
Țeavă de oțel JIS G 3461este o țeavă din oțel carbon fără sudură (SMLS) sau sudată prin rezistență electrică (ERW), utilizată în principal în cazane și schimbătoare de căldură pentru aplicații precum realizarea schimbului de căldură între interiorul și exteriorul tubului.

Butoane de navigare
Interval de dimensiuni
Clasificarea gradelor
Materii prime
Procese de fabricație ale JIS G 3461
Tipul capătului de țeavă
Tratament termic
Compoziția chimică a JIS G 3461
Performanța mecanică a JIS G 3461
Test de duritate
Test hidraulic sau test nedistructiv
Diagrama greutății țevilor conform JIS G 3461
Toleranța dimensională a JIS G 3461
Aspect
Marcare
Cereri pentru JIS G 3461
Standardul echivalent JIS G 3461
Produsele noastre conexe
Interval de dimensiuni
Potrivit pentru țevi de oțel cu diametrul exterior de 15,9-139,8 mm.
Materii prime
Tuburile vor fi fabricate dinoțel ucis.
Oțelul calmat este un tip de oțel în care oxigenul este îndepărtat din oțel prin adăugarea unui dezoxidant, cum ar fi siliciul, aluminiul sau manganul, în timpul procesului de topire.
Acest tratament are ca rezultat un oțel practic lipsit de bule de aer sau alte incluziuni gazoase, ceea ce îmbunătățește uniformitatea și proprietățile generale ale oțelului.
Procese de fabricație ale JIS G 3461
Combinație între metodele de fabricație a țevilor și metodele de finisare.

Țeavă de oțel fără sudură finisată la cald: SH
Țeavă de oțel fără sudură finisată la rece: SC
Ca tub de oțel sudat prin rezistență electrică: EG
Țeavă de oțel sudată prin rezistență electrică, finisată la cald: EH
Țeavă de oțel sudată prin rezistență electrică, finisată la rece: EC
Când o țeavă de oțel este fabricată prin sudare prin rezistență, cordoanele de sudură trebuie îndepărtate de pe suprafețele interioare și exterioare astfel încât suprafața țevii să fie netedă de-a lungul conturului.
Cordonul de sudură de pe suprafața interioară nu poate fi îndepărtat dacă cumpărătorul și producătorul sunt de acord.
Tipul capătului de țeavă
Țeava de oțel trebuie să aibă capete plate.
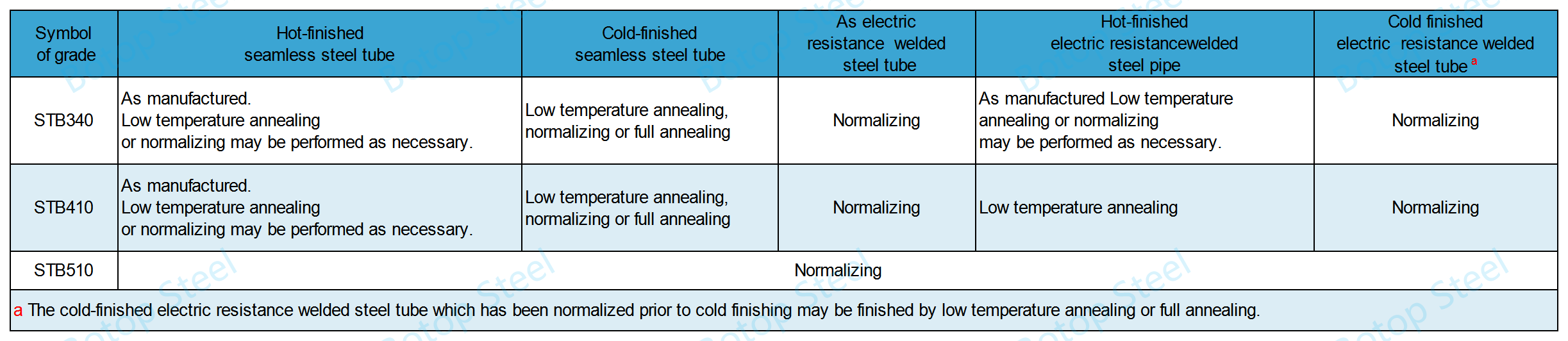
Tratament termic
Procesul de fabricație a țevii de oțel și gradul de material corespunzător trebuie luate în considerare la alegerea tratamentului termic adecvat.
Diferite procese de fabricație și clase de materiale pot necesita metode diferite de tratament termic pentru a obține proprietățile mecanice și microstructura dorite.
Compoziția chimică a JIS G 3461
Metode de analiză termicătrebuie să fie în conformitate cu standardele din JIS G 0320.

Pentru a obține proprietăți specifice, se pot adăuga și alte elemente de aliere decât acestea.
Metoda deanaliza produsuluitrebuie să fie în conformitate cu standardele din JIS G 0321.
La analiza produsului, valorile deviației compoziției chimice a țevii trebuie să îndeplinească cerințele din tabelul 3 din JIS G 0321 pentru țevile din oțel fără sudură și din tabelul 2 din JIS G 0321 pentru țevile din oțel sudate prin rezistență.
Performanța mecanică a JIS G 3461
Cerințele generale pentru încercările mecanice vor fi în conformitate cu secțiunile 7 și 9 din JIS G 0404.
Totuși, metoda de eșantionare pentru testele mecanice trebuie să fie conformă cu cerințele prevederilor Clasei A din Secțiunea 7.6 a JIS G 0404.
Rezistența la tracțiune, punctul de curgere sau tensiunea de efort și alungirea
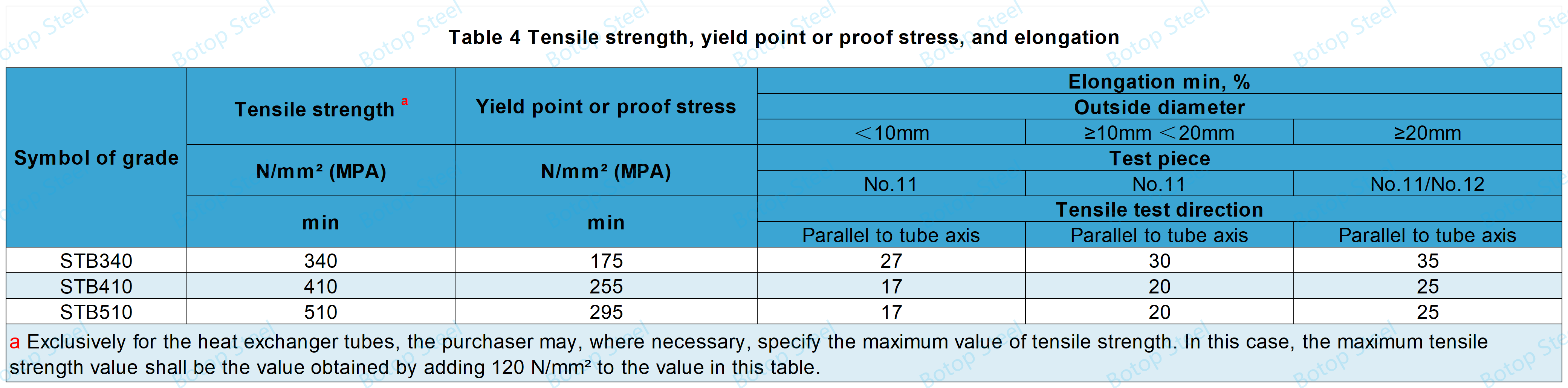
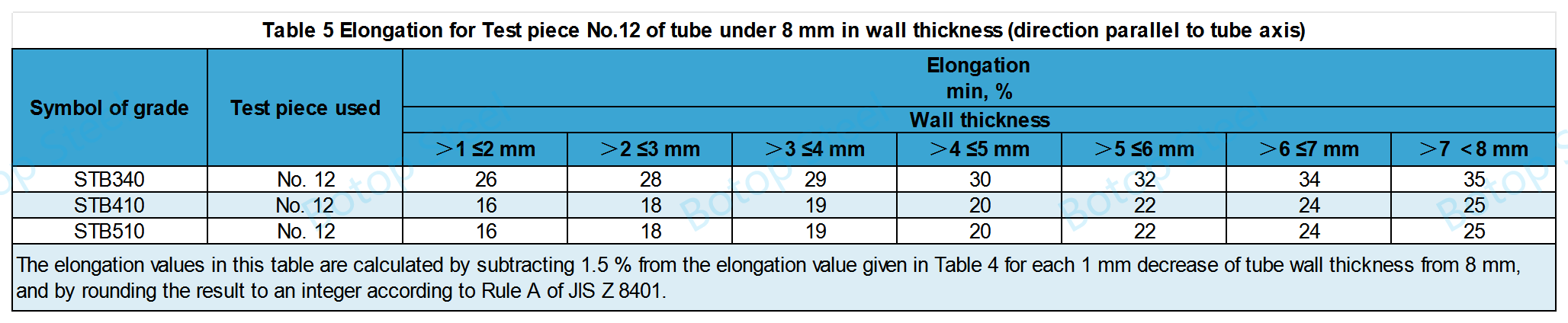
Când încercarea la tracțiune se efectuează pe epruveta nr. 12 pentru tubul cu grosimea peretelui sub 8 mm, alungirea trebuie să fie în conformitate cu tabelul 5.
Rezistență la aplatizare
Un test de rezistență la aplatizare nu este necesar pentru țevile de oțel fără sudură.
Metoda de testare: Introduceți proba în mașină și aplatizați-o până când distanța dintre cele două platforme atinge valoarea specificată.HApoi verificați dacă există fisuri pe eșantion.
La testarea țevilor sudate cu rezistență critică, linia dintre sudură și centrul țevii este perpendiculară pe direcția de compresie.
H=(1+e)t/(e+t/D)
Hdistanța dintre plăci (mm)
tgrosimea peretelui tubului (mm)
Ddiametrul exterior al tubului (mm)
е: constantă definită pentru fiecare grad al tubului.STB340: 0,09;STB410: 0,08;STB510: 0,07.
Proprietăți de evazare
Testul de proprietate de evazare nu este necesar pentru tuburile fără sudură.
Un capăt al epruvetei este evazat la temperatura camerei (5°C până la 35°C) cu o unealtă conică la un unghi de 60° până când diametrul exterior este mărit cu un factor de 1,2 și inspectat pentru fisuri.
Această cerință se aplică și tuburilor cu un diametru exterior mai mare de 101,6 mm.
Rezistență la aplatizare inversă
Epruveta de testare prin aplatizare inversă și metoda de testare vor fi următoarele.
Se tăie o bucată de epruvetă de 100 mm de la un capăt al țevii și se taie epruveta în jumătate la 90° față de linia de sudură, pe ambele părți ale circumferinței, luând ca epruvetă jumătatea care conține sudura.
La temperatura camerei (5 °C până la 35 °C), aplatizați proba într-o placă cu sudura în partea de sus și inspectați proba pentru a depista fisuri în sudură.
Test de duritate
| Simbolul gradului | Duritatea Rockwell (valoarea medie a trei poziții) HRBW |
| STB340 | 77 maxim. |
| STB410 | 79 maxim. |
| STB510 | 92 maxim. |
Test hidraulic sau test nedistructiv
Se va efectua un test hidraulic sau nedistructiv pe fiecare conductă.
Test hidraulic
Mențineți interiorul țevii la presiune minimă sau mai mare P timp de cel puțin 5 secunde, apoi verificați dacă țeava poate suporta presiunea fără scurgeri.
P=2st/D
Ppresiune de testare (MPa)
tgrosimea peretelui tubului (mm)
Ddiametrul exterior al tubului (mm)
s60% din valoarea minimă specificată a limitei de curgere sau a tensiunii de elasticitate.
Pmax. 10 MPa.
Dacă Cumpărătorul specifică o presiune mai mare decât presiunea de testare calculată P sau 10 MPa, presiunea de testare aplicată va fi convenită de către Cumpărător și producător.
Se specifică în trepte de 0,5 MPa dacă este mai mică de 10 MPa și în trepte de 1 MPa dacă este de 10 MPa sau mai mare.
Test nedistructiv
Testarea nedistructivă a țevilor de oțel trebuie efectuată prin testare cu ultrasunete sau curenți turbionari.
Pentru caracteristicile inspecției cu ultrasunete, semnalul de la o probă de referință care conține un standard de referință din clasa UD, așa cum este specificat în JIS G 0582, trebuie considerat un nivel de alarmă și trebuie să aibă un semnal de bază egal sau mai mare decât nivelul de alarmă.
Pentru caracteristicile de inspecție a curenților turbionari, semnalul din standardul de referință specificat în JIS G 0583 cu categoria EY va fi considerat ca nivel de alarmă și nu va exista niciun semnal egal sau mai mare decât nivelul de alarmă.
Diagrama greutății țevilor conform JIS G 3461
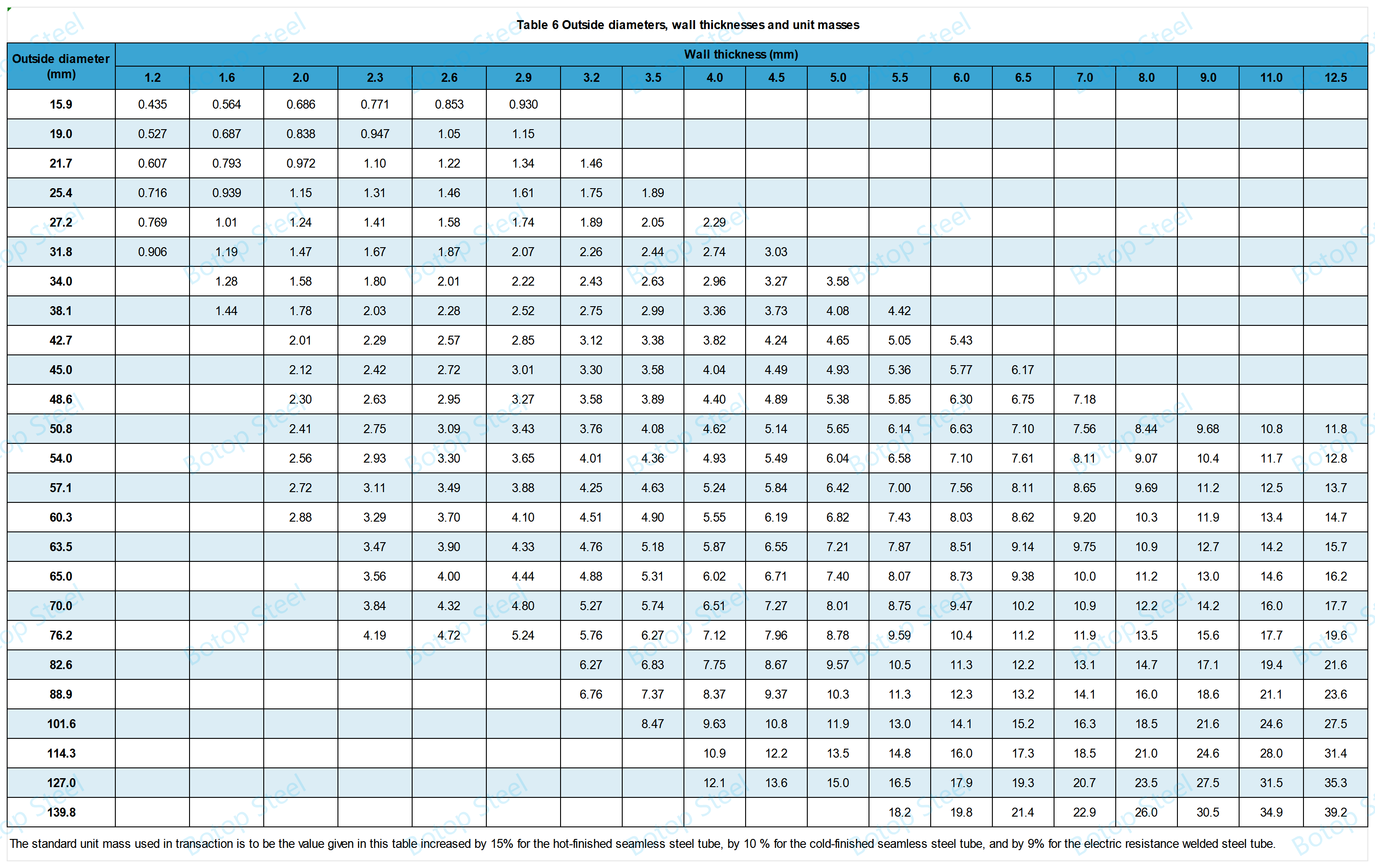
Datele din graficul de greutate se bazează pe formula de mai jos.
W=0,02466t(Dt)
W: masa unitară a țevii (kg/m)
tgrosimea peretelui țevii (mm)
Ddiametrul exterior al țevii (mm)
0,02466: factor de conversie pentru obținerea lui W
Formula de mai sus este o conversie bazată pe densitatea tuburilor de oțel de 7,85 g/cm³, iar rezultatele sunt rotunjite la trei cifre semnificative.
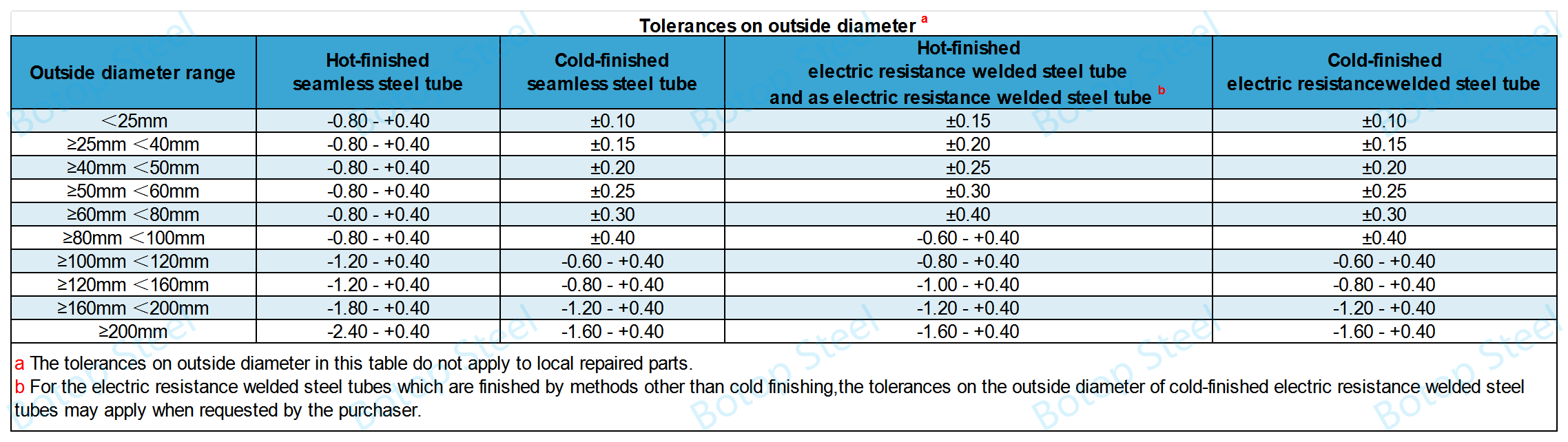
Toleranța dimensională a JIS G 3461
Toleranțe la diametrul exterior
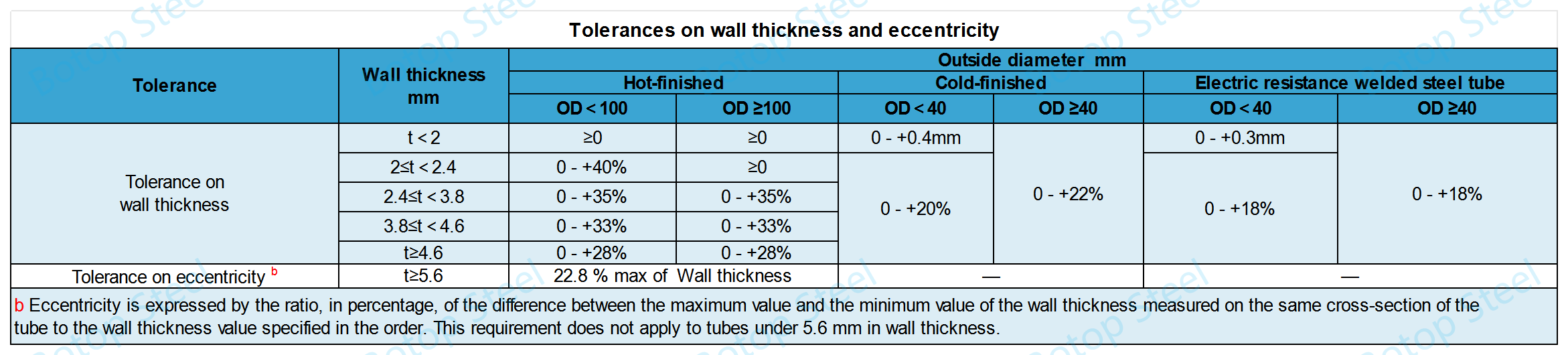
Toleranțe privind grosimea peretelui și excentricitatea
Toleranțe de lungime

Aspect
Suprafețele interne și externe ale țevii de oțel trebuie să fie netede și fără defecte nefavorabile utilizării. Pentru sudarea prin rezistență a țevilor de oțel, înălțimea sudurii interioare ≤ 0,25 mm.
Pentru țevile de oțel cu diametrul exterior ≤ 50,8 mm sau grosimea peretelui ≤ 3,5 mm, pot fi necesare diametre interioare ≤ 0,15 mm.
Suprafața țevii de oțel poate fi reparată prin șlefuire și ciobire, prelucrare mecanică sau alte metode. Atâta timp cât grosimea peretelui reparat
se încadrează în toleranța specificată pentru grosimea peretelui, iar suprafața piesei reparate trebuie să fie netedă.
Marcare
Adoptă o abordare adecvată pentru etichetarea următoarelor informații.
a) Simbolul gradului;
b) Simbol pentru metoda de fabricație;
c) Dimensiuni: diametrul exterior și grosimea peretelui;
d) Numele sau marca de identificare a producătorului.
Cereri pentru JIS G 3461
Utilizate în principal pentru conducte de apă, conducte de evacuare a gazelor arse, conducte de supraîncălzire și conducte de preîncălzire a aerului în cazane, aceste tuburi din oțel carbon sunt utilizate pentru a realiza schimbul de căldură în interiorul și în exteriorul tubului.
În plus, aceste tuburi sunt utilizate pe scară largă în industria chimică și petrolieră pentru tuburi schimbătoare de căldură, tuburi condensatoare și tuburi catalizatoare.
Totuși, acestea nu sunt potrivite pentru tuburile de încălzire cu ardere și tuburile schimbătoare de căldură pentru temperaturi scăzute.
Standardul echivalent JIS G 3461

Produsele noastre conexe
De la înființarea sa în 2014, Botop Steel a devenit un furnizor important de țevi din oțel carbon în nordul Chinei, cunoscut pentru servicii excelente, produse de înaltă calitate și soluții complete. Compania oferă o varietate de țevi din oțel carbon și produse conexe, inclusiv țevi din oțel fără sudură, ERW, LSAW și SSAW, precum și o gamă completă de fitinguri și flanșe pentru țevi.
Produsele sale specializate includ, de asemenea, aliaje de înaltă calitate și oțeluri inoxidabile austenitice, adaptate pentru a satisface cerințele diverselor proiecte de conducte.
Etichete: jis g 3461, stb310, stb410, stb510, țeavă din oțel carbon, furnizori, producători, fabrici, distribuitori, companii, en-gros, cumpărare, preț, ofertă, vrac, de vânzare, cost.
Data publicării: 11 mai 2024