sudurile de pe suprafețele interioare și exterioare ale țevii trebuie îndepărtate pentru a obține o sudură netedă de-a lungul conturului țevii. Cu toate acestea, dacă este dificil să se îndepărteze sudura de pe suprafața interioară, starea sudată poate fi menținută.
Galvanizare la cald - țeavă albă
Pentrualbțeavă(țevile zincate), suprafața inspectatățeavă neagră(țevile nezincate) se curăță prin sablare, decapare sau alt tratament înainte de galvanizarea la cald. Zincul pentru galvanizarea la cald trebuie să fie lingou de zinc distilat JIS H 2107 Gradul 1 sau zinc de calitate egală sau superioară.
Alte cerințe generale pentru galvanizare sunt în conformitate cu JIS H 8641.
Compoziția chimică a JIS G 3454
Elementele generale ale testelor analitice și metodele de eșantionare și analiză trebuie să fie în conformitate cu JIS G 0404 punctul 8 (Compoziție chimică).
Metoda analitică trebuie să fie în conformitate cu JIS G 0320.
| Simbolul gradului | C (Carbon) | Si (siliciu) | Mn (Mangan) | P (Fosfor) | S (Sulf) |
| maxim | maxim | maxim | maxim | ||
| STPG370 | 0,25% | 0,35% | 0,30-0,90% | 0,04% | 0,04% |
| STPG410 | 0,30% | 0,35% | 0,30-1,00% | 0,04% | 0,04% |
Proprietățile mecanice ale JIS G 3454
Cerințele generale pentru testarea mecanică sunt în conformitate cu JIS G 0404 Clauza 7 (Cerințe generale) și Clauza 9 (Proprietăți mecanice).
Totuși, metoda de colectare a probelor pentru testarea mecanică trebuie să fie în conformitate cu JIS G 0404 Clauza 7.6 (Condiții de colectare a probelor și specimene), Tipul A.
Testerii de țevi vor efectua testele în conformitate cu JIS Z 2241, iar rezistența la tracțiune, limita de curgere și alungirea vor fi în conformitate cu Tabelul 3.
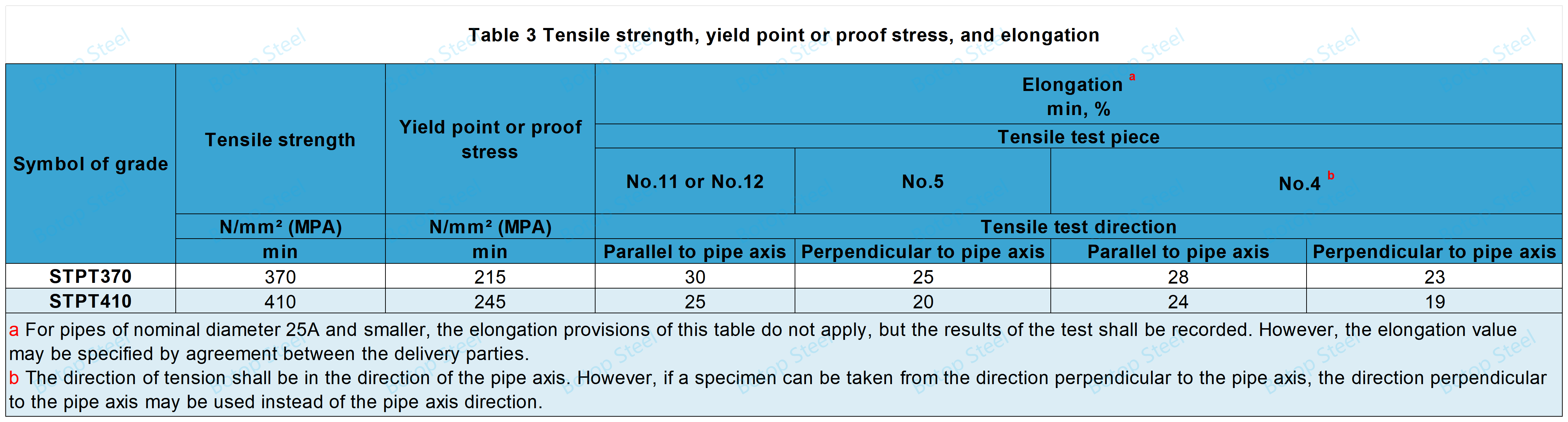
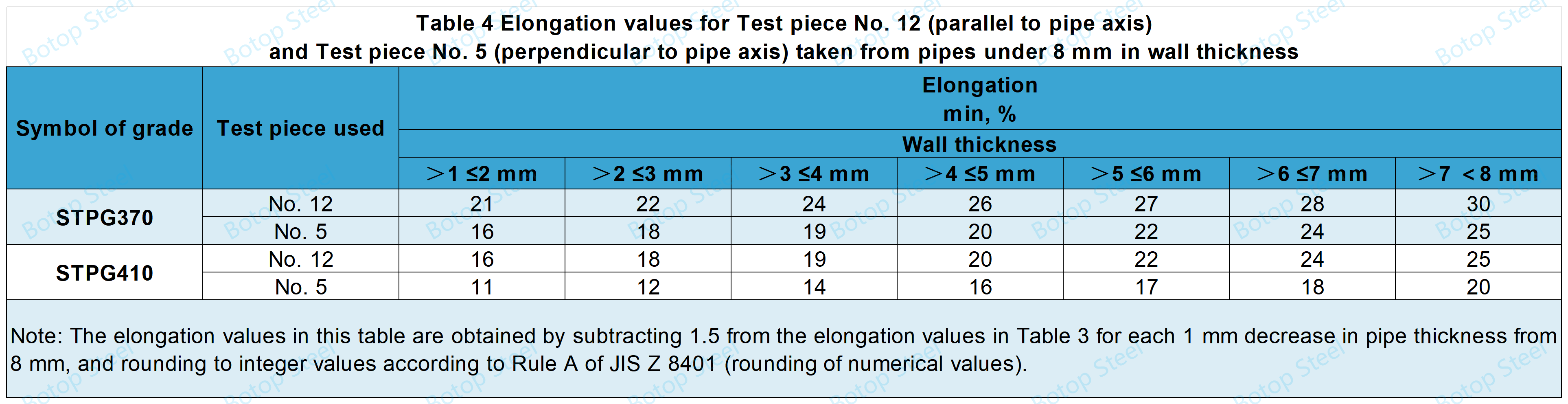
Totuși, pentru tuburile cu grosimea mai mică de 8 mm, alungirea trebuie să fie conformă cu tabelul 4 pentru încercările de tracțiune utilizând epruvete nr. 12 sau nr. 5.
Test de aplatizare
Temperatura de testare trebuie să fie temperatura camerei (5~35℃), proba este plasată între două plăci plane și comprimată până când distanța H dintre plăci este mai mică decât valoarea specificată, când proba este aplatizată, se observă dacă există o fisură pe suprafața blocului de probă de țeavă de oțel.
Când H=2/3D, verificați dacă sudura prezintă fisuri.
Când H=1/3D, verificați dacă există fisuri și în alte părți decât sudura.
Țeava de oțel fără sudură poate fi exceptată de la testul de aplatizare, dar performanța țevii trebuie să fie în conformitate cu prevederile.
Test de încovoiere
Aplicabil țevilor cu diametrul exterior ≤ 40A (48,6 mm).
Eșantionul nu trebuie să se fisureze atunci când este îndoit la 90° cu o rază interioară de 6 ori diametrul exterior.
Cumpărătorul poate specifica un unghi de îndoire de 180 și/sau o rază interioară de 4 ori diametrul exterior al țevii.
Pentru țevile sudate prin rezistență, cordonul de sudură trebuie să fie situat la aproximativ 90° față de partea exterioară a cotului.
Test hidraulic sau test nedistructiv
Toate conductele trebuie să fie testate hidraulic sau testate nedistructiv.
Totuși, pentru țevile albe, acest lucru se face de obicei înainte de galvanizare.
Hidrotestarea sau testarea nedistructivă este o metodă importantă de control al calității conductelor pentru a asigura siguranța și fiabilitatea acestora în timpul instalării și utilizării.
Test hidrostatic
Aplicați pe țeavă o presiune de testare hidraulică mai mare decât cea specificată și mențineți-o timp de cel puțin 5 secunde pentru a vedea dacă țeava poate rezista la presiune și dacă apar scurgeri.
| Tabelul 5 Presiunea minimă de testare hidraulică | ||||||
| Grosimea nominală a peretelui | Număr program: Sch | |||||
| 10 | 20 | 30 | 40 | 60 | 80 | |
| Presiune minimă de testare hidraulică, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 |
Testare nedistructivă
Metoda de testare cu ultrasunete (UT) trebuie să fie în conformitate cu JIS G 0582. Cu toate acestea, se poate utiliza în schimb și un test mai strict decât clasificarea UD a defectelor artificiale.
Metoda de testare curentă Eddy (ET) trebuie să fie în conformitate cu JIS G 0583. Cu toate acestea, aceasta poate fi înlocuită și cu un test mai strict decât clasificarea EY pentru defecte artificiale.
Desigur, pot fi alese în schimb alte metode de testare nedistructivă care îndeplinesc criteriile.
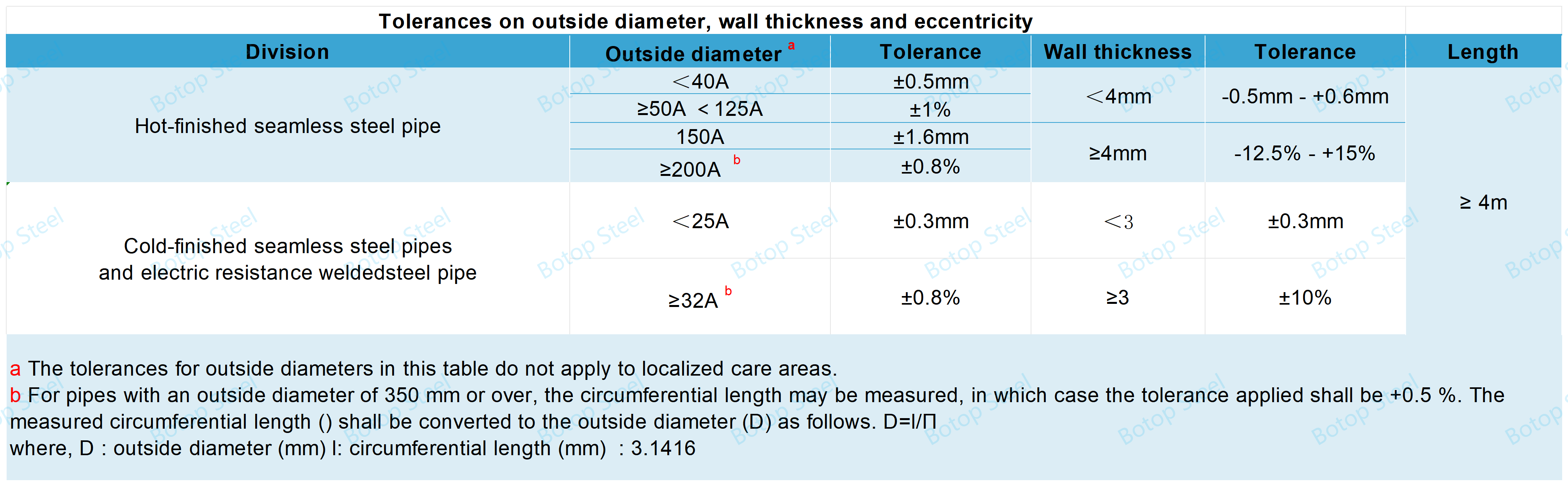
Toleranțe dimensionale
Toleranțele negative privind grosimea țevilor de oțel sudate prin rezistență se aplică numai sudurilor țevilor de oțel sudate prin rezistență; toleranțele pozitive nu se aplică.
Tabelul greutății țevilor și programele de țevi conform JIS G3454
Formula de calcul al greutății țevilor de oțel
W=0,02466t(Dt)
W: masa unitară a țevii (kg/m)
tgrosimea peretelui țevii (mm)
Ddiametrul exterior al țevii (mm)
0,02466: factor de conversie pentru obținerea lui W
Formula de mai sus este o conversie bazată pe densitatea tuburilor de oțel de 7,85 g/cm³, iar rezultatele sunt rotunjite la trei cifre semnificative.
Tabel de greutate a țevilor de oțel
Diagramele de greutate a țevilor joacă un rol foarte important în procesul de proiectare, inginerie, achiziții și construcție a conductelor și reprezintă o referință indispensabilă și importantă în ingineria conductelor.
Programe de conducte
Un tabel de țevi este un tabel utilizat pentru standardizarea dimensiunilor țevilor, de obicei pentru a specifica grosimea peretelui și diametrul nominal al unei țevi.
Anexele 10, 20, 30, 40, 60 și 80 din JIS G 3454.
Află mai multe despregreutățile țevilor și programele țevilorîn cadrul standardizatului.
Aspect
Țeava trebuie să fie practic dreaptă, iar capetele sale trebuie să fie practic perpendiculare pe axa țevii.
Suprafețele interioare și exterioare ale țevii trebuie să aibă un finisaj bun și să nu prezinte defecte nefavorabile utilizării.
Tratamentul de suprafață se poate face prin șlefuire, prelucrare și alte metode pentru a remedia defectele de suprafață, dar grosimea după tratament nu este mai mică decât grosimea minimă, iar forma țevii rămâne constantă.
Acoperire de suprafață conform JIS G 3454
Suprafețele interne și externe ale țevilor de oțel pot fi acoperite cu straturi anticorozive, cum ar fi straturi bogate în zinc, straturi epoxidice, straturi de grund, 3PE și FBE.
Marcare
Țevile de oțel care trec inspecția trebuie marcate cu următoarele informații, tub cu tub. Cu toate acestea, dacă diametrul exterior mic al tuburilor face dificilă marcarea fiecărui tub individual, tuburile pot fi grupate în fascicule, iar fiecare fascicul marcat în mod corespunzător.
Ordinea de marcare nu este specificată. În plus, anumite articole pot fi omise prin acord între părțile la livrare, cu condiția ca produsul să poată fi identificat.
a) Simbolul gradului
b) Simbolul procesului de fabricație
Simbolul procesului de fabricație va fi următorul. Liniile pot fi înlocuite cu spații libere.
Țeavă de oțel fără sudură finisată la cald:-SH
Țeavă de oțel fără sudură finisată la rece:-SC
Ca țeavă de oțel sudată cu rezistență electrică:-EG
Țeavă de oțel sudată prin rezistență electrică, finisată la cald:-EH
Țeavă de oțel sudată prin rezistență electrică, finisată la rece:-EC
c) Dimensiuni, exprimate prin diametru nominal × grosimea nominală a peretelui sau diametrul exterior × grosimea peretelui.
d) Numele producătorului sau marca de identificare
Exemplu: BOTOP JIS G 3454-SH STPG 370 50A×SHC40 NR. ÎNCĂLZIRE 00001
Aplicații ale țevilor de oțel JIS G 3454
Țevile de oțel standard JIS G 3454 au o gamă largă de aplicații în diverse domenii industriale și de construcții, fiind utilizate în principal pentru transportul diverselor medii fluide.
Sisteme de alimentare cu apă:Țevile de oțel standard JIS G 3454 pot fi utilizate în sistemele municipale de alimentare cu apă, sistemele industriale de alimentare cu apă etc. pentru a transporta apă curată de la robinet sau apă tratată.
Sisteme HVAC:Aceste țevi de oțel sunt, de asemenea, utilizate în mod obișnuit în sistemele HVAC pentru a transporta apa de răcire sau apa caldă.
Recipiente sub presiune:Țevile de oțel JIS G 3454 sunt utilizate și în unele recipiente sub presiune și cazane
Uzine chimice:Acestea pot fi utilizate pentru a transporta o varietate de medii chimice.
Industria petrolului și gazelor:Deși JIS G 3454 este potrivit în principal pentru transportul la presiune joasă, poate fi utilizat și în unele aplicații mai puțin solicitante din industria petrolului și gazelor.
Suntem un producător și furnizor de țevi din oțel carbon sudate de înaltă calitate din China, precum și un distribuitor de țevi din oțel fără sudură, oferindu-vă o gamă largă de soluții de țevi din oțel!
Etichete: JIS G 3454, STPG, SCH, țeavă de carbon, țeavă albă, tub negru, furnizori, producători, fabrici, distribuitori, companii, en-gros, cumpărare, preț, ofertă, vrac, de vânzare, cost.
Data publicării: 01 mai 2024