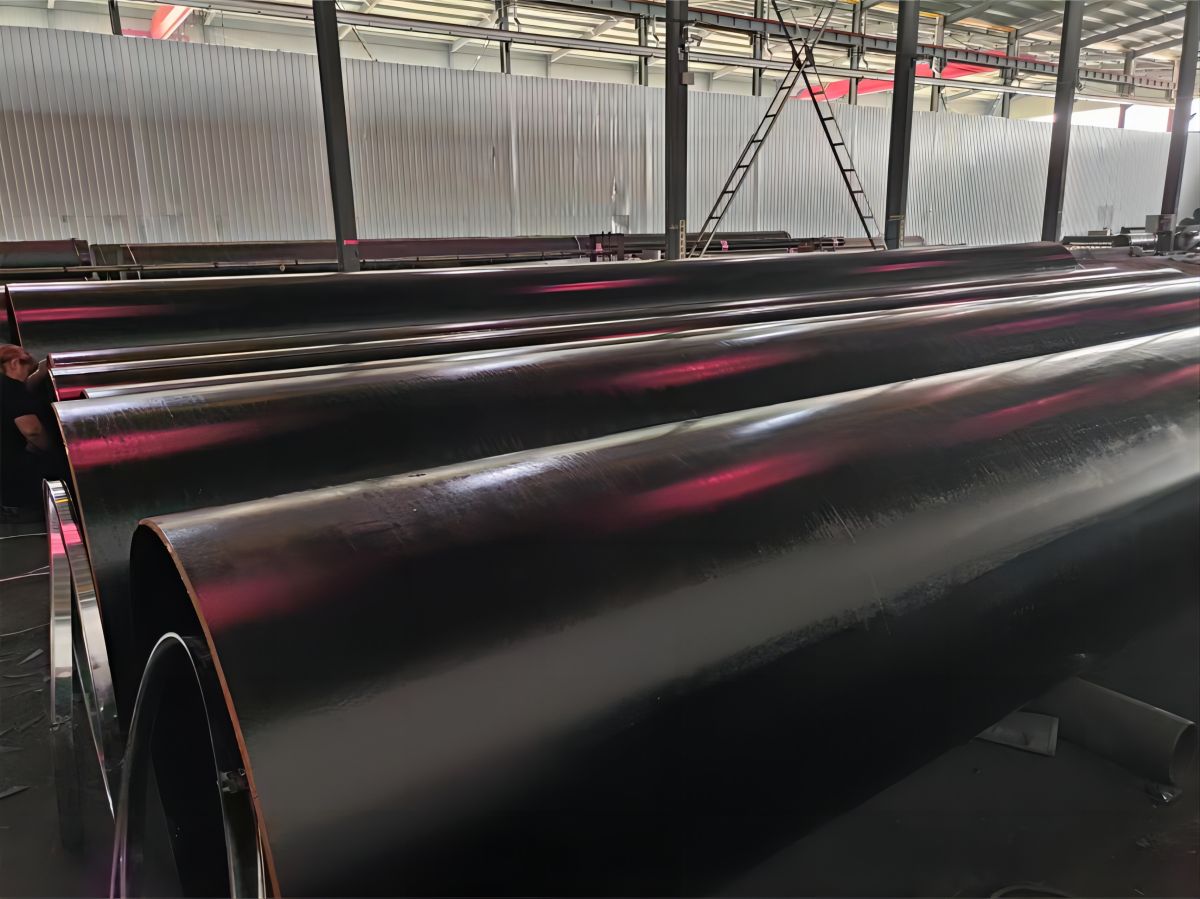
Potrubie LSAWje pozdĺžne zváraná oceľová rúra vyrobená technológiou zvárania pod tavivom.
Oceľové rúry LSAW sa vyznačujú pozdĺžnymi zvarmi prebiehajúcimi po celej dĺžke rúry, ktoré vyčnievajú z vnútorného a vonkajšieho povrchu rúry.
Výhodou oceľových rúr LSAW je, že môžu poskytovať potrubia s veľkým priemerom, hrubými stenami a vysokým tlakom.
| Meno | Cangzhou Botop International Co., Ltd. |
| Informácie | Nachádza sa v Cangzhou v Číne s celkovou investíciou 500 miliónov juanov a rozlohou 600 000 metrov štvorcových. |
| Vybavenie | Vybavené pokročilým procesom lisovania JCOE a technológiou zvárania DSAW, kompletným výrobným a testovacím zariadením |
| Výrobná kapacita | Ročná produkcia viac ako 200 000 ton |
| Certifikácia | API 5L, ISO 9001, ISO 19001, ISO 14001, ISO 45001 atď. |
| Zúčastnené projekty | Miniatúrna vodná elektráreň Ranawala; Tranzitný plynovod č. 2 do Turecka; Miniatúrna vodná elektráreň Ranawala; Projekt výstavby mesta; atď. |
| Vyvážané krajiny | Austrália, Indonézia, Kanada, Saudská Arábia, Dubaj, Egypt, Európa a ďalšie krajiny a regióny |
| Výhody | Výrobca a továreň na oceľové rúry LSAW; Veľkoobchodníci s oceľovými rúrami LSAW; Predajcovia oceľových rúr LSAW; Priamy predaj z továrne, zaručená kvalita a nižšie ceny. |
Jednoducho povedané,LSAWVýrobný proces zahŕňa zvlnenie oceľových plechov do tvaru rúrky a následné zváranie pod tavivom na zvarenie okrajov oceľových plechov k sebe, čím sa vytvorí oceľová rúra.
Ďalej vás prevedieme kľúčovými krokmi pri výrobe oceľových rúr LSAW, aby ste získali jasnú predstavu o celom procese.

1. Kontrola a rezanie plechovV závislosti od noriem pre implementáciu oceľových rúr a požadovaných rozmerov sa kvalifikované plechy narežú na vhodné veľkosti.
2. Frézovanie hránOkraj oceľovej rúry upravte do tvaru vhodného na zváranie, napríklad do tvaru V. Tento krok je kľúčový pre kvalitu zvaru.
3. TvarovanieNaša spoločnosť používa proces tvárnenia JCOE, pri ktorom sa oceľový plech pomocou valcov a lisu tvaruje do súvislej rúrkovej štruktúry.

4.ZváranieV pozdĺžnom šve rúrkovej konštrukcie sa vykonáva zváranie pod tavivom, aby sa okraje oceľových plechov spojili a vytvorila sa oceľová rúra. Toto je najdôležitejší krok v celom procese.
5. InšpekciaMnožstvo kontrol vrátane 100 % nedeštruktívneho testovania a hydrostatického testovania tesnosti oceľových rúr zabezpečuje, že hotový výrobok spĺňa normové požiadavky.
V samotnom procese výroby oceľových rúr LSAW existuje okrem vyššie uvedených kľúčových procesov mnoho ďalších jemných a zložitých krokov. Tieto kroky vyžadujú presnú kontrolu a prísne monitorovanie kvality, aby sa zabezpečila výroba vysokokvalitných oceľových rúr LSAW, ktoré spĺňajú normy.
1. Vysoko prispôsobivýOceľové rúry LSAW sa často používajú v pracovných prostrediach s vysokými teplotami a vysokým tlakom. S vhodným náterom si tieto rúry dokážu udržať spoľahlivý výkon aj v extrémnych klimatických podmienkach a zložitých geologických podmienkach.
2. Kvalita zváraniaPri výrobe LSAW,obojstranné zváranie pod tavivom (DSAW)používa sa proces. Tento proces zaisťuje úplné prevarenie zvaru, čím sa dosahuje vysoký štandard kvality zvárania. Zvar je rovnomerný a konzistentný, čo ďalej zvyšuje celkový výkon a spoľahlivosť oceľovej rúry.
3. Hrubostenná oceľová rúra s veľkým priemerom:
| Skratky | Meno | Vonkajší priemer | Hrúbka steny |
| SSAW (HSAW, SAWH) | Špirálové zváranie pod tavivom | 200 – 3500 mm | 5 – 25 mm |
| LSAW (SAWL) | Pozdĺžne zváranie pod tavivom | 350 – 1500 mm | 8 - 80 mm |
| ERW | Elektrické odporové zváranie | 20 – 660 mm | 2 – 20 mm |
| SMLS | Bezšvové | 13,1 – 660 mm | 2 – 100 mm |
Ako je zrejmé z vyššie uvedeného porovnania veľkostí výroby, oceľové rúry LSAW majú zjavné výhody pri výrobe oceľových rúr s hrubými stenami s veľkým priemerom, čo spĺňa potreby rozsiahlych projektov a priemyselných aplikácií.
4. Široko používanýOceľové rúry LSAW sa široko používajú v preprave ropy a plynu, v stavebnom inžinierstve, pri stavbe mostov a ďalších oblastiach, ktoré vyžadujú vysokopevnostné oceľové rúry kvôli ich vysokej pevnosti a vynikajúcemu výkonu.



| Štandard | Použitie | Stupeň |
| API 5L / ISO 3183 | potrubie | Stupeň B, X42, X52, X60, X65, X72 atď. |
| GB/T 9711 | potrubie | L245, L290, L360, L415, L450 atď. |
| GB/T 3091 | Doprava nízkotlakových kvapalín | Q195, Q235A, Q235B, Q275A, Q275B atď. |
| ASTM A252 | Pilótové potrubie | 1. stupeň, 2. stupeň a 3. stupeň |
| ASTM A500 | Za studena tvarované konštrukčné potrubie | Stupeň B, stupeň C a stupeň D |
| ASTM A501 | Za tepla tvarované konštrukčné potrubie | Stupeň A, stupeň B a stupeň C |
| EN 10219 | Za studena tvarované konštrukčné potrubie | S275J0H, S275J2H, S355J0H, S355J2H |
| EN 10210 | Teplovo zušľachtené konštrukčné potrubie | S275J0H, S275J2H, S355J0H, S355J2H |
Okrem bežných noriem pre oceľové rúry uvedených vyššie sa pri výrobe oceľových rúr pomocou procesu LSAW používajú aj materiály a normy oceľových plechov, ako napríklad SS400. Tieto normy tu nie sú uvedené.
Vnútorné a vonkajšie povrchy oceľových rúr LSAW sú často potiahnuté, aby vyhovovali rôznym prevádzkovým podmienkam.
Tieto nátery môžu byť dočasné ochranné nátery alebo dlhodobé antikorózne nátery. Medzi bežné typy náterov patriamaľovať, galvanizácia, 3LPE, FBE,TPEP, epoxidový uhoľný dechtatď.
Tieto nátery účinne chránia oceľové rúry pred koróziou, predlžujú ich životnosť a zabezpečujú ich stabilitu a spoľahlivosť v rôznych podmienkach prostredia.


Oceľové rúry LSAW sú dôležitým priemyselným materiálom. Aby sa zabezpečil ich bezproblémový obeh na rôznych národných a regionálnych trhoch, oceľové rúry LSAW musia pri dovoze a vývoze získať sériu certifikačných dokumentov. Medzi bežné patriaCertifikácia API 5L,Certifikácia ISO 9001,ISO 19001 certifikácia, Certifikácia ISO 14001,a Certifikácia ISO 45001.