
EFW cev (elektrofuzijsko varjena cev) je varjena jeklena cev, izdelana s taljenjem in stiskanjem jeklene plošče z tehniko elektroobločnega varjenja.
Vrsta cevi
Jeklena cev EFW je običajno ravna varjena jeklena cev.
Lahko je cev iz ogljikovega jekla ali cev iz legiranega jekla.

Standardi in ocene EFW
ASTM A358
304, 304L, 316, 316L in druge vrste nerjavečega jekla, ki se pogosto uporabljajo v aplikacijah, ki zahtevajo dobro odpornost proti koroziji.
ASTM A671
CA55, CB60, CB65, CB70 in druge vrste ogljikovega jekla za nizkotemperaturna okolja.
ASTM A672
Ogljikova in legirana jekla razredov A45, A50, B60, B65 in B70 za uporabo pri srednjih temperaturah.
ASTM A691
CM65, CM70, CM75 in druge legirane jeklene vrste so zasnovane za uporabo pri visokem tlaku.
API 5L
Cevi iz ogljikovega jekla razreda B, X42, X52, X60, X65, X70 in druge razrede za naftovode in plinovode na dolge razdalje.
Naši izdelki
Procesni tok jeklene cevi EFW
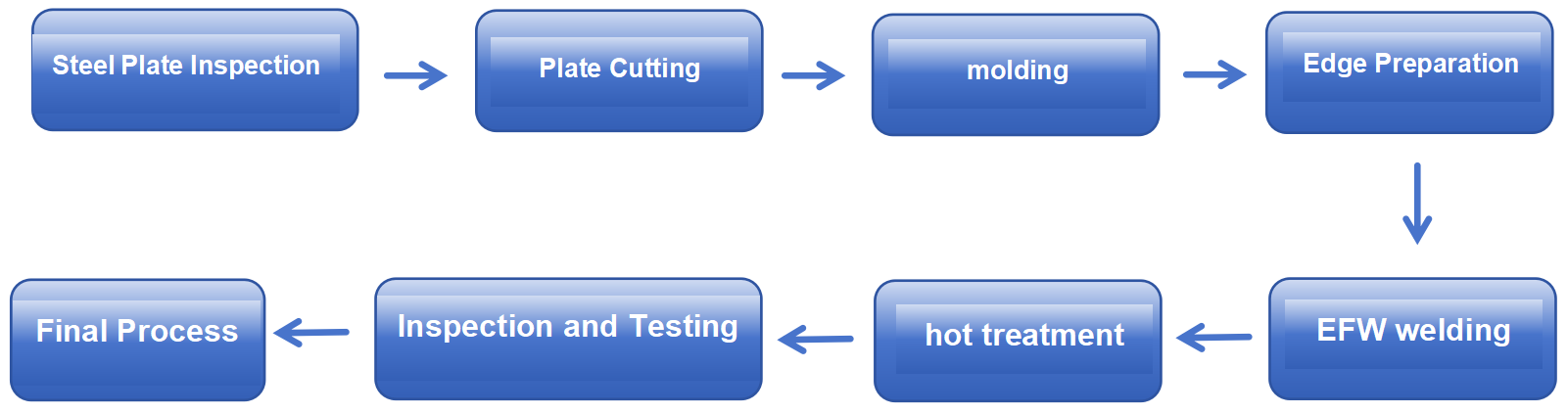
V praksi je postopek bolj zapleten, in sicer:
Izbira materiala
Izberite ustrezen material jeklene plošče glede na zahtevano kemično sestavo in mehanske lastnosti.
Jekleno ploščo je treba pregledati, da se potrdi, da ni napak, površino pa očistiti, da se odstranijo morebitne nečistoče ali oksidi, ki bi lahko vplivali na kakovost zvara.
Rezanje plošč
Plošča se razreže na zahtevano velikost, običajno s plazemskim ali plamenskim rezanjem.
Ko so robovi plošče razrezani, bodo morda potrebne nadaljnje obdelave, da se zagotovi natančna poravnava in povezava med varjenjem.
Oblikovanje plošč
Jeklene plošče se upognejo v valjaste oblike s pomočjo stiskalnic ali valjarn.
Oblika oblikovane cevi se prilagodi, da se zagotovi popolna poravnava koncev za naslednji postopek varjenja.
Priprava robov
Oblikovani cevasti konec je zmleten ali strojno obdelan, da se ustvari poševen rob za popolno preboj zvara.
Efektivno telesno deloVarjenje
Z uporabo tehnike obločnega varjenja se robovi jeklenih plošč pri visokih temperaturah segrejejo v staljeno stanje.
S pomočjo električnega loka in tlaka se robovi staljenega jekla zlijejo skupaj v zvar. Ta korak lahko zahteva več zvarov, da se zagotovi trdnost in kakovost zvara.
Toplotna obdelava po varjenju
Po končanem varjenju se izvede toplotna obdelava po varjenju, da se razbremenijo napetosti v varu in jeklu.
To običajno vključuje segrevanje celotne cevi ali varjenega območja na določeno temperaturo in nato hlajenje pod nadzorovanimi pogoji.
Pregled in testiranje
Cevi so po varjenju in toplotni obdelavi temeljito pregledane in preizkušene.
To vključuje vizualni pregled, dimenzijski pregled, nedestruktivne preiskave (npr. ultrazvočne ali radiografske preiskave) ter preizkušanje mehanskih lastnosti (npr. natezne in udarne preiskave).
Končna obdelava
Cevi so razrezane na določene dolžine, na koncih poševno zaobljene in po možnosti površinsko obdelane, kot so premazi.
Končana cev je označena z ustreznimi informacijami, kot so vrsta materiala, velikost, številka peči itd., za sledljivost in uporabo.
Prednosti jeklenih cevi EFW
Visokokakovostni zvari
Uporaba tehnologije elektrofuzijskega varjenja omogoča visokokakovostne varilne spoje z enakomernostjo in nizko stopnjo napak, kar izboljša strukturno celovitost.
Proizvodnja velikih dimenzij in debelih sten
Postopek EFW je primeren za proizvodnjo cevi velikega premera in debelih sten za visoke tlake in velike obremenitve.
Širok spekter uporabe
Lahko obdeluje široko paleto ogljikovih in legiranih jekel, primernih za visoke temperature, visok tlak in korozivna okolja.
Prilagodljivost proizvodnje
Visoko avtomatizirana proizvodna linija, varilne parametre je mogoče prilagoditi glede na velikost in debelino proizvodnje.
Ekonomično
Dolgotrajna vzdržljivost in nizke zahteve glede vzdrževanja zagotavljajo dobro splošno ekonomičnost kljub visokim začetnim stroškom.
Slabosti jeklenih cevi EFW
Višji stroški
Proizvodnja cevi EFW je običajno dražja od drugih vrst varjenih cevi, kot so uporovno varjene cevi (ERW). To je predvsem posledica visokokakovostnih uporabljenih materialov in zapletenega proizvodnega procesa.
Nižje stopnje proizvodnje
Postopek EFW ima relativno počasno proizvodno hitrost, ker vključuje bolj zapletene postopke varjenja in toplotne obdelave. To lahko vodi do daljših proizvodnih ciklov, zlasti pri ceveh velikega premera in debelih sten.
Omejitve velikosti
Čeprav je EFW primerna za proizvodnjo cevi velikega premera, tehnologija morda ni tako ekonomična ali uporabna za manjše velikosti cevi, zlasti v primerih uporabe, kjer sta potrebna večja natančnost in fini premeri.
Kakovost varjenja
Čeprav elektrofuzijsko varjenje zagotavlja visokokakovostne zvare, lahko taljenje in fuzija med varilnim procesom še vedno povzročita napake, kot so poroznost, neraztopljenost in vključki, ki jih je treba obvladovati s strogim nadzorom kakovosti in pregledom.
Visoke zahteve za upravljavce
Proizvodnja varilnega valja zahteva visoko usposobljene operaterje in vzdrževalno osebje, da se zagotovi pravilno izvajanje varilnega postopka in pravilno delovanje opreme. To vodi do povečanih naložb v usposabljanje in razvoj znanj in spretnosti zaposlenih.
Aplikacije
Naftna in plinska industrija

Kemična industrija

Energetska industrija

Gradbeništvo in infrastruktura
Botop Steel je proizvajalec in dobavitelj visokokakovostnih varjenih cevi iz ogljikovega jekla iz Kitajske, poleg tega pa je tudi dobavitelj brezšivnih jeklenih cevi. Za vaše potrebe po jeklenih ceveh se lahko obrnete na nas!
Oznake: EFW, cev EFW, cevovodi EFW, dobavitelji, proizvajalci, tovarne, prodajalci, podjetja, veleprodaja, nakup, cena, ponudba, razsuti tovor, za prodajo, stroški.
Čas objave: 9. april 2024