Теперь у нас есть квалифицированная команда, способная предоставлять высококачественные услуги нашим клиентам. Мы всегда придерживаемся принципа клиентоориентированности и внимания к деталям при предоставлении специальных цен на спирально-сварные трубы из углеродистой стали SSAW/Sawl API 5L для газо- и нефтепроводов. Кроме того, мы предоставляем клиентам подробные рекомендации по применению наших решений и выбору подходящих материалов.
Теперь у нас есть квалифицированная, высокоэффективная команда, способная предоставлять качественные услуги нашим клиентам. Мы всегда придерживаемся принципа клиентоориентированности и внимания к деталям.Китайские стальные трубы и сварные трубы, изготовленные методом LSAW/SSAW.Наша миссия — неизменно предоставлять нашим клиентам и их заказчикам ценность высочайшего качества. Эта приверженность пронизывает все, что мы делаем, побуждая нас постоянно разрабатывать и совершенствовать наши решения и процессы для удовлетворения ваших потребностей.
Трубы, заказанные в соответствии с данной спецификацией, предназначены для работы под высоким давлением при атмосферных и более низких температурах. В основном используются для транспортировки нефти и природного газа.
Трубы из углеродистой стали ASTM A671 LSAW(JCOE) должны быть сварены двойным швом с полным проплавлением в соответствии с установленными процедурами сварщиками или операторами сварочного оборудования, квалифицированными в соответствии с разделом IX Кодекса ASME по котлам и сосудам под давлением.
Все классы, кроме 10, 11, 12 и 13, должны подвергаться термообработке в печи с регулируемой температурой ±15℃ и быть оборудованы регистрирующим ареометром для получения данных о процессе нагрева.
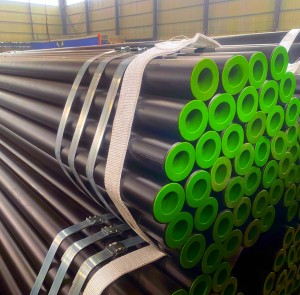
Производитель: стальные трубы LSAW (JCOE).
Размеры: внешний диаметр: 406~1500 мм, толщина стенки: 6~40 мм.
Марка: CB60, CB65, CC60, CC65 и т. д.
Длина: 12 м или указанная длина по требованию.
Торцевые части: гладкая, скошенная, с канавкой;
| Химические требованиядля ASTM A672 B60/B70/C60/C65/C70LSAWТруба из углеродистой стали | |||||||||||||
| Трубка | Оценка | Состав, % | |||||||||||
| C макс | Mn | P макс | S макс | Si | Другие | ||||||||
| <=1in (25 мм) | >1~2 дюйма (25~50 мм) | >2~4 дюйма (50-100 мм) | >4~8 дюймов (100~200 мм) | >8 дюймов (200 мм) | <=1/2 дюйма (12,5 мм) | >1/2 дюйма (12,5 мм) | |||||||
| CB | 60 | 0,24 | 0,21 | 0,29 | 0,31 | 0,31 | 0,98макс | 0,035 | 0,035 | 0,13–0,45 | … | ||
| 65 | 0,28 | 0,31 | 0,33 | 0,33 | 0,33 | 0,98макс | 0,035 | 0,035 | 0,13–0,45 | … | |||
| 70 | 0,31 | 0,33 | 0,35 | 0,35 | 0,35 | 1.30макс | 0,035 | 0,035 | 0,13–0,45 | … | |||
| CC | 60 | 0,21 | 0,23 | 0,25 | 0,27 | 0,27 | 0,55–0,98 | 0,79–1,30 | 0,035 | 0,035 | 0,13–0,45 | … | |
| 65 | 0,24 | 0,26 | 0,28 | 0,29 | 0,29 | 0,79–1,30 | 0,79–1,30 | 0,035 | 0,035 | 0,13–0,45 | … | ||
| 70 | 0,27 | 0,28 | 0.30 | 0,31 | 0,31 | 0,79–1,30 | 0,79–1,30 | 0,035 | 0,035 | 0,13–0,45 | … | ||
| Механические свойства | |||||
| Оценка | |||||
|
| CB65 | CB70 | CC60 | CC65 | CC70 |
| Предел прочности на растяжение, мин.: | |||||
| кси | 65 | 70 | 60 | 65 | 70 |
| Мпа | 450 | 485 | 415 | 450 | 485 |
| Предел текучести, мин.: | |||||
| кси | 35 | 38 | 32 | 35 | 38 |
| МПа | 240 | 260 | 220 | 240 | 260 |
1. Наружный диаметр — определяется по окружности с погрешностью ±0,5% от указанного наружного диаметра.
2. Разница в некруглости между большим и малым наружными диаметрами.
3. Выравнивание — используя линейку длиной 10 футов (3 м), расположите ее так, чтобы оба конца соприкасались с трубой на расстоянии 1/8 дюйма (3 мм).
4. Толщина стенки. Минимальная толщина стенки в любой точке трубы не должна превышать 0,01 дюйма (0,3 мм) от указанной номинальной толщины.
5. Длина отрезков с необработанными концами должна отличаться от указанной не более чем на -0, +1/2 дюйма (-0, +13 мм). Длина отрезков с обработанными концами должна соответствовать договоренности между производителем и покупателем.
Испытание на растяжение — Поперечные прочностные характеристики сварного соединения должны соответствовать минимальным требованиям к пределу прочности на растяжение указанного листового материала.
Испытания на поперечный изгиб сварного шва — Испытание на изгиб считается приемлемым, если после изгиба в сварном шве или между сварным швом и основным металлом отсутствуют трещины или другие дефекты, превышающие 1/8 дюйма (3 мм) в любом направлении.
Рентгенографический контроль. Вся длина каждого сварного шва классов X1 и X2 должна быть подвергнута рентгенографическому контролю в соответствии с требованиями Кодекса ASME по котлам и сосудам под давлением, раздел 7, пункт UW-51.
Название или знак производителя
Номер спецификации (год или дата)
Размеры (внешний диаметр, вес, длина)
Оценка (А или В)
Тип трубы (F, E или S)
Испытательное давление (только для бесшовных стальных труб)
Номер плавки
Любая дополнительная информация, указанная в заказе на покупку.
Количество (футы, метры или количество отрезков)
Наименование материала (стальная труба, электросварная)
Номер спецификации
Обозначения классов и специальностей
Размер (наружный или внутренний диаметр, нормальная или минимальная толщина стенки)
Длина (конкретная или случайная)
Финишная отделка
Варианты покупки
Дополнительные требования, если таковые имеются.
Трубы без покрытия или с черным/лаковым/эпоксидным/3PE покрытием (в соответствии с требованиями заказчика);
В рыхлом виде;
Оба конца снабжены защитными колпачками;
Гладкий конец, скошенный конец (2 дюйма и более со скошенными концами, угол: 30–35°), по индивидуальному заказу;
Маркировка.
Теперь у нас есть квалифицированная команда, способная предоставлять высококачественные услуги нашим клиентам. Мы всегда придерживаемся принципа клиентоориентированности и внимания к деталям при предоставлении специальных цен на спирально-сварные трубы из углеродистой стали SSAW/Sawl API 5L для газо- и нефтепроводов. Кроме того, мы предоставляем клиентам подробные рекомендации по применению наших решений и выбору подходящих материалов.
Специальная цена дляКитайские стальные трубы и сварные трубы, изготовленные методом LSAW/SSAW.Наша миссия — неизменно предоставлять нашим клиентам и их заказчикам ценность высочайшего качества. Эта приверженность пронизывает все, что мы делаем, побуждая нас постоянно разрабатывать и совершенствовать наши решения и процессы для удовлетворения ваших потребностей.