
Țevi de oțel JIS G 3456Tuburile din oțel carbon sunt potrivite în principal pentru utilizare în medii de service cu diametre exterioare între 10,5 mm și 660,4 mm la temperaturi care depășesc 350 ℃.

Butoane de navigare
Clasificare JIS G 3456
Materii prime
Procese de fabricație JIS G 3456
Capăt de țeavă
Tratament la cald
Componente chimice ale JIS G 3456
Test de tracțiune conform JIS G 3456
Experiment de aplatizare
Test de îndoire
Test hidraulic sau test nedistructiv (NDT)
Diagrama greutății țevilor și lista de țevi conform JIS G 3456
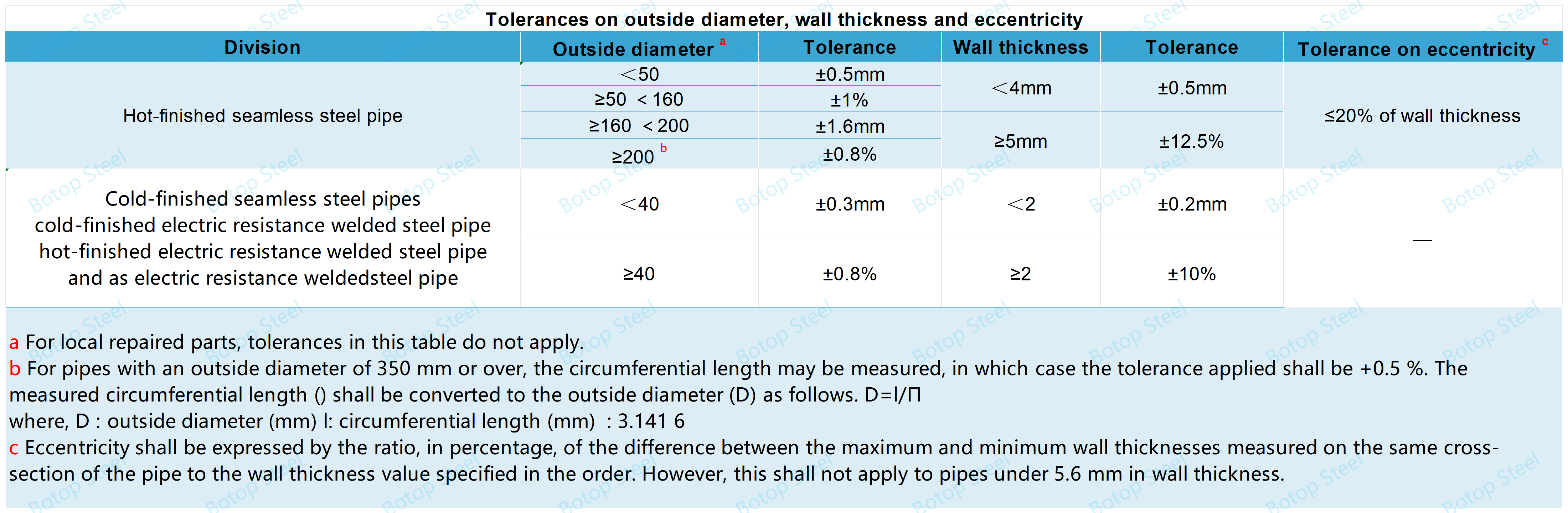
Toleranțe dimensionale
Aspect
Marcare JIS G 3456
Aplicații pentru țevi de oțel JIS G 3456
Standarde legate de JIS G 3456
Produsele noastre conexe
Clasificare JIS G 3456
Standardul JIS G 3456 are trei grade în funcție de rezistența la tracțiune a țevii.
STPT370, STPT410 și STPT480
Acestea reprezintă tuburi cu o rezistență minimă la tracțiune de 370, 410 și respectiv 480 N/mm² (MPa).
Materii prime
Țevile vor fi fabricate din oțel calm.
Oțelul calmat este un tip special de oțel caracterizat prin adăugarea unor elemente specifice, cum ar fi aluminiul și siliciul, în timpul procesului de topire pentru a absorbi și lega oxigenul și alte impurități dăunătoare din oțel.
Acest proces elimină eficient gazele și impuritățile, îmbunătățind astfel puritatea și uniformitatea oțelului.
Procese de fabricație JIS G 3456
Produs folosind o combinație adecvată de procese de fabricație a tuburilor și metode de finisare.
| Simbolul gradului | Simbolul procesului de fabricație | ||
| Procesul de fabricație a țevilor | Metoda de finisare | Marcare | |
| STPT370 STPT410 STPT480 | Fără cusături:S | Finisat la cald:H Finisat la rece:C | Așa cum se menționează la punctul 13 b). |
| Sudare cu rezistență electrică:E Sudat cap la cap:B | Finisat la cald:H Finisat la rece:C Sudat prin rezistență electrică:G | ||
PentruSTPT 480țeavă de calitate superioară, se vor utiliza numai țevi din oțel fără sudură.
Dacă se utilizează sudarea prin rezistență, sudurile de pe suprafețele interioare și exterioare ale țevii trebuie îndepărtate pentru a obține o sudură netedă.
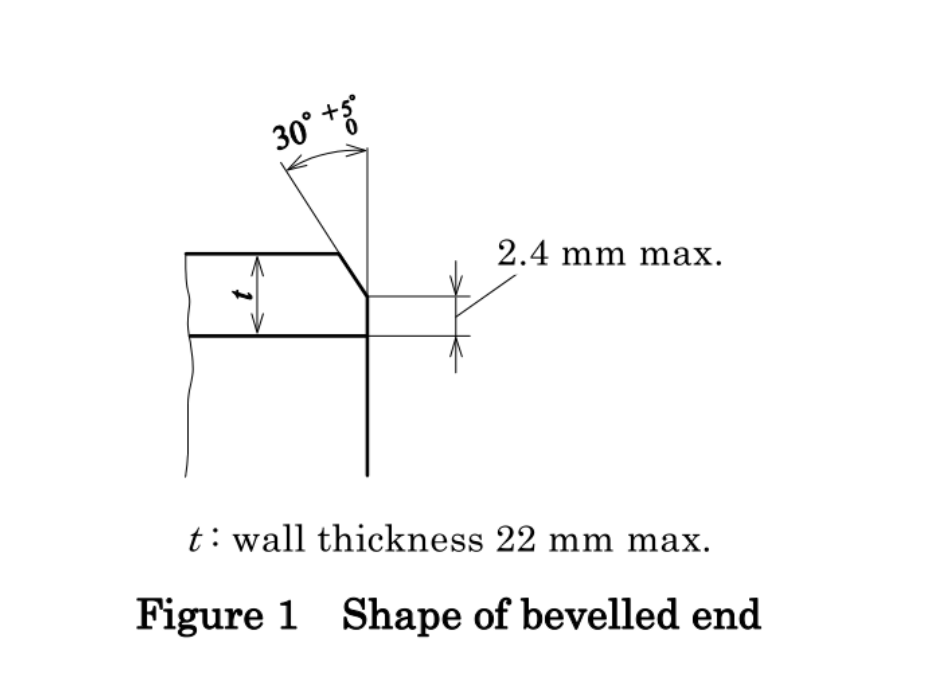
Capăt de țeavă
Țeava ar trebui să fiecapăt plat.
Dacă este necesară prelucrarea țevii într-un capăt teșit, pentru o țeavă de oțel cu grosimea peretelui ≤ 22 mm, unghiul teșiturii este de 30-35°, lățimea teșiturii marginii țevii de oțel: este de maximum 2,4 mm.
Țeava de oțel cu grosimea peretelui mai mare de 22 mm, cu capăt înclinat, este în general prelucrată ca o teșitură compozită, iar implementarea standardelor se poate face referire la cerințele relevante ale ASME B36.19.
Tratament la cald
Selectați procesul de tratament termic adecvat în funcție de calitate și procesul de fabricație.

Componente chimice ale JIS G 3456
Testarea compoziției chimice
Metoda de analiză termică trebuie să fie în conformitate cu JIS G 0320.
Metoda de analiză a produsului trebuie să fie în conformitate cu JIS G 0321.
| Simbolul gradului | C(Carbon) | Si(Siliciu) | Mn(Mangan) | P(Fosfor) | S(Sulf) |
| maxim | maxim | maxim | |||
| STPT370 | 0,25% | 0,10-0,35% | 0,30-0,90% | 0,035% | 0,035% |
| STPT410 | 0,30% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
| STPT480 | 0,33% | 0,10-0,35% | 0,30-1,00% | 0,035% | 0,035% |
Toleranțe pentru compoziția chimică
Țevile din oțel fără sudură trebuie să respecte toleranțele din tabelul 3 din JIS G 0321.
Țevile de oțel sudate prin rezistență trebuie să respecte toleranțele din tabelul 2 din JIS G 0321.
Test de tracțiune conform JIS G 3456
Metode de testare: Metodele de testare trebuie să fie conforme cu standardele din JIS Z.2241.
Țeava trebuie să îndeplinească cerințele din Tabelul 4 privind rezistența la tracțiune, limita de curgere și alungire.
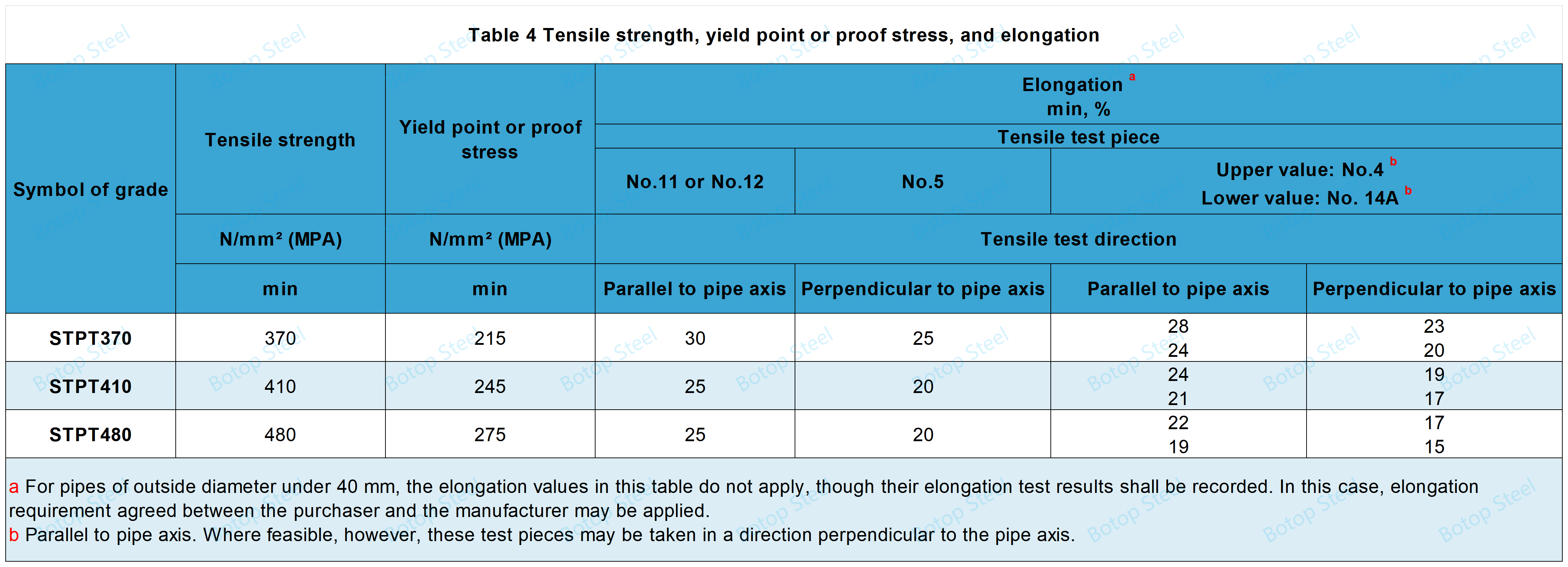
Epruveta utilizată trebuie să fie de nr. 11, nr. 12 (nr. 12A, nr. 12B sau nr. 12C), nr. 14A, nr. 4 sau nr. 5, specificate în JIS Z 2241.
Diametrul piesei de testare nr. 4 trebuie să fie de 14 mm (lungimea ecartamentului 50 mm).
Epruvetele nr. 11 și nr. 12 se preiau paralel cu axa țevii,
Epruvete nr. 14A și nr. 4, fie paralele, fie perpendiculare pe axa țevii,
și epruveta nr. 5, perpendiculară pe axa țevii.
Epruveta nr. 12 sau nr. 5 prelevată din țeava de oțel sudată prin rezistență electrică nu trebuie să conțină sudura.
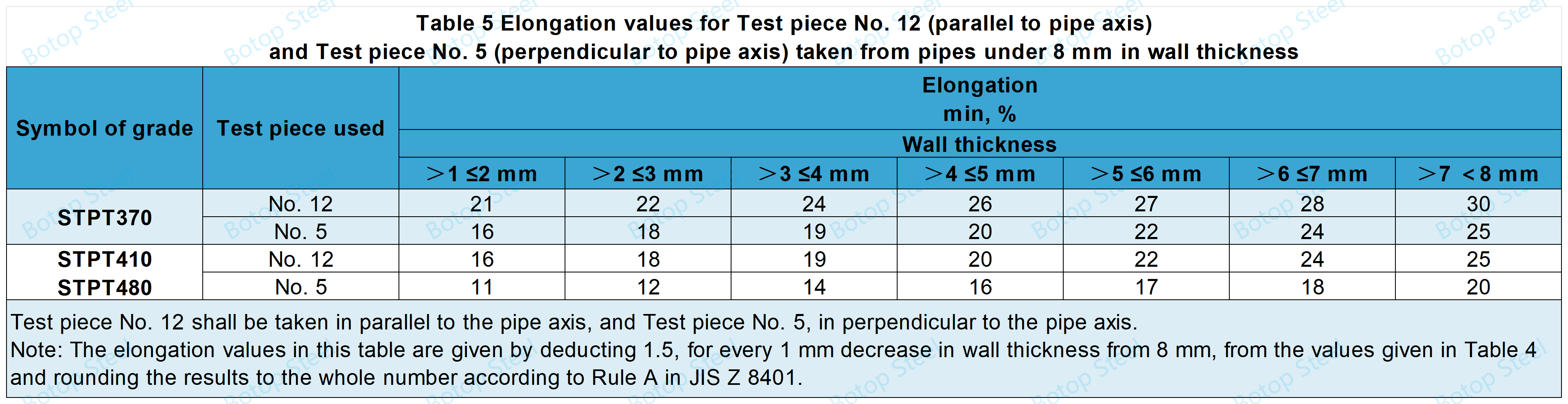
Pentru încercarea la tracțiune a țevilor cu grosimea sub 8 mm, efectuată folosind epruveta nr. 12 sau epruveta nr. 5, se aplică cerința de alungire indicată în tabelul 5.
Experiment de aplatizare
La temperatura camerei (5°C - 35°C), aplatizați proba între două platforme până cânddistanța (H) dintre ele atinge valoarea specificată și apoi verificați dacă există fisuri.
H=(1+e)t/(e+t/D)
нdistanța dintre plăci (mm)
t: grosimea peretelui țevii (mm)
Ddiametrul exterior al țevii (mm)
е: constantă definită pentru fiecare grad de țeavă:
0,08 pentru STPT370,
0,07 pentru STPT410 și STPT480
Test de îndoire
Îndoibilitatea se aplică țevilor cu un diametru exterior de 60,5 mm sau mai puțin.
Metoda de testare La temperatura camerei (5°C până la 35°C), îndoiți piesa de testare în jurul dornului până când raza interioară este de 6 ori diametrul exterior al țevii și verificați dacă există fisuri. În acest test, sudura trebuie să fie situată la aproximativ 90° față de partea cea mai exterioară a îndoirii.
Testul de îndoire poate fi efectuat și cu condiția ca raza interioară să fie de patru ori diametrul exterior al țevii, iar unghiul de îndoire să fie de 180°.
Test hidraulic sau test nedistructiv (NDT)
Se va efectua un test hidraulic sau un test nedistructiv pe fiecare conductă.
Test hidraulic
Mențineți conducta la presiunea minimă de testare hidraulică specificată timp de cel puțin 5 secunde și observați dacă conducta poate suporta presiunea fără scurgeri.
Timpul hidraulic este specificat conform programului de țevi de oțel.
| Tabelul 6 Presiunea minimă de testare hidraulică | ||||||||||
| Grosimea nominală a peretelui | Număr program: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Presiune minimă de testare hidraulică, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Test nedistructiv
Dacă se utilizează inspecția cu ultrasunete, semnalele de la probele de referință care conțin standarde de referință de tip UD, așa cum se specifică în JIS G 0582, trebuie utilizate ca niveluri de alarmă; orice semnal de la țeavă egal sau mai mare decât nivelul de alarmă trebuie respins. În plus, adâncimea minimă a adânciturilor pătrate pentru testarea țevilor, altele decât finisarea la rece, trebuie să fie de 0,3 mm.
Dacă se utilizează inspecția cu curenți turbionari, se vor utiliza ca nivel de alarmă semnalele de la un standard de referință de tip EY, așa cum este specificat în JIS G 0583; orice semnal de la conductă egal sau mai mare decât nivelul de alarmă va fi un motiv de respingere.
Diagrama greutății țevilor și lista de țevi conform JIS G 3456
Formula de calcul al greutății țevilor de oțel
Presupunem o densitate de 7,85 g/cm³ pentru tubul de oțel și rotunjim rezultatul la trei cifre semnificative.
W=0,02466t(Dt)
W: masa unitară a țevii (kg/m)
tgrosimea peretelui țevii (mm)
Ddiametrul exterior al țevii (mm)
0,02466: factor de conversie pentru obținerea lui W
Diagrama greutății țevilor
Tabelele și programele de greutate a țevilor sunt referințe importante utilizate în mod obișnuit în ingineria conductelor.
Programe de conducte
Un program este o combinație standardizată între grosimea peretelui și diametrul nominal al unei țevi.
Țevile de oțel Schedule 40 și Schedule 80 sunt utilizate pe scară largă în industrie și construcții. Sunt țevi de dimensiuni comune, cu grosimi de perete și capacități diferite pentru diferite scenarii de aplicare.
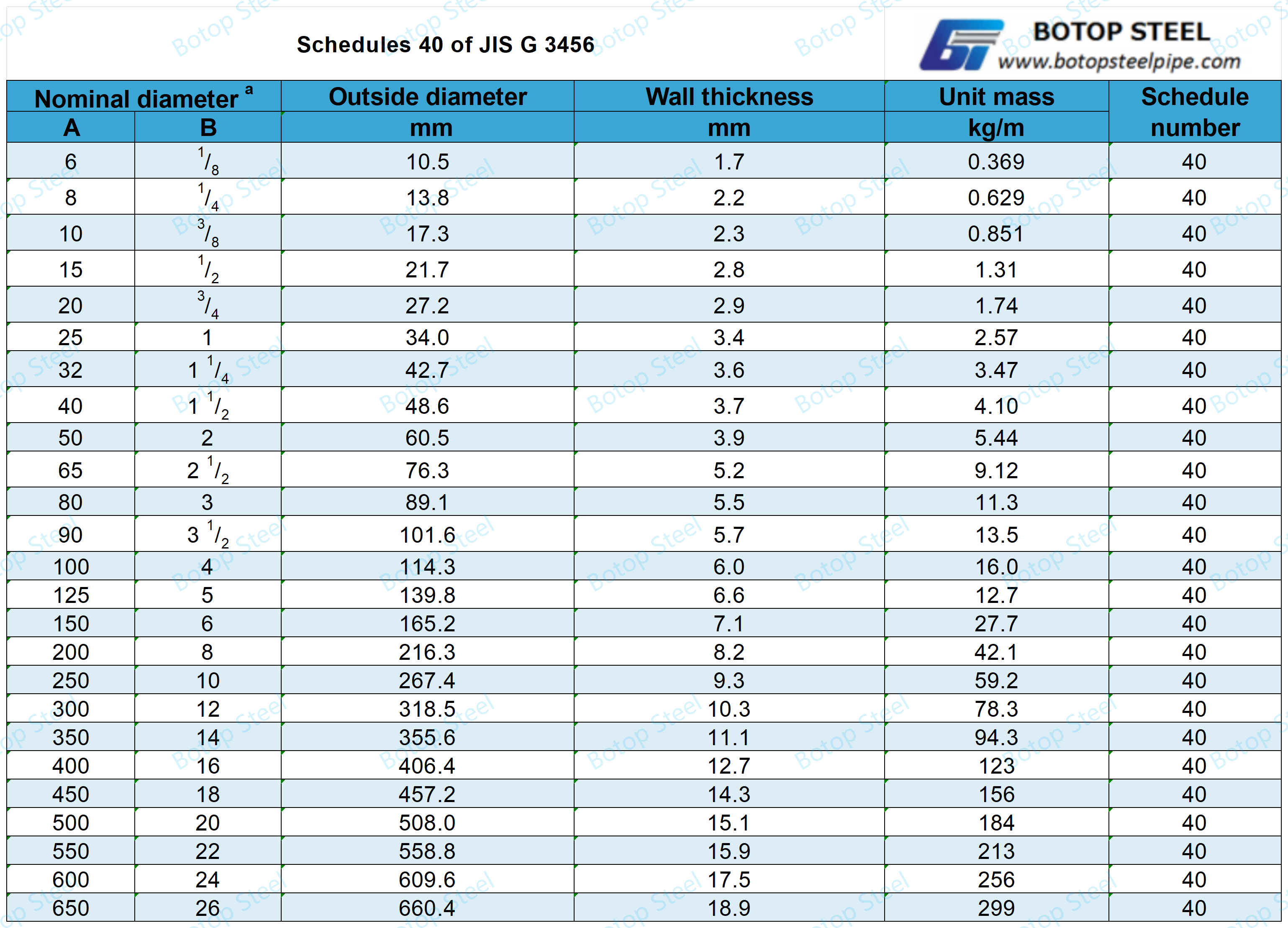
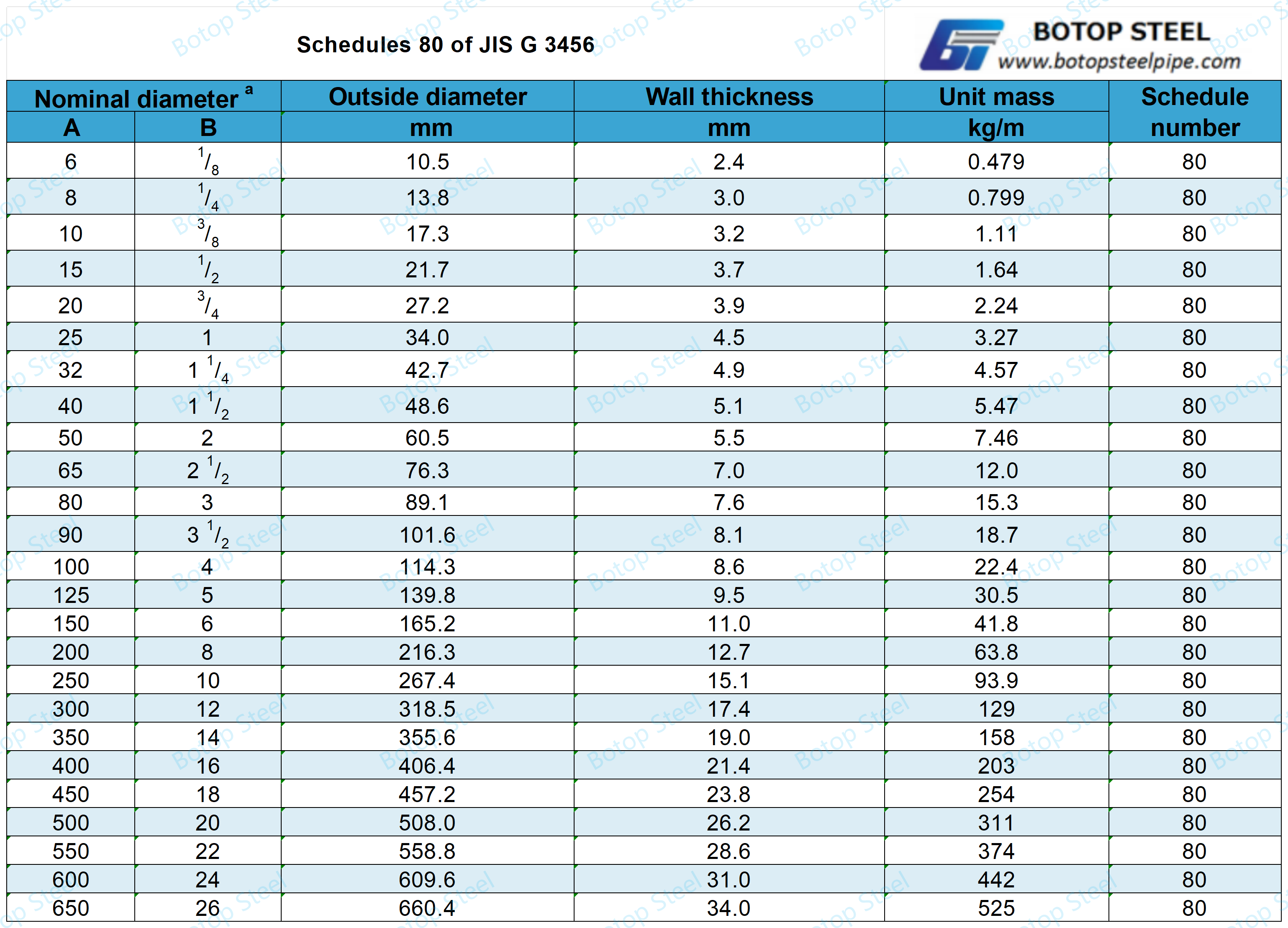
Dacă vrei să afli mai multe despretabelul de greutăți al țevilor și programul țevilorîn standard, puteți da clic pentru a-l verifica!
Toleranțe dimensionale
Aspect
Suprafețele interioare și exterioare ale țevii trebuie să fie netede și fără defecte nefavorabile utilizării.
Țeava trebuie să fie dreaptă, cu capetele perpendicular pe axa țevii.
Țevile pot fi reparate prin șlefuire, prelucrare mecanică sau alte metode, dar grosimea peretelui reparat trebuie să rămână în toleranțele specificate, iar suprafața reparată trebuie să aibă un profil neted.
Grosimea peretelui țevii reparate trebuie menținută în toleranțele specificate, iar suprafața țevii reparate trebuie să aibă un profil neted.
Marcare JIS G 3456
Fiecare țeavă care trece inspecția trebuie etichetată cu următoarele informații. Etichetele pot fi folosite pe fascicule pentru țevile cu diametru mic.
a) Simbolul gradului
b) Simbolul procesului de fabricație
Simbolul procesului de fabricație va fi următorul. Liniile pot fi înlocuite cu spații libere.
Țeavă de oțel fără sudură finisată la cald:-SH
Țeavă de oțel fără sudură finisată la rece: -SC
Ca țeavă de oțel sudată prin rezistență electrică: -EG
Țeavă de oțel sudată prin rezistență electrică, finisată la cald: -EH
Țeavă de oțel sudată prin rezistență electrică, finisată la rece: -EC
c) Dimensiuni, exprimată prin diametrul nominal × grosimea nominală a peretelui sau diametrul exterior × grosimea peretelui.
d) Numele producătorului sau marca de identificare
Exemplu:BOTOP JIS G 3456 SH STPT370 50A×SHC40 INCALDURA NR.00001
Aplicații pentru țevi de oțel JIS G 3456
Țeava de oțel JIS G 3456 este utilizată de obicei pentru echipamente și sisteme de conducte în medii cu temperaturi ridicate și presiune ridicată, cum ar fi în cazane, schimbătoare de căldură, conducte de abur de înaltă presiune, centrale termice, fabrici chimice și fabrici de hârtie.
Standarde legate de JIS G 3456
Următoarele standarde sunt aplicabile conductelor în medii cu temperaturi ridicate și presiuni ridicate și pot fi utilizate ca alternativă la JIS G 3456.
ASTM A335/A335M: aplicabil țevilor din oțel aliat
DIN 17175: pentru țevi de oțel fără sudură
EN 10216-2: pentru țevi din oțel fără sudură
GB 5310: aplicabil țevilor de oțel fără sudură
ASTM A106/A106M: Tuburi din oțel carbon fără sudură
ASTM A213/A213M: Tuburi și țevi fără sudură din oțel aliat și oțel inoxidabil
EN 10217-2: Potrivit pentru tuburi și țevi sudate
ISO 9329-2: Tuburi și țevi fără sudură din oțel carbon și oțel aliat
NFA 49-211: pentru tuburi și țevi din oțel fără sudură
BS 3602-2: pentru țevi și fitinguri din oțel carbon fără sudură
Produsele noastre conexe
Suntem un producător și furnizor de țevi din oțel carbon sudate de înaltă calitate din China, precum și un distribuitor de țevi din oțel fără sudură, oferindu-vă o gamă largă de soluții de țevi din oțel! Dacă doriți să aflați mai multe informații despre produsele de țevi din oțel, ne puteți contacta.
Etichete: JIS G 3456, SPTP370, STPT410, STPT480, STPT, furnizori, producători, fabrici, distribuitori, companii, en-gros, cumpărare, preț, ofertă, vrac, de vânzare, cost.
Data publicării: 29 aprilie 2024