




| SPECIFIKACIJE ZA JEKLENE CEVI LSAW | |
| 1. Velikost | 1) zunanji premer: 406 mm-1500 mm |
| 2) Debelina stene: 8 mm-50 mm | |
| 3) SCH20, SCH40, STD, XS, SCH80 | |
| 2. Standardno: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252ASTM A500 itd. |
| 3. Material | ASTM A53 Gr. B,API 5L Gr. B,X42,X52,X60,X70,X80,S235JR,S355J0H itd. |
| 4. Uporaba: | 1) nizkotlačna tekočina, voda, plin, olje, cevovod |
| 2) konstrukcija cevi, gradnja pilotov cevi | |
| 3) ograja, cev za vrata | |
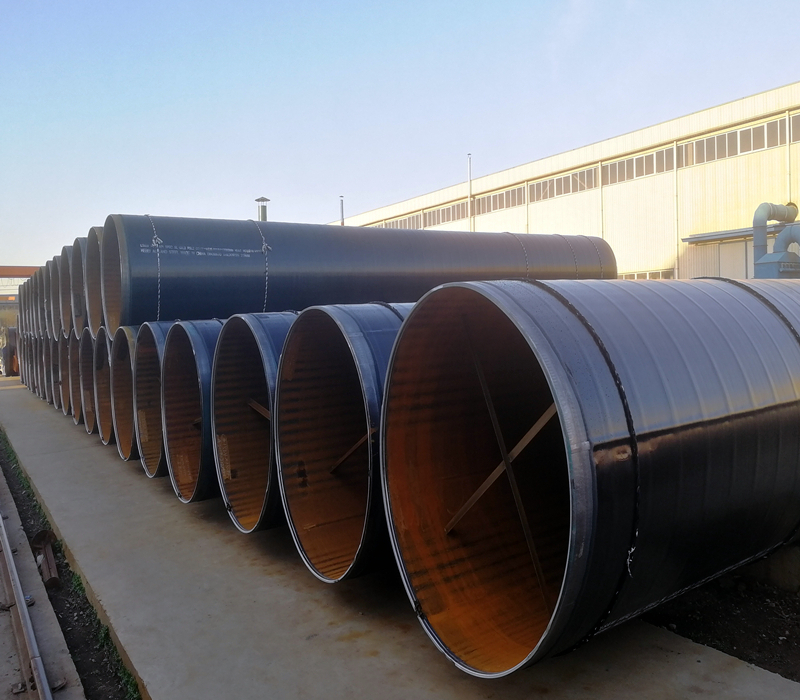
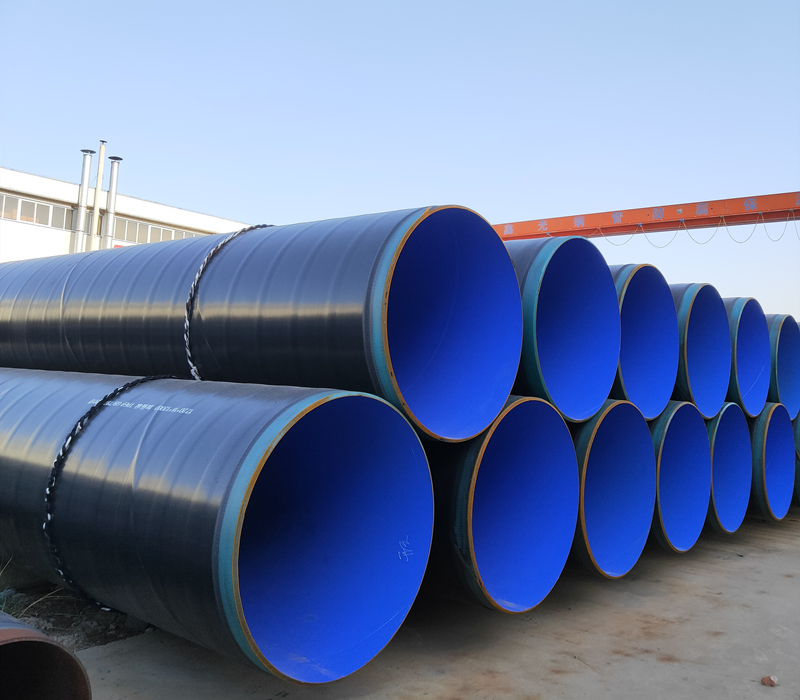
| 5. Premaz | 1) Gola 2) Črno pobarvano (premaz z lakom) 3) Pocinkano 4) Naoljeno 5) PE, 3PE, FBE, premaz, odporen proti koroziji, protikorozijski premaz |
| 6. Tehnika | vzdolžno varjene jeklene cevi |
| 7. Pregled: | S hidravličnim testiranjem, vrtinčnimi tokovi, RT, UT ali pregledom tretje osebe |
| 8. Dostava | Kontejner, plovilo za razsuti tovor. |
| 9. O naši kakovosti: | 1) Brez poškodb, brez upogibanja 2) brez zarez ali ostrih robov in brez ostankov 3) Brezplačno za naoljeno in označevanje 4) Vse blago lahko pred odpremo preveri inšpekcijski pregled tretje osebe |

Inženirski primer Hong Konga

Inženirski primer Katarja

Inženirski primer Turčije

LSAW cevuporablja tehnologijo varjenja pod praškom, z uporabo polnilne varilne tehnike, zakopanega loka z zaščito pred delci.
LSAW je angleška okrajšava za varjene ravni šivne jeklene cevi pod prašnim lokom. Proizvodni proces varjenih ravnih šivnih jeklenih cevi pod prašnim lokom vključuje tehnologijo oblikovanja JCOE, tehnologijo varjenja pod prašnim lokom z vilicami in tehnologijo oblikovanja UOE.
Postopek izdelave vzdolžno varjenih cevi pod prašnim lokom (LSAW) je naslednji:
Ultrazvočno sondiranje plošč → rezkanje robov → predkrivljanje → oblikovanje → predvarjenje → notranje varjenje → zunanje varjenje → ultrazvočni pregled → rentgenski pregled → raztezanje → hidravlični preizkus → 1. posnemanje robov → ultrazvočni pregled → rentgenski pregled → magnetni pregled na koncu cevi

| Zahteve glede natezne trdnosti | |||
| 1. razred | 2. razred | 3. razred | |
| Natezna trdnost, min., psi (MPa) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| Meja tečenja ali meja tečenja, min, psi (MPa) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| Osnovni minimalni raztezek za nazivne debeline stene 7,9 mm (6 palcev) ali več: Raztezek pri 203,2 mm (8 palcev), min, % Raztezek pri 50,8 mm (2 palcev), min, % | 18 30 | 14 25 | ... 20 |
| Za nazivne debeline stene, manjše od 7,9 mm (6 palcev), se odbitek od osnovnega minimalnega raztezka v 50,08 mm (2 palci) za vsako zmanjšanje nazivne debeline stene Vzi za 0,8 mm (0,8 mm) pod 7,9 mm (6 palcev), v odstotnih točkah | 1,5 A | 1,25 A | 1,0 A... |

Hidrostatično testiranje

NDT(RT) testiranje

NDT (UT) testiranje
Preskus upogibanja—Zadostna dolžina cevi mora biti hladno upognjena pod kotom 90° okoli valjastega trna.
Preskus sploščevanja-Čeprav preskušanje ni potrebno, mora biti cev sposobna izpolnjevati zahteve preskusa sploščitve.
Hidrostatični preizkus—Razen če ni dovoljeno drugače, se vsaka dolžina cevi podvrže hidrostatičnemu preskusu brez puščanja skozi steno cevi.
Nedestruktivni električni preizkus-Kot alternativa hidrostatičnemu preskusu se celotno telo vsake cevi preskusi z nedestruktivnim električnim preskusom. Kjer se izvaja nedestruktivni električni preskus, se dolžine označijo s črkama "NDE".
Ultrazvočno testiranje
Pregled z vrtinčnimi tokovi
Gola cev, črna prevleka (po meri);
Oba konca s končnimi ščitniki;
Navaden konec, poševni konec;
Označevanje.




| Zunanji premer | Zunanji premer cevnih pilotov se ne sme razlikovati od določenega zunanjega premera za več kot ±1 %. | ||
| Debelina stene | Debelina stene na kateri koli točki ne sme biti več kot 12,5 % pod določeno nazivno debelino stene. | ||
| Dolžine | Piloti cevi se dobavijo v enojnih naključnih dolžinah, dvojnih naključnih dolžinah ali v enotnih dolžinah, kot je določeno v naročilnici, v skladu z naslednjimi omejitvami: | Posamezne naključne dolžine | 16 do 25 čevljev (4,88 do 7,62 mm), palcev |
| Dvojne naključne dolžine | Nad 7,62 m z minimalnim povprečjem 10,67 m | ||
| Enotne dolžine | dolžina, kot je določena, z dovoljenim odstopanjem ±1 palec. | ||
| Teža | Vsak kos cevi se stehta ločeno, njegova teža pa se ne sme razlikovati za več kot 15 % nad ali 5 % pod teoretično težo, izračunano z uporabo njegove dolžine in teže na enoto dolžine. | ||










