
Țeavă de oțel JIS G 3444este o țeavă structurală din oțel carbon, fabricată prin procese fără sudură sau sudate, utilizată în principal în inginerie civilă și construcții.

Butoane de navigare
Interval de dimensiuni
Clasificarea gradelor
Procese de fabricație JIS G 3444
Tipul capătului tubului
Compoziția chimică a JIS G 3444
Proprietățile mecanice ale JIS G 3444
Rezistență la aplatizare
Test de îndoire
Alte teste
Tabelul de greutate a țevilor conform JIS G 3444
Toleranța dimensională a JIS G 3444
Apariții
Marcare
Aplicație JIS G 3444
Standarde conexe
Avantajele noastre
Interval de dimensiuni
Diametru exterior de uz general: 21,7-1016,0 mm;
Piloți de fundație și piloți pentru suprimarea alunecărilor de teren, diametru exterior: sub 318,5 mm.
Procese de fabricație JIS G 3444
Tuburile vor fi fabricate printr-o combinație a metodei de fabricație a tuburilor și a metodei de finisare indicate.

Tuburile pot fi tratate termic corespunzător, dacă se dorește.
Dacă este solicitat de către Cumpărător, țeava poate fi fabricată dintr-o tablă de oțel acoperită sau o bară de oțel acoperită. În acest caz, tipul de acoperire și calitatea acoperirii trebuie să fie conforme cu cerințele JIS G 3444, Anexa A.
Tipurile de acoperire care pot fi aplicate sunt acoperirea cu zinc la cald, acoperirea cu zinc electrolitic, acoperirea cu aluminiu la cald, acoperirea cu aliaj de zinc-aluminiu 5% prin imersie la cald, acoperirea cu aliaj de zinc-aluminiu 55% prin imersie la cald sau acoperirea cu aliaj de zinc-aluminiu-magneziu la cald.
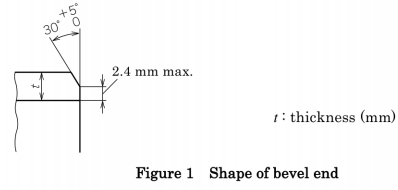
Tipul capătului tubului
Capetele țevilor de oțel trebuie să fie plate.
Dacă țeava trebuie prelucrată într-un capăt teșit, unghiul teșiturii este de 30-35°, lățimea teșiturii marginii țevii de oțel: este de maximum 2,4 mm.
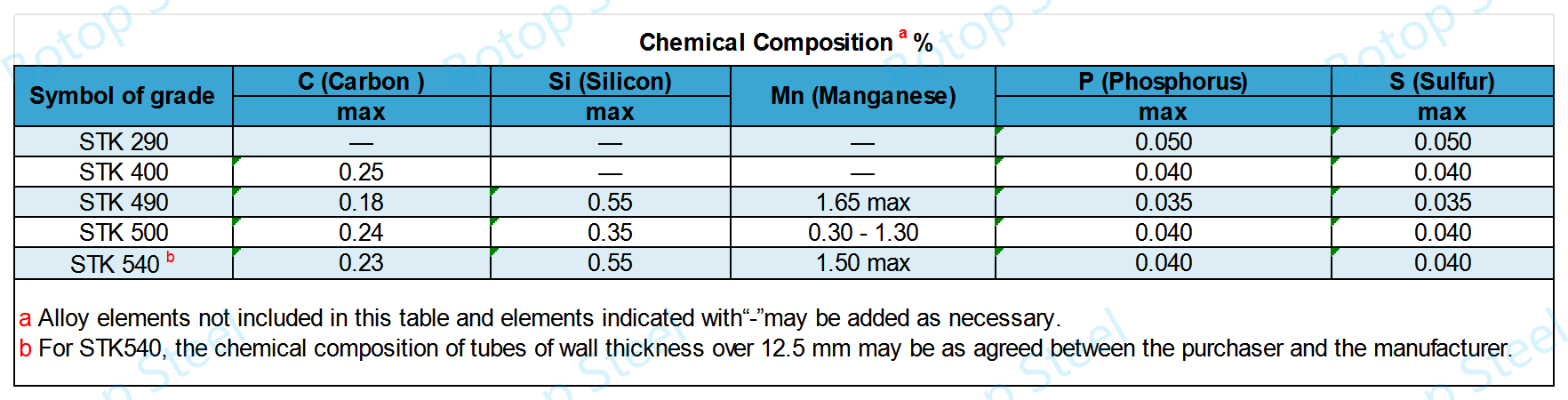
Compoziția chimică a JIS G 3444
Metodele de analiză termică trebuie să fie conforme cu cerințele din JIS G 0320.
Metoda de analiză a produsului trebuie să fie în conformitate cu cerințele din JIS G 0321.
Proprietățile mecanice ale JIS G 3444
Cerințele generale pentru încercările mecanice vor fi în conformitate cu secțiunile 7 și 9 din JIS G 0404.
Totuși, metoda de eșantionare pentru testele mecanice trebuie să fie conformă cu cerințele prevederilor Clasei A din Secțiunea 7.6 a JIS G 0404.
Rezistența la tracțiune și punctul de curgere sau tensiunea de elasticitate
Rezistența la tracțiune și limita de curgere sau tensiunea de eliberare, precum și rezistența la tracțiune la nivelul sudurii trebuie să respecte valorile specificate în tabelul 3.

Rezistența la tracțiune a sudurii este aplicabilă tuburilor sudate automat cu arc.
Rezistența sudurii este aceeași cu cea necesară pentru corpul țevii. Piesa sudată este adesea veriga slabă a structurii, așadar, o rezistență la tracțiune identică asigură fiabilitatea structurii sudate.
Tabelul 3 conține, de asemenea, cerințele de distanță pentru rezistența la aplatizare și cerințele pentru unghiul de îndoire și raza de îndoire la capătul de îndoire.
Elongaţie
Alungirea corespunzătoare metodei de fabricație a tubului este prezentată în Tabelul 4.
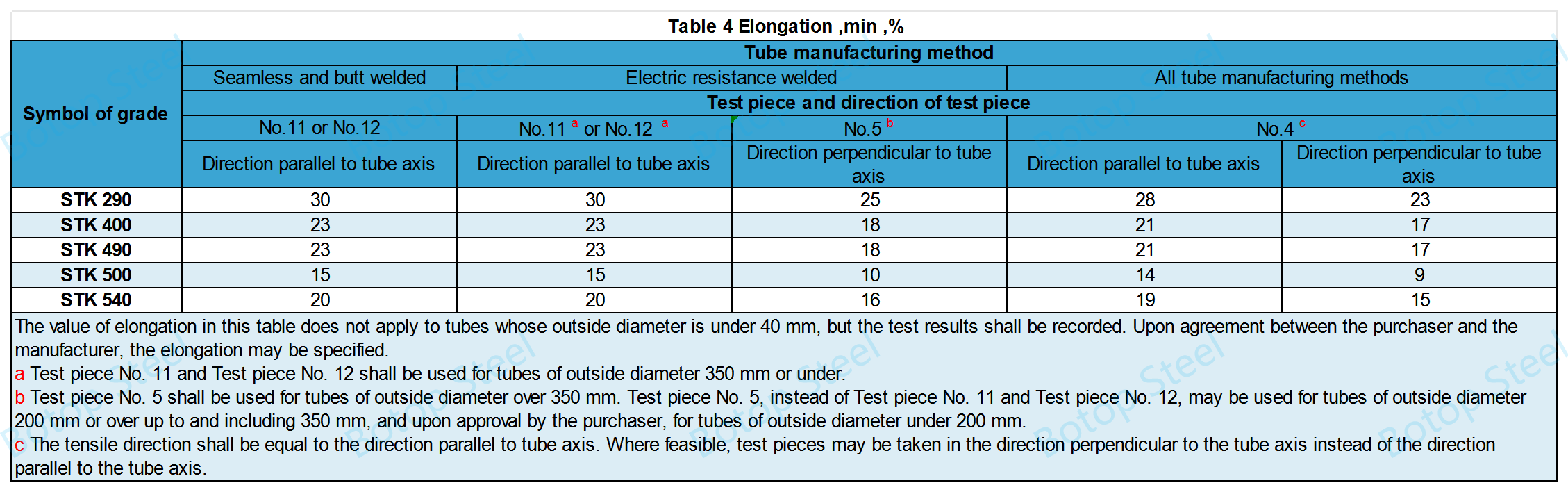
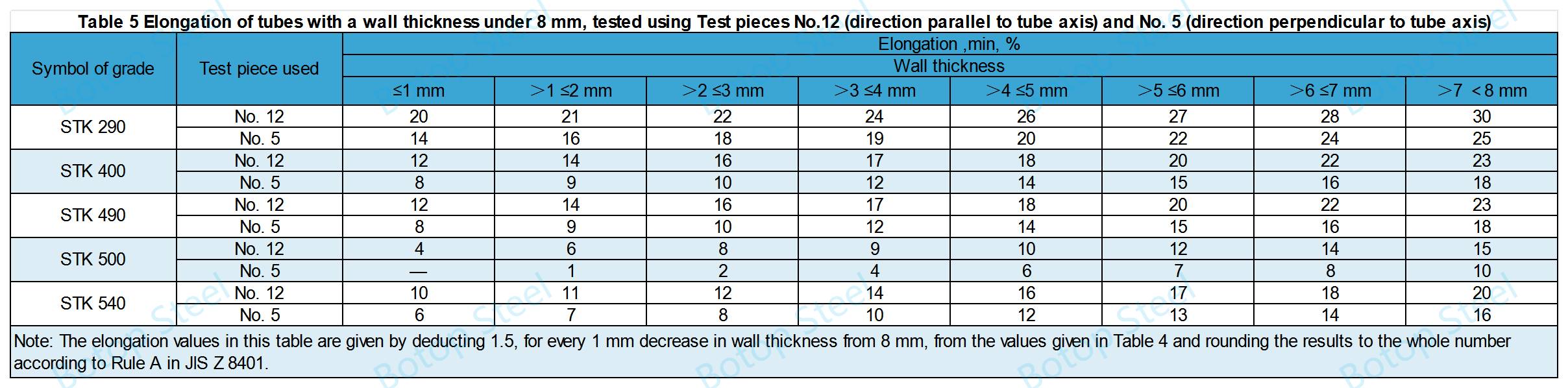
Totuși, atunci când încercarea la tracțiune se efectuează pe epruveta nr. 12 sau pe epruveta nr. 5 prelevată dintr-un tub cu o grosime a peretelui sub 8 mm, alungirea trebuie să fie în conformitate cu tabelul 5.
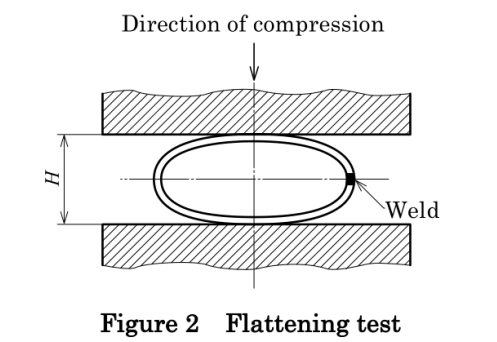
Rezistență la aplatizare
Se plasează epruveta la temperatură obișnuită (5 °C până la 35 °C) între două plăci plane și se comprimă pentru a o aplatiza până când distanța dintre plăci H devine egală sau mai mică decât valoarea specificată în tabelul 3, apoi se examinează dacă există fisuri pe epruvetă.
Plasați sudurile țevii de oțel sudate prin rezistență și ale țevii de oțel sudate cap la cap astfel încât linia dintre centrul țevii și sudură să fie perpendiculară pe direcția de compresie.
Test de îndoire
Se îndoiește epruveta în jurul unui cilindru la temperatură obișnuită (5 °C până la 35 °C) la un unghi de îndoire nu mai mic decât unghiul minim de îndoire specificat în tabelul 3 și cu o rază interioară nu mai mare decât raza interioară maximă specificată în tabelul 3 și se examinează epruveta pentru fisuri.
Pentru testarea țevii de oțel sudate prin rezistență electrică și a țevii de oțel sudate cap la cap, se plasează epruveta astfel încât sudura să fie la 90 °C față de poziția cea mai exterioară a îndoiturii.
Alte teste
Testele hidrostatice, testele nedistructive ale sudurilor sau alte teste trebuie convenite în prealabil pe baza cerințelor relevante.
Tabelul de greutate a țevilor conform JIS G 3444
Formula de calcul al greutății țevilor de oțel
W=0,02466 t (Dt)
W: masa unitară a tubului (kg/m)
tgrosimea peretelui tubului (mm)
Ddiametrul exterior al tubului (mm)
0,02466: factor de conversie a unităților pentru obținerea lui W
Formula se bazează pe faptul că densitatea oțelului este de 7,85 g/cm³.
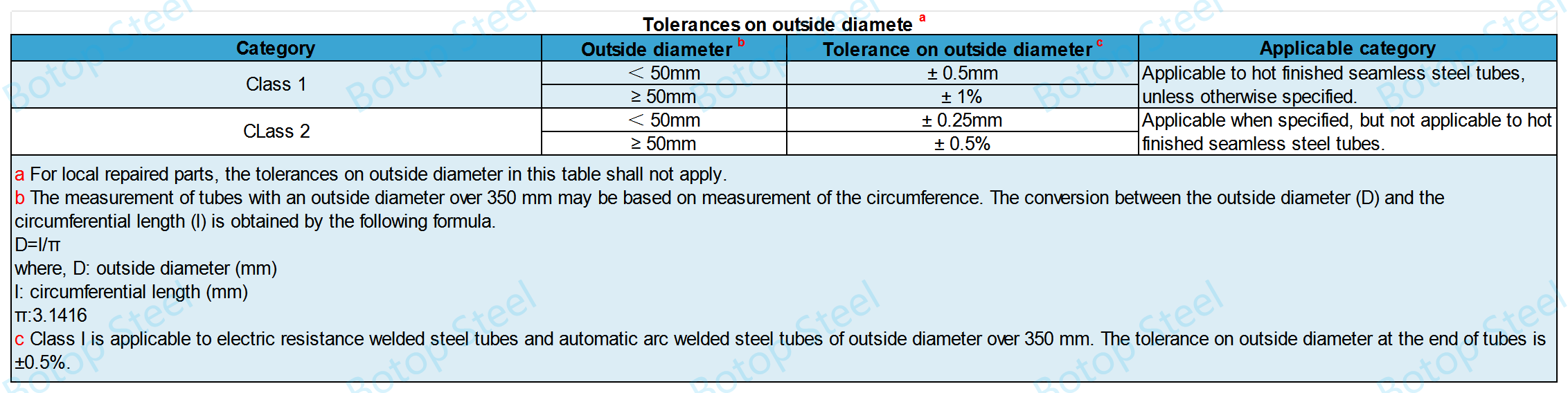
Toleranța dimensională a JIS G 3444
Toleranța diametrului exterior
Toleranță grosime perete

Toleranță de lungime
Toleranța lungimii țevii de oțel, toleranța negativă este zero, toleranța pozitivă nu este obligatorie în mod explicit, cumpărătorul și producătorul decid de comun acord.
Apariții
Suprafețele interioare și exterioare ale țevii de oțel trebuie să fie netede și fără defecte nefavorabile utilizării.
Acoperirile anticorozive, cum ar fi acoperirile bogate în zinc, acoperirile epoxidice, acoperirile de vopsea etc., pot fi aplicate pe suprafețele exterioare sau interioare.
Marcare
Fiecare țeavă de oțel trebuie etichetată cu următoarele informații.
a)Simbol al gradului.
b) Simbol pentru metoda de fabricație.Simbolul pentru metoda de fabricație va fi următorul. O liniuță poate fi înlocuită cu un spațiu.
1) Țeavă de oțel fără sudură finisată la cald: -SH
2) Țeavă de oțel fără sudură finisată la rece: -SC
3) Ca tub de oțel sudat prin rezistență electrică: -EG
4) Țeavă de oțel sudată prin rezistență electrică, finisată la cald: -EH
5) Țeavă de oțel sudată prin rezistență electrică, finisată la rece: -EC
6) Țevi de oțel sudate cap la cap -B
7) Tuburi de oțel sudate automat cu arc -A
c) Dimensiuni.Diametrul exterior și grosimea peretelui trebuie marcate.
d) Numele sau abrevierea producătorului.
Când marcarea pe un tub este dificilă din cauza diametrului exterior mic sau când cumpărătorul solicită acest lucru, marcarea poate fi aplicată pe fiecare fascicul de tuburi printr-un mijloc adecvat.
Metode precum utilizarea etichetelor etc.
Aplicație JIS G 3444
Sunt utilizate în inginerie civilă și arhitectură, cum ar fi turnuri de oțel, schele, piloți de fundație, piloți de fundație și piloți pentru suprimarea alunecărilor de teren.
Standarde conexe
JIS G 3452Specifică țevile din oțel carbon pentru uz general (diferite de scopurile structurale și mai concentrate pe transportul lichidelor sau gazelor).
JIS G 3454Specifică standardele pentru țevile din oțel carbon destinate conductelor sub presiune.
ASTM A500: acoperă tuburile structurale din oțel carbon sudate și fără sudură, formate la rece și este similar cu JIS G 3444 în ceea ce privește unele dintre cerințele sale.
EN 10219Acoperă profile tubulare sudate, formate la rece, pentru scopuri structurale, inclusiv profile rotunde, pătrate și dreptunghiulare.
Avantajele noastre
De la înființarea sa în 2014, Botop Steel a devenit un furnizor important de țevi din oțel carbon în nordul Chinei, cunoscut pentru servicii excelente, produse de înaltă calitate și soluții complete.
Compania oferă o varietate de țevi din oțel carbon și produse conexe, inclusiv țevi din oțel fără sudură, ERW, LSAW și SSAW, precum și o gamă completă de fitinguri și flanșe pentru țevi.
Produsele sale specializate includ, de asemenea, aliaje de înaltă calitate și oțeluri inoxidabile austenitice, adaptate pentru a satisface cerințele diverselor proiecte de conducte.
Etichete: jis g 3444, țeavă din oțel carbon, stk, tub de oțel, țeavă structurală.
Data publicării: 10 mai 2024