
Varjene jeklene cevi so razdeljene na:
Električna upornost varjene cevi(ERW),Spiralna jeklena cev(SSAW),Vzdolžno varjena cev pod potopnim lokom(LSAW)
Velikost:
①ERW jeklena cev:
Zunanji premer: 21,3 mm ~ 660 mm; Debelina: 1 mm ~ 17,5 mm; Dolžina: 0,5 m ~ 22 m
② Jeklena cev LSAW:
Zunanji premer: 406 mm ~ 1422 mm; Debelina: 6,4 mm ~ 44,5 mm; Dolžina: 5 m ~ 12 m
③SSAW jeklena cev:
Zunanji premer: 219,1 mm ~ 3500 mm; Debelina: 6 mm ~ 25 mm (do 1''); Dolžina: 6 m ~ 18 m, SRL, DRL
Standard in razred:
ASTM A53, razred A/B/C, API 5L, PSL1, PSL2, GR.B/X42-X80, ASTM A795, ASTM A135, ASTM A252, GR.1/2/3, AWWA C200
▇ ▍ Opis
Varjene jeklene cevi so izdelane iz ravnih jeklenih plošč ali jeklenih trakov, njihov proizvodni postopek pa ustvarja šive v njihovem telesu. Natančneje, pri izdelavi varjenih jeklenih cevi se jeklena plošča ali trak upogne in nato zvari v krožno, tradicionalno obliko cevi ali kvadratno obliko. Cevi LSAW, cevi SSAW in cevi ERW so vse varjene jeklene cevi in so razvrščene glede na način varjenja. Na primer, cevi LSAW so varjene vzdolžno, cevi SSAW pa spiralno. Cevi ERW so električno uporovno varjene, kar ima za posledico šiv, ki poteka vzporedno vzdolž telesa cevi.
▇ ▍Jeklene cevi ERW
Visokofrekvenčno varjene cevi so običajno ravno zarezane, vendar ravno zarezane jeklene cevi niso nujno visokofrekvenčno varjene. Visokofrekvenčno ravno zarezano električno uporovno varjeno jekleno cev nastane zaradi učinka kože in učinka bližine visokofrekvenčnega toka po tem, ko vroče valjano tuljavo oblikuje brizgalni stroj, rob cevi pa se segreje in stopi, nato pa se pod delovanjem stiskalnega valja izvede tlačno varjenje za dosego proizvodnje. Visokofrekvenčno uporovno varjena jeklena cev se razlikuje od običajnega postopka varjenja varjenih cevi. Var je izdelan iz osnovnega materiala jeklenega traku, mehanska trdnost pa je boljša kot pri običajnih varjenih ceveh. Površina je gladka, visoka natančnost, nizki stroški in nizka višina varjenega šiva, kar je koristno za premaz 3PE protikorozijske prevleke.
▇ ▍Jeklene cevi LSAW
Vzdolžno varjenje pod praškom se izvede z uporabo ene same srednje debele in debele plošče kot surovine, nato pa se jeklena plošča stisne (valja) v kalupu ali oblikovalnem stroju v cevni surovec z uporabo dvostranskega varjenja pod praškom in razširitvijo premera. Količina podajanja jeklene plošče se lahko samodejno prilagodi glede na različne vrste jekla, debeline sten in širine plošče. Hkrati funkcija kompenzacije deformacije učinkovito preprečuje negativne učinke deformacije kalupa na oblikovanje in zagotavlja ravnost celotne dolžine jeklene plošče med postopkom stiskanja. Korak podajanja je med oblikovanjem enakomeren, kar zagotavlja okroglost cevi in ravnost varjenega roba. Končni izdelek ima širok razpon specifikacij, zvar pa ima dobro žilavost, plastičnost, enakomernost in kompaktnost. Prednosti so velik premer cevi, debelina stene cevi, odpornost na visok tlak, odpornost na nizke temperature in močna odpornost proti koroziji.
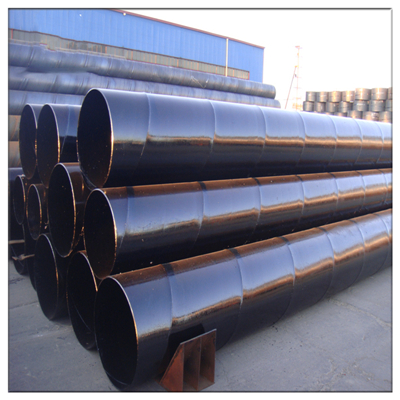
▇ ▍Jeklene cevi SSAW
Spiralno varjena cev (cev SSAW, imenovana tudi cev HSAW). Cev je oblikovana s tehnologijo spiralnega obločnega varjenja pod praškom. Spiralno varjene cevi so oblikovane z uporabo ožjih plošč ali vroče valjanih tuljav, kar znatno zniža njihove proizvodne stroške. Varilna linija ima obliko vijačnice. Postopek spiralnega varjenja omogoča proizvodnjo cevi velikega premera, primernih za transport velikih količin nafte in plina. Nekatere cevi SSAW so bile v preteklosti omejene na nizkotlačne aplikacije.


Čas objave: 16. oktober 2023