
Țeavă de oțel JIS G 3452este standardul japonez pentru țevile din oțel carbon aplicate la o presiune de lucru relativ scăzută pentru transportul aburului, apei, petrolului, gazelor, aerului etc.
Este potrivit pentru țevi cu un diametru exterior de 10,5 mm - 508,0 mm.

Butoane de navigare
Simbolul gradului și procesele de fabricație ale JIS G 3452
Tipul capătului de țeavă JIS G 3452
Compoziția chimică a JIS G 3452
Proprietățile mecanice ale JIS G 3452
Proprietatea de aplatizare
Flexibilitate
Test hidraulic sau test nedistructiv (NDT)
Diagrama greutății țevilor și toleranțele dimensionale
Aspectul țevilor de oțel
Galvanizat din JIS G 3452
Marcarea conform JIS G 3452
Principalele aplicații ale JIS G 3452
Standarde relevante
Produsele noastre conexe
Simbolul gradului și procesele de fabricație ale JIS G 3452
Țevile vor fi fabricate folosind combinația adecvată de procese de fabricație a țevilor și metode de finisare selectate.
| Simbolul gradului | Simbolul procesului de fabricație | Clasificarea acoperirii cu zinc | ||
| Procesul de fabricație a țevilor | Metoda de finisare | Marcare | ||
| SGP | Sudare cu rezistență electrică:E Sudat cap la cap:B | Finisat la cald:H Finisat la rece:C Sudat prin rezistență electrică:G | Așa cum este dat în13 lit. b). | Țevi negrețevi neacoperite cu zinc Țevi albețevi acoperite cu zinc |
Țevile se livrează în mod normal așa cum sunt fabricate. Țevile prelucrate la rece se recoc după finalizarea fabricației.
Dacă se utilizează procesul de fabricație prin sudură prin rezistență, sudurile trebuie îndepărtate de pe suprafețele interioare și exterioare ale țevii pentru a obține o sudură netedă de-a lungul conturului țevii. Cordonul de sudură de pe suprafața interioară nu poate fi îndepărtat dacă acest lucru se datorează limitărilor echipamentului sau diametrului țevii.

Tipul capătului de țeavă JIS G 3452
Selectarea capătului țevii
Tipul capătului de țeavă pentru DN≤300A/12B: capăt filetat sau plat.
Tipul capătului de țeavă pentru DN≤350A/14B: capăt plat.
Dacă cumpărătorul dorește un capăt teșit, unghiul teșiturii este de 30-35°, lățimea teșiturii marginii țevii de oțel: max. 2,4 mm.
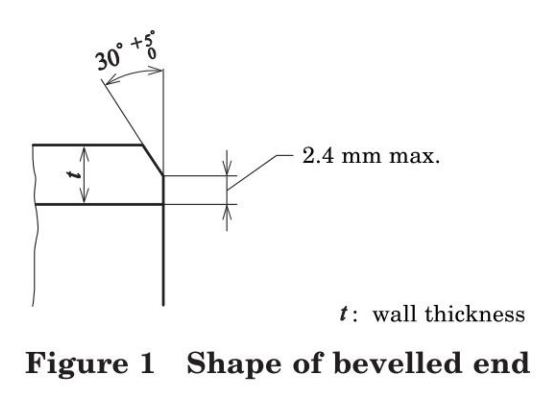
Notă: În JIS G 3452, există seria A și seria B pentru diametrul nominal DN. Unde A este echivalent cu DN, unitatea de măsură este mm; B este echivalent cu NPS, unitatea de măsură este in.
Cerințe pentru capetele filetate ale țevilor
Țevile filetate se fabrică prin aplicarea la capetele țevilor a filetului conic, așa cum se specifică în JIS B 0203, și prin montarea unuia dintre capetele filetate cu un racord de tip filetat (denumit în continuare mufă) conform cu JIS B 2301 sau JIS B 2302.
Capătul țevii fără mufă trebuie protejat cu un inel de protecție filetată sau cu alte mijloace adecvate.
Țevile filetate pot fi furnizate fără mufe, dacă este specificat acest lucru de către cumpărător. Inspecția filetelor conice se va face în conformitate cu JIS B 0253.
Compoziția chimică a JIS G 3452
Cerințele generale pentru analiza chimică și metodele de eșantionare pentru analiza termică trebuie să fie în conformitate cu JIS G 0404 clauza 8. Metoda de analiză termică trebuie să fie în conformitate cu standardele din JIS G 0320.
| Simbolul gradului | P (Fosfor) | S (Sulf) |
| SGP | maxim 0,040% | maxim 0,040% |
Nivelurile ridicate de fosfor și sulf reduc prelucrabilitatea și proprietățile mecanice ale oțelului și sunt deosebit de predispuse la fragilitate în timpul sudării. Prin urmare, calitatea și sudabilitatea țevilor din oțel carbon pot fi asigurate prin limitarea conținutului de fosfor și sulf.
Și alte elemente de aliere pot fi adăugate, după cum este necesar.
Proprietățile mecanice ale JIS G 3452
Cerințele generale pentru încercările mecanice trebuie să fie în conformitate cu clauzele 7 și 9 din JIS G 0404. Cu toate acestea, dintre metodele de eșantionare indicate în 7.6 din JIS G 0404, se aplică doar metoda de eșantionare A.
Încercare la tracțiune: Metoda de testare trebuie să fie în conformitate cu standardele din JIS Z 2241.
| Simbolul gradului | Rezistență la tracțiune | Elongaţiea min., % | ||||||
| Piesă de testare | Test direcţie | Grosimea peretelui, mm | ||||||
| N/mm² (MPA) | >3 ≤4 | >4 ≤5 | >5 ≤6 | >6 ≤7 | >7 | |||
| SGP | 290 de minute | Nr. 11 | Paralel cu axa țevii | 30 | 30 | 30 | 30 | 30 |
| Nr. 12 | Paralel cu axa țevii | 24 | 26 | 27 | 28 | 30 | ||
| Nr. 5 | Perpendicular pe axa țevii | 19 | 20 | 22 | 24 | 25 | ||
| aPentru țevile cu diametrul nominal de 32A sau mai mic, valorile de alungire din acest tabel nu se aplică, deși rezultatele testelor de alungire trebuie înregistrate. În acest caz, se poate aplica cerința de alungire convenită între cumpărător și producător. | ||||||||
Proprietatea de aplatizare
La temperatura camerei (5℃~35℃), sudura este perpendiculară pe direcția de compresie. Comprimați epruveta între cele două platforme până când distanța H dintre platforme atinge două treimi din diametrul exterior al țevii centrale de oțel, apoi verificați dacă există fisuri.
Flexibilitate
Când DN≤50A, efectuați testul de încovoiere.
La îndoirea la o rază interioară de 90° de 6 ori diametrul exterior al țevii, epruveta nu trebuie să producă fisuri. Înainte de îndoire, se măsoară unghiul de îndoire din poziția dreaptă.
Test hidraulic sau test nedistructiv (NDT)
Fiecare țeavă trebuie să fie supusă unui test hidraulic sau unui test nedistructiv.
Test hidraulic
Țeava trebuie să reziste la o presiune de 2,5 MPa timp de cel puțin 5 secunde, fără scurgeri.
Test nedistructiv
Caracteristicile de testare nedistructivă pot fi utilizate pentru inspecția cu ultrasunete sau cu curenți turbionari, iar țeava trebuie să îndeplinească următoarele caracteristici de testare nedistructivă.
Pentru inspecția cu ultrasunete, eșantioanele de referință specificate în JIS G 0582 care conțin standarde de referință pentru clasa UE se utilizează ca nivel de alarmă; orice semnal de la conductă care este egal sau mai mare decât nivelul de alarmă se utilizează ca nivel de alarmă. Orice semnal de la conductă egal sau mai mare decât nivelul de alarmă va fi utilizat ca nivel de alarmă.
Pentru inspecția curenților turbionari, semnalele de la eșantioanele de referință care conțin standarde de referință din categoria EZ, așa cum se specifică în JIS G 0583, vor fi utilizate ca niveluri de alarmă; orice semnal egal sau mai mare decât nivelul de alarmă de la conductă va fi un motiv de respingere. va servi ca nivel de alarmă; orice semnal de la conductă egal sau mai mare decât nivelul de alarmă va fi motiv de respingere. La discreția producătorului, se poate utiliza un nivel de alarmă sever, sub semnalul standardului de referință menționat.
Se pot utiliza și alte metode de testare nedistructivă, de exemplu pentru detectarea automată a scurgerilor de flux, așa cum se specifică în JIS G 0586.
Diagrama greutății țevilor și toleranțele dimensionale
Formula de calcul al greutății țevilor de oțel
Presupunând că 1 cm³ de oțel are o masă de 7,85 g
W=0,02466t(Dt)
W: masa unitară a țevii (kg/m);
tgrosimea peretelui țevii (mm);
Ddiametrul exterior al țevii (mm);
0,02466: factor de conversie pentru obținerea lui W;
Rotunjit la trei cifre semnificative în conformitate cu JIS Z 8401, regula A.
Diagrama greutății țevilor și toleranțele dimensionale
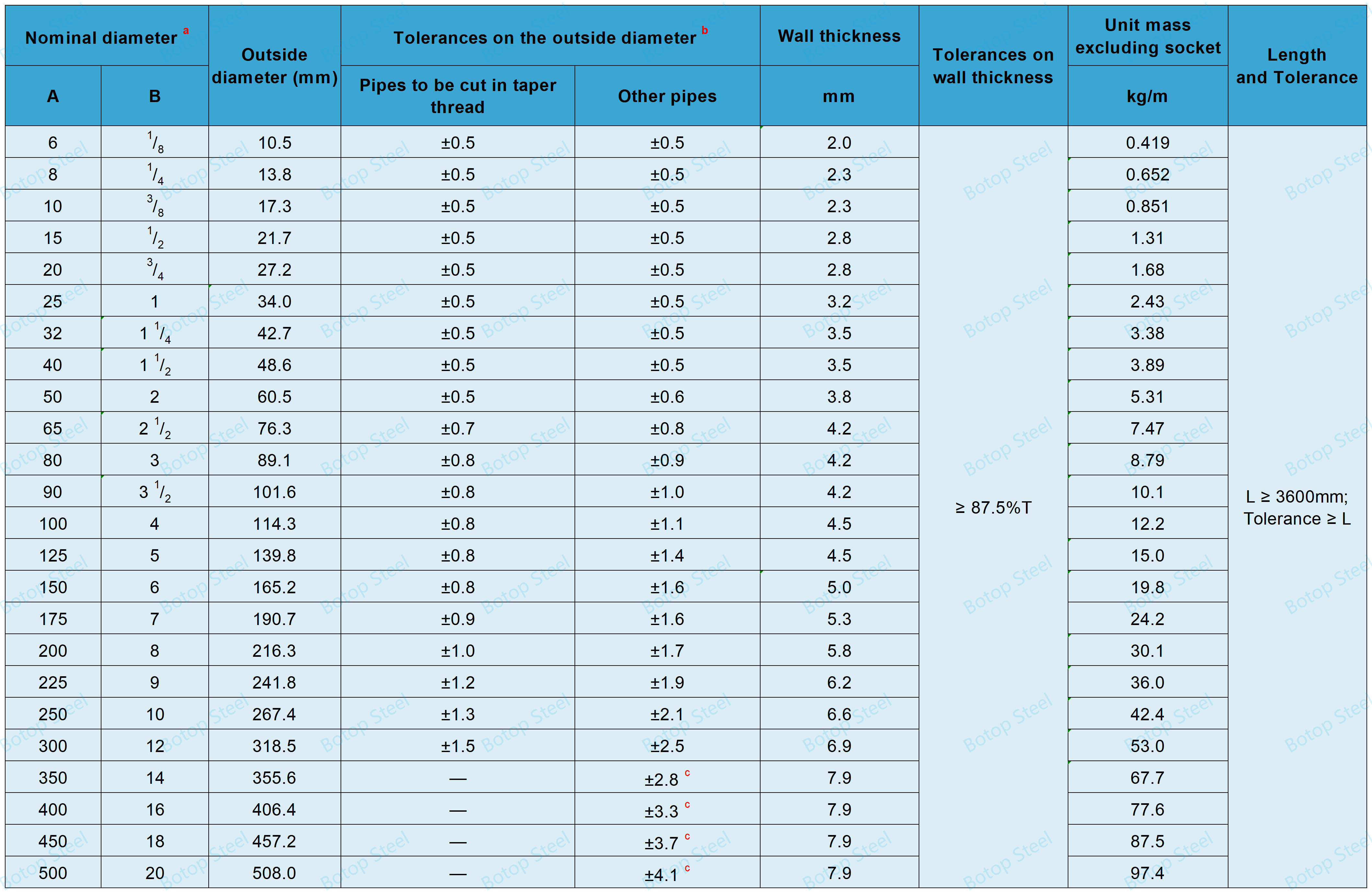
aDiametrul nominal trebuie să fie conform oricăreia dintre denumirile A sau B și exprimat prin atașarea literei A sau B, oricare dintre denumiri este aplicată, după cifra diametrului.
bPentru piesele reparate local, toleranțele din acest tabel nu se aplică.
cPentru țevile cu diametrul nominal de 350A sau mai mare, măsurarea diametrului exterior poate fi înlocuită cu măsurarea lungimii circumferențiale, caz în care toleranța aplicată va fi de 0,5%. Lungimea circumferențială măsurată (I) se convertește în diametru exterior (D) folosind următoarea formulă.
D=l/Π
Ddiametru exterior (mm);
l: lungimea circumferențială (mm);
Π: 3.1416.
Aspectul țevilor de oțel
Aspect
Suprafețele interioare și exterioare ale țevii trebuie să fie netede și fără defecte nefavorabile utilizării.
Țeava trebuie să fie dreaptă, cu capetele perpendicular pe axa țevii.
Repararea defectelor
Țeava neagră (țeavă de oțel fără tratament anticoroziv) poate fi reparată prin șlefuire, prelucrare mecanică sau alte metode, iar suprafața reparată trebuie să fie netedă de-a lungul conturului țevii.
Totuși, grosimea peretelui reparat este menținută în toleranțele specificate.
Acoperire de suprafață
Una sau ambele suprafețe ale țevii pot fi acoperite, de exemplu, cu un strat bogat în zinc, un strat epoxidic, un strat de grund, 3PE, FBE etc.

Galvanizat din JIS G 3452
Galvanizare la cald
Țevile de oțel, dacă sunt galvanizate, țevile filetate și mufele trebuie acoperite cu zinc înainte de strângerea filetului.
Curățarea temeinică a suprafeței de oțel prin sablare, decapare etc., urmată de galvanizare la cald.
Pentru acoperirea cu zinc, se va utiliza lingoul de zinc distilat Clasa 1 specificat în JIS H 2107 sau zinc cu o calitate cel puțin echivalentă cu aceasta.
Alte cerințe generale pentru acoperirea cu zinc sunt specificate în JIS H 8641.
Experiment de galvanizare
Metoda de testare Conform metodei de testare specificate în articolul 6 din JISH0401, proba este imersată în soluție de sulfat de cupru, timp de 1 minut de 5 ori, și se verifică dacă atinge punctul final.
Marcarea conform JIS G 3452
Conținutul logo-ului include cel puțin următoarele elemente, a căror ordine poate fi aranjată liber.
a) Simbolul gradului (SGP)
b) Simbolul procesului de fabricație
Simbolul procesului de fabricație va fi următorul.Cratița (cratimele) poate fi înlocuită (înlocuite) cu spații libere.
Ca țeavă de oțel sudată prin rezistență electrică: -EG
Țeavă de oțel sudată prin rezistență electrică, finisată la cald: -EH
Țeavă de oțel sudată prin rezistență electrică, finisată la rece: -EC
Țeavă de oțel sudată cap la cap: -B
c) Dimensiuni, exprimate prin diametru nominal
d) Numele producătorului sau marca de identificare
Exemplu: BOTOP JIS G 3452-EG SGP 500A*7.9*12000MM ȚEAVĂ NR. 001
Principalele aplicații ale JIS G 3452
Țevile de oțel JIS G 3452 sunt utilizate în principal pentru transportul apei, gazelor, petrolului, aburului și altor scopuri generale. Aceste țevi sunt de obicei utilizate în construcții, utilaje, automobile, nave și alte domenii.
Industria petrolului și gazelorutilizat în sistemele de conducte pentru transportul petrolului, gazelor naturale, gazului petrolier lichefiat etc.
Industria construcțiilor: utilizat pentru sisteme hidraulice, conducte de alimentare cu apă, sisteme de încălzire, sisteme de aer condiționat etc. în structurile clădirilor.
Fabricarea de mașiniUtilizat în sisteme hidraulice, sisteme pneumatice, conducte de transport ale echipamentelor mecanice etc.
Fabricarea de automobileutilizat în sistemul de evacuare, sistemul de alimentare, sistemul hidraulic etc. al automobilului.
Construcții navaleutilizat în sistemele de conducte, structura cabinei navelor etc.
Industria chimicăutilizat în uzinele chimice pentru conducte de transport, reactoare etc.
Inginerie municipală: utilizat în sistemele de conducte pentru alimentarea cu apă urbană, drenaj, epurarea apelor uzate etc.
Standarde relevante
ASTM A53/A53M, DIN 2440, EN 10255, GB/T 3091, BS 1387, ISO 65, NFA 49-146,AS/NZS 1163, API 5L, ASTM A106/A106M, EN 10216-1, GB 8163.
Produsele noastre conexe
Suntem unul dintre principalii producători și furnizori de țevi sudate din oțel carbon și țevi fără sudură din China, cu o gamă largă de țevi de oțel de înaltă calitate în stoc, ne angajăm să vă oferim o gamă completă de soluții pentru țevi de oțel. Pentru mai multe detalii despre produse, vă rugăm să ne contactați, așteptăm cu nerăbdare să vă ajutăm să găsiți cele mai bune opțiuni de țevi de oțel pentru nevoile dumneavoastră!
Etichete: jis g 3452, sgp, erw, furnizori, producători, fabrici, distribuitori, companii, en-gros, cumpărare, preț, ofertă, vrac, de vânzare, cost.
Data publicării: 28 aprilie 2024