



API 5L X70 (L485)je typ oceľovej rúry používanej v ropnom a plynárenskom priemysle pre potrubné dopravné systémy, pomenovanej podľa jej minimálnejmedza klzu 70 300 psi (485 MPa), a pozostáva z bezšvíkových aj zváraných rúr a je rozdelená do dvoch úrovní špecifikácií produktu, PSL1 a PSL2. V PSL1 je X70 najvyššou triedou, zatiaľ čo v PSL2 je tiež jednou z vyšších tried oceľových rúr.
Oceľové potrubie API 5L X70 je obzvlášť vhodné pre požiadavky diaľkovej prepravy pod vysokým tlakom vďaka svojej vysokej pevnosti a odolnosti voči tlaku. Aby odolalo vyššiemu tlaku, oceľové potrubie X70 sa často navrhuje s hrubšími stenami, aby sa zabezpečila dostatočná pevnosť a odolnosť.
Botop Steelje profesionálny výrobca hrubostenných oceľových rúr s veľkým priemerom na obojstranné zváranie pod tavivom LSAW so sídlom v Číne.
Poloha: Mesto Cangzhou, provincia Che-pej, Čína;
Celková investícia: 500 miliónov RMB;
Plocha továrne: 60 000 metrov štvorcových;
Ročná výrobná kapacita: 200 000 ton oceľových rúr JCOE LSAW;
Vybavenie: Pokročilé výrobné a testovacie zariadenia;
Špecializácia: výroba oceľových rúr LSAW;
Certifikácia: certifikované podľa API 5L.
Dodacie podmienky
Dodací stav je tepelne upravený alebo opracovaný stav oceľovej rúry, v ktorom je po výrobe pripravená na dodanie zákazníkovi. Dodací stav je nevyhnutný na zabezpečenie požadovaných mechanických vlastností a štrukturálnej integrity rúry.
V závislosti od úrovne PSL a podmienok dodania možno X70 rozdeliť do kategórií takto:
PSL1: X70 (L485);
PSL2: X70Q (L485Q) a X70M (L485M);
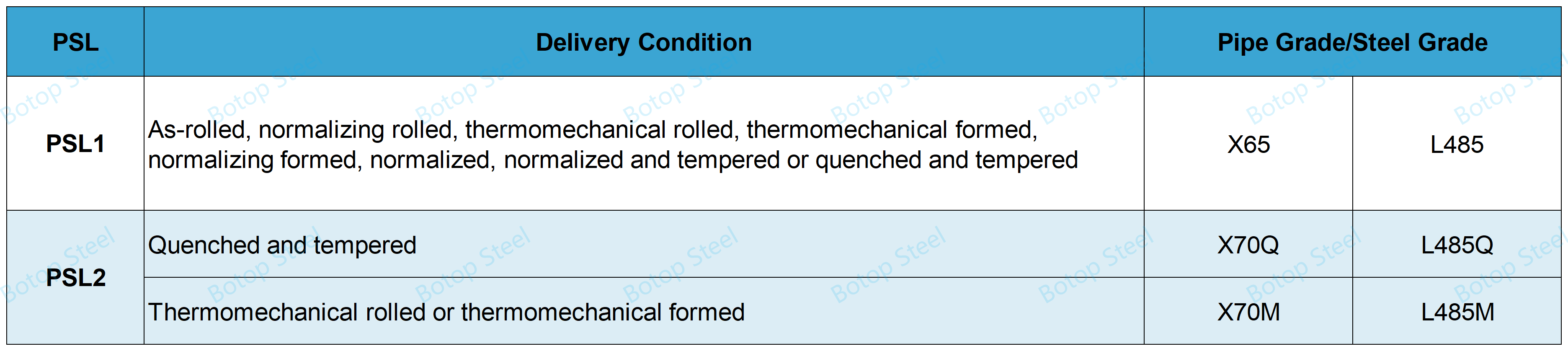
Príponové písmená Q a M v PSL2 znamenajú:
QKalené a popúšťané;
MTermomechanické valcovanie alebo termomechanické tvarovanie;
Prijateľný výrobný proces API 5L X70
Výrobný proces X70 zahŕňa obojebezšvíkové a zváranéformuláre, ktoré možno rozdeliť do kategórií:

Z nich,PÍLA(LSAW) je najbežnejší proces používaný pri výrobe zváraných procesov X70 a je výhodný pri výrobe oceľových rúr s veľkým priemerom a hrubými stenami.

Hoci sa bezšvíkové oceľové rúry stále považujú za preferovanú voľbu kvôli ich vlastnostiam v určitých extrémnych podmienkach, maximálny priemer vyrábaných bezšvíkových oceľových rúr je zvyčajne obmedzený na 660 mm. Toto obmedzenie veľkosti môže byť problematické pri rozsiahlych projektoch diaľkových prepravných potrubí.
Naproti tomu proces LSAW dokáže vyrábať rúry s priemerom až 1 500 mm a hrúbkou steny až 80 mm. A cena môže byť nákladovo efektívnejšia ako pri bezšvíkovej oceli.
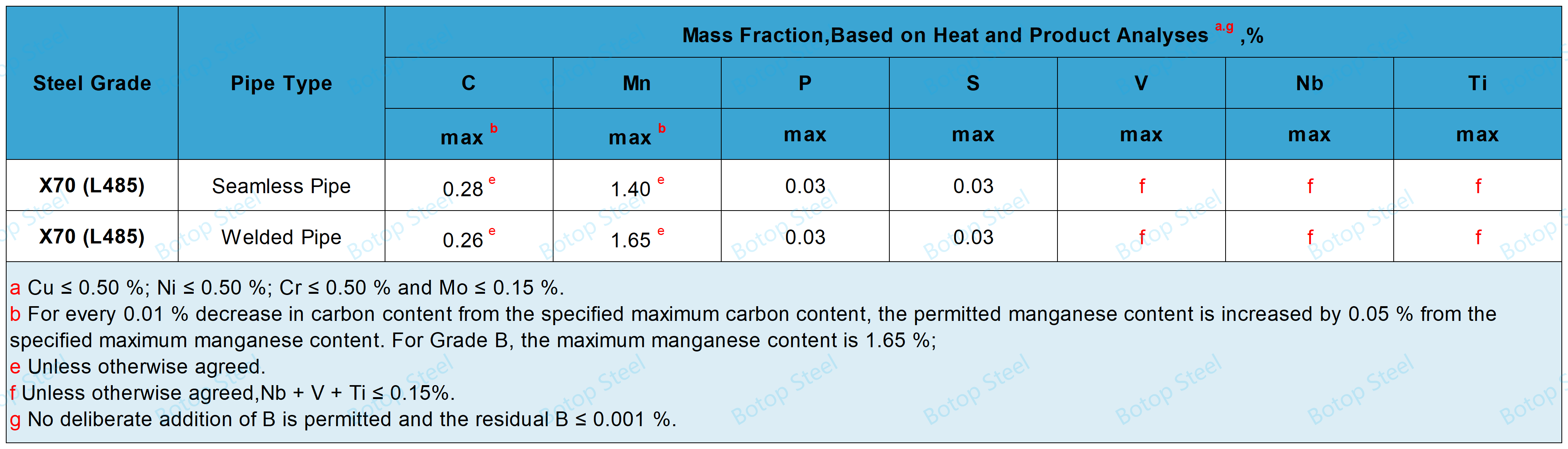
Chemické zloženie API 5L X70
Chemické zloženie rúry PSL 1 s t ≤ 25,0 mm (0,984 palca)
Chemické zloženie rúry PSL 2 s t ≤ 25,0 mm (0,984 palca)
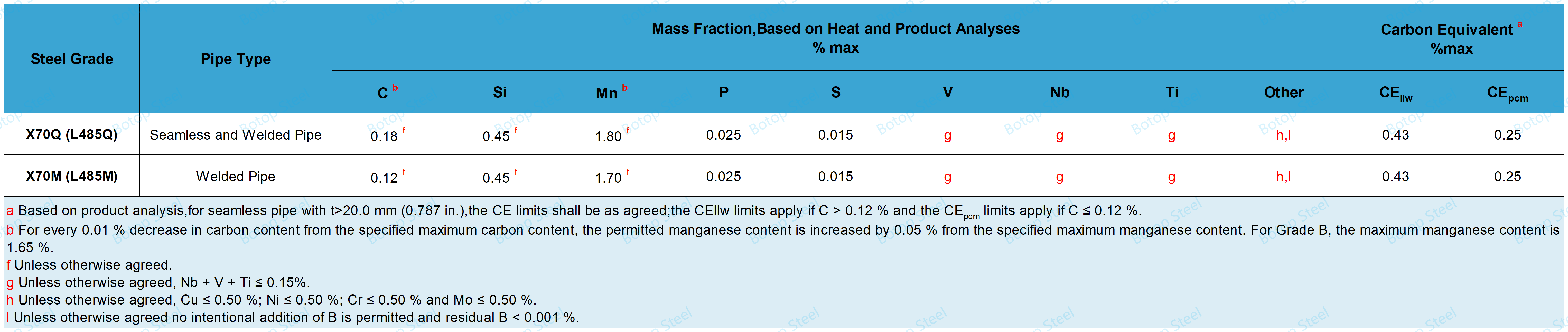
Pre oceľové rúry PSL2 analyzované pomocouobsah uhlíka ≤0,12 %, uhlíkový ekvivalent CEpcmmožno vypočítať pomocou nasledujúceho vzorca:
CEpcm= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
Pre oceľové rúry PSL2 analyzované pomocouobsah uhlíka > 0,12 %, uhlíkový ekvivalent CEllwmožno vypočítať pomocou nasledujúceho vzorca:
CEllw= C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Chemické zloženie s t > 25,0 mm (0,984 palca)
Stanoví sa rokovaním a upraví sa na vhodné zloženie na základe vyššie uvedených požiadaviek na chemické zloženie.
Mechanické vlastnosti API 5L X70
Ťahové vlastnosti
Ťahové vlastnosti PSL1 X70

Ťahové vlastnosti PSL2 X70
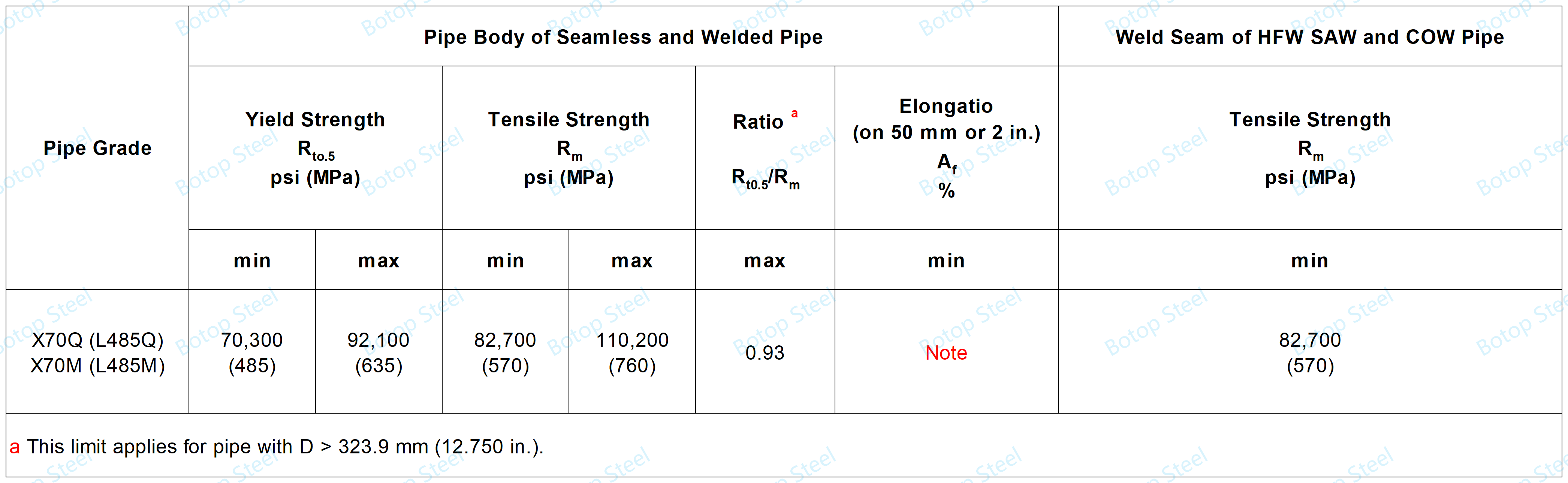
PoznámkaPožiadavky sú podrobne uvedené vAPI 5L X52, ktoré si môžete v prípade potreby pozrieť.
Iné mechanické experimenty
Nasledujúci experimentálny programplatí len pre typy oceľových rúr SAW.
Skúška ohybom zvarového vedenia;
Skúška tvrdosti zváraných rúr tvárnených za studena;
Makroinšpekcia zvarového švu;
a iba pre oceľové rúry PSL2: skúška nárazom CVN a skúška DWT.
Skúšobné položky a frekvencie skúšok pre iné typy potrubí nájdete v tabuľkách 17 a 18 normy API 5L.
Hydrostatický test
Čas testu
Všetky rozmery bezšvíkových a zváraných oceľových rúr s D ≤ 457 mm (18 palcov):čas testu ≥ 5 s;
Zvárané oceľové potrubie D > 457 mm (18 palcov):čas testu ≥ 10 s.
Experimentálna frekvencia
Každá oceľová rúraa počas skúšky nesmie dôjsť k žiadnemu úniku zo zvaru alebo tela potrubia.
Skúšobné tlaky
Hydrostatický skúšobný tlak Poceľová rúra s hladkým koncommožno vypočítať pomocou vzorca.
P = 2St/D
Sje obvodové napätie. Hodnota sa rovná špecifikovanej minimálnej medzi klzu oceľovej rúry xa v percentách, v MPa (psi);
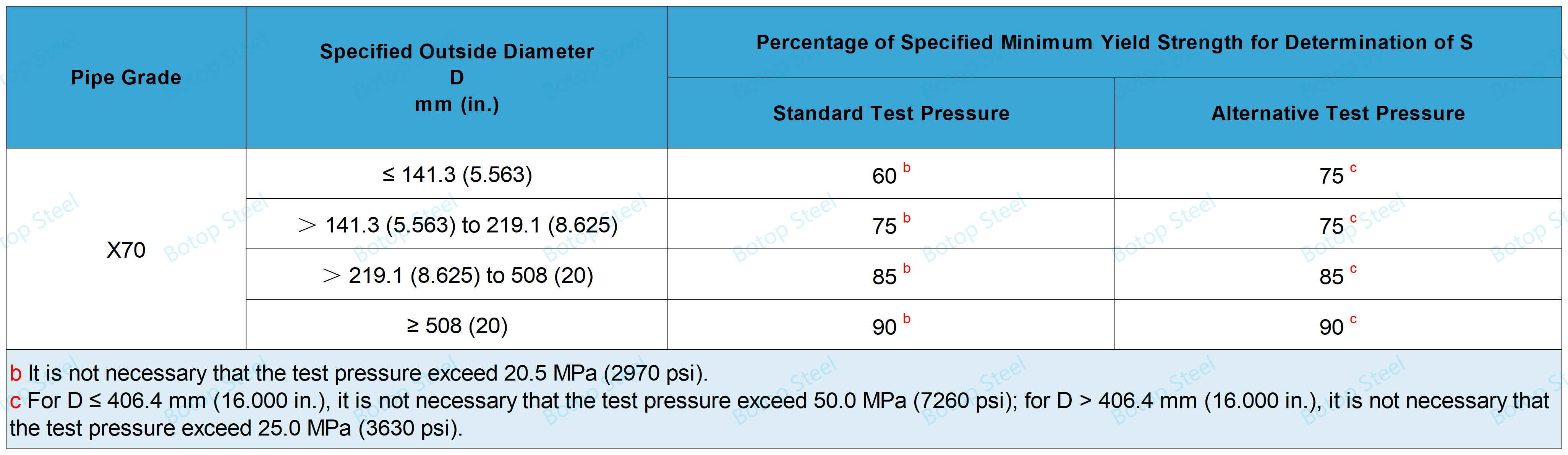
tje špecifikovaná hrúbka steny vyjadrená v milimetroch (palcoch);
Dje špecifikovaný vonkajší priemer vyjadrený v milimetroch (palcoch).
Nedeštruktívna kontrola
Pre SAW trubice, dve metódy,UT(ultrazvukové testovanie) aleboRT(röntgenové vyšetrenie).
ET(elektromagnetické testovanie) sa nevzťahuje na SAW trubice.
Zvarové švy na zváraných rúrach triedy ≥ L210/A a priemeru ≥ 60,3 mm (2,375 palca) sa musia nedeštruktívne kontrolovať na celú hrúbku a dĺžku (100 %) podľa špecifikácie.

Nedeštruktívna UT skúška

Nedeštruktívna RT skúška
V prípade potrubí SAW a COW sa zvary musia skontrolovať rádiografickými metódami kontroly v minimálne 200 mm (8,0 palca) od každého konca potrubia. palca) od každého konca potrubia sa musia skontrolovať rádiografickou kontrolou.
Tabuľka rozvrhu potrubí API 5L
Pre jednoduchšie prezeranie a používanie sme zoradili príslušné súbory s rozvrhom vo formáte PDF. Tieto dokumenty si môžete kedykoľvek stiahnuť a zobraziť.
Zadajte vonkajší priemer a hrúbku steny
Normované hodnoty pre špecifikované vonkajšie priemery a špecifikované hrúbky stien oceľových rúr sú uvedené vISO 4200aASME B36.10M.

Rozmerové tolerancie
Požiadavky API 5L na rozmerové tolerancie sú podrobne uvedené vAPI 5L Trieda BAby ste sa vyhli opakovaniu, môžete kliknúť na modré písmo a zobraziť si príslušné podrobnosti.
Bežné chyby a opravy
Pri SAW rúrkach sa bežne vyskytujú nasledujúce chyby: oholené hrany, spáleniny od oblúka, delaminácia, geometrické odchýlky, tvrdé hrudky atď.
Nedostatky zistené vizuálnou kontrolou sa overia, kategorizujú a zlikvidujú nasledovne.
a) Hĺbka ≤ 0,125 t a neovplyvňuje minimálnu povolenú hrúbku steny, ak sa chyba považuje za prijateľnú chybu a musí sa zlikvidovať v súlade s ustanoveniami C.1.
b) Vady s hĺbkou > 0,125 t, ktoré neovplyvňujú minimálnu povolenú hrúbku steny, sa považujú za chyby a musia sa odstrániť preostrením v súlade s C.2 alebo zlikvidovať v súlade s C.3.
c) Chyba ovplyvňujúca minimálnu povolenú hrúbku steny sa musí považovať za chybu a musí sa odstrániť v súlade s C.3.
Identifikácia farieb
Na požiadanie je možné na vnútorný povrch každej oceľovej rúry naniesť farebné označenie s priemerom približne 50 mm (2 palce), aby sa umožnilo jednoduché rozlíšenie rôznych materiálov.
| Trieda potrubia | Farba farby |
| L320 alebo X46 | Čierna |
| L360 alebo X52 | Zelená |
| L390 alebo X56 | Modrá |
| L415 alebo X60 | Červená |
| L450 alebo X65 | Biela |
| L485 alebo X70 | Fialová-fialová |
| L555 alebo X80 | Žltá |
Čomu zodpovedá oceľ X70?
ISO 3183 - L485Ide o potrubnú oceľ podľa medzinárodných noriem a jej vlastnosti sú podobné ako API 5L X70.
CSA Z245.1 - GR 485Ide o triedu ocele Kanadskej asociácie pre štandardy pre ropovody a plynovody.
EN 10208-2 - L485MBIde o potrubnú oceľ podľa európskej normy na výrobu potrubí na prepravu ropy a plynu.
Náter
Našim zákazníkom nielenže poskytujeme vysokokvalitné oceľové rúry X70, ale ponúkame aj mnoho druhov náterových služieb, ktoré spĺňajú špecifické potreby rôznych projektov.
Nátery fariebTradičné nátery farieb poskytujú základnú ochranu proti korózii a sú vhodné do neextrémnych prostredí alebo ako dočasnú ochranu.
FBE povlakNanáša sa na povrch oceľového potrubia elektrostatickým striekaním a následne sa vytvrdzuje teplom. Tento náter má dobrú chemickú odolnosť a odolnosť voči oderu a je vhodný pre podzemné alebo podvodné potrubia.
3LPE povlakSkladá sa z epoxidového náteru, lepiacej vrstvy a polyetylénovej vrstvy a poskytuje vynikajúcu odolnosť proti korózii a mechanickú ochranu pre širokú škálu podzemných potrubných systémov.
3LPP náterPodobne ako 3LPE, aj náter 3LPP pozostáva z troch vrstiev, ale ako vonkajšia vrstva používa polypropylén. Tento náter má vyššiu tepelnú odolnosť a je vhodný pre potrubia vo vysokoteplotných prostrediach.
Nátery je možné vybrať na základe špecifického aplikačného prostredia a požiadaviek potrubia, aby sa zabezpečila spoľahlivosť a bezpečnosť potrubí API 5L X70 počas prevádzky.
Dôvody, prečo si vybrať práve nás pre oceľové potrubie X70
1. Továrne s certifikáciou API 5LNaše továrne majú certifikáciu API 5L, ktorá zaručuje vysoké štandardy kvality od zdroja až po hotový výrobok s cenovou výhodou.
2. Viacero typov potrubíNie sme len výrobcom zváraných oceľových rúr, ale aj dodávateľom bezšvíkových oceľových rúr a môžeme ponúknuť širokú škálu typov rúr, ktoré dokážu splniť špecifické potreby rôznych projektov.
3. Kompletné podporné vybavenieOkrem oceľových rúr vieme dodať aj príruby, kolená a ďalšie podporné zariadenia, čím vám poskytneme komplexné riešenia obstarávania pre váš projekt.
4. Prispôsobené službySme schopní poskytnúť riešenia na mieru podľa špecifických potrieb zákazníka, vrátane výroby a spracovania oceľových rúr so špeciálnymi špecifikáciami.
5. Špecializované službyOd svojho založenia v roku 2014 sa spoločnosť podieľala na mnohých inžinierskych projektoch a nazhromaždila bohaté skúsenosti v tomto odvetví, čo jej umožňuje poskytovať špecializované služby a podporu.
6. Rýchla reakcia a podporaNáš tím zákazníckej podpory dokáže poskytnúť rýchlu reakciu a profesionálnu technickú podporu, aby sa zabezpečilo včasné vyriešenie vašich problémov a potrieb.










