
| Назив производа | Бешавне цеви од угљеничног челика / Ms челичне цеви |
| Стандардно | АСТМ А106, АСТМ А53, АПИ 5Л Гр. Б, ДИН17175, ДИН1629 |
| Спољни пречник: | 13,7 мм-762 мм |
| Дебљина зида | 2 мм-80 мм |
| Дија толеранција | Контрола са стандардом, оптичка густина: +/- 1%, тежина: +/- 10% |
| Материјали | 10#,20#,45#,16Мн,А106(Б,Ц),А53(А,Б),АПИ 5Л (ГР.Б,Кс42/Кс52/Кс56/Кс65) АПИ 5ЦТ(Х40,Ј55,К55,Н80,П110),К235,К345,СТ35.8,СТ37,СТ42,СТ45,СТ52 |
| Инспекција | ИСО, БВ, СГС, МТЦ |
| Паковање | 3ЛПЕ/3ПП/ФБЕ/ЦРНА фарба/лак и паковање челичне траке, стандардни извозни пакет за пловидбу или по потреби |
| Способност снабдевања | 1000 метричких тона/месечно |
| Минимална количина залиха | 5 метричких тона, прихваћена је поруџбина узорка |
| Време испоруке | У року од 7-10 радних дана након пријема депозита или акредитива |
| Плаћања | Т/Т, ЛЦ |
| Капацитет | 250.000 тона годишње |
API 5L Gr. X52NS PSL 2Бешавне челичне цеви ACC.To IPS-M-PI-190(3) и NACE MR-01-75 се увек користе у киселој средини, посебно у нафтним и гасним пољима са гасом богатим H2S и CO2.



API 5L X52NS PSL 2 Бешавне челичне цеви У складу са IPS-M-PI-190(3) и NACE MR-01-75 за рад у киселим условима морају се подвргнути термичкој обради након производње. Такође треба да се ураде HIC и SSC тестови.
Врста и хемијски састав (%)За АПИ 5ЛПСЛ2
| Стандардно |
| Хемијски састав(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| АПИ 5Л | X52 НС | ≤0,16 | ≤1,65 | ≤0,02 | ≤0,003 | ≤0,45 | V ≤0,10 | |
ЦЕⅡВ=Ц+Мн /6+(Цр+Мо+В) /5+(Цу+Ни) /15 ≤0,39
Nb+V+Ti≤0,15%
Nb+V ≤ 0,06%
Када се врши хемијска анализа производа, две анализе по термичкој обради челика узете из одвојених ставки производа
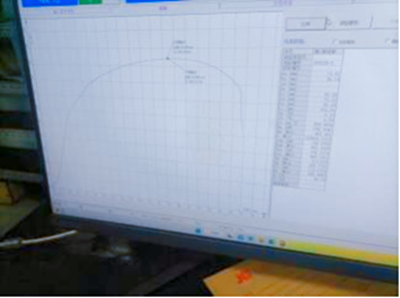
Механичка својства API 5LX52NSБешавне челичне цеви PSL 2 у складу са IPS-M-PI-190(3) иNACE MR-01-75 за киселу услугу:
| Чврстина течења(МПа) | Затезна чврстоћа(МПа) | Издужење A% |
| МПа | МПа | Издужење (мин.) |
| 360-530MPa | 460-760 МПа | 20 |
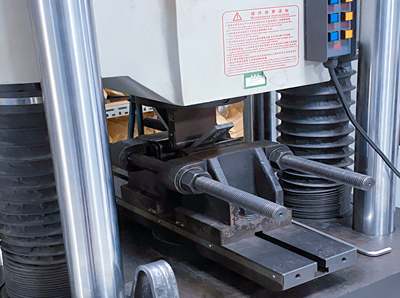
Тест савијања
Тест механичких својстава

Тест тврдоће
Спољни пречник готове цеви, тежина, квалитет површине, праволинијски облик, полирање оштећене цеви, визуелни и димензионални преглед.
1. ОД толеранција: (-0,75%Д,+0,75%Д).
Толеранција спољног пречника крајева цеви: ±0,005D.
2. Толеранција тежине: (+15%t, -12,5%t).
3. Овалност тела цеви: ±0,020D, Овалност крајева: ±0,015D.
Дебљина зида цеви мора бити већа од 87,5% номиналне тежине.
Дебљина на крајевима цеви се мери микрометром.
Мерење дебљине зида цеви врши се ручним УТ за ВТ, покривајући 3 прстена или пресека дуж цеви са 6 очитавања на сваком пресеку.
4. Степен савијања тела цеви: 0,20% дужине цеви Мерено помоћу обучене линије.
5. Степен савијања краја цеви: Не сме бити већи од 3,0 мм на 1,2 м. Мери се равном шипком.

Инспекција спољашњег пречника

Инспекција дебљине зида

Завршите инспекцију

Инспекција праволинијског положаја

Инспекција Јуте

Преглед изгледа
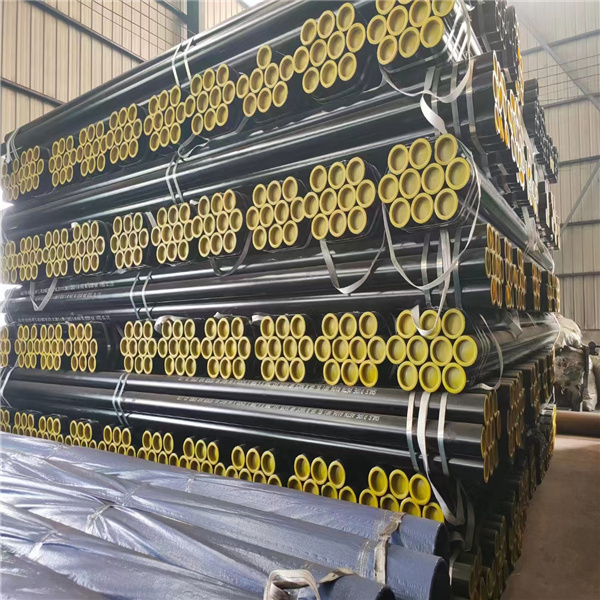
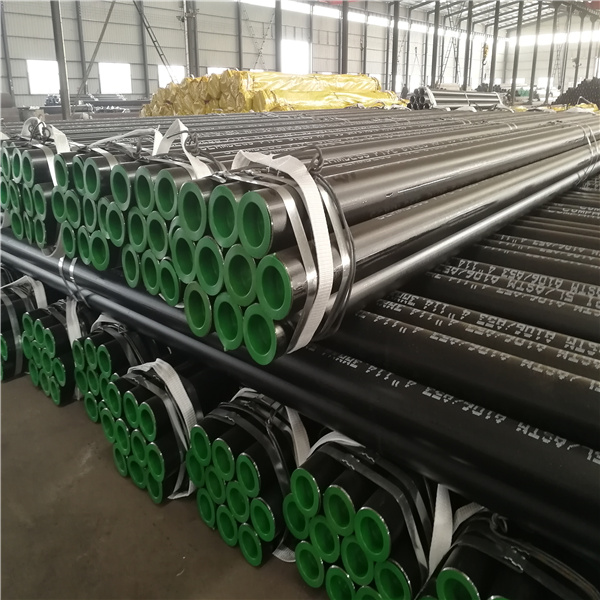
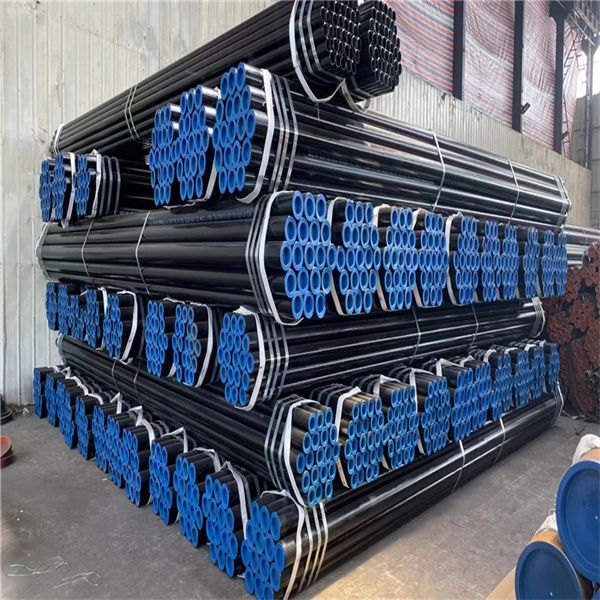
Гола цев или црни/лакирани премаз (према захтевима купца);
15 цм и мање у сноповима са две памучне траке;
Оба краја са заштитницима за крајеве;
Обичан крај, коси крај (2" и више са косим крајевима, степен: 30~35°), навој и спојница;
Обележавање.

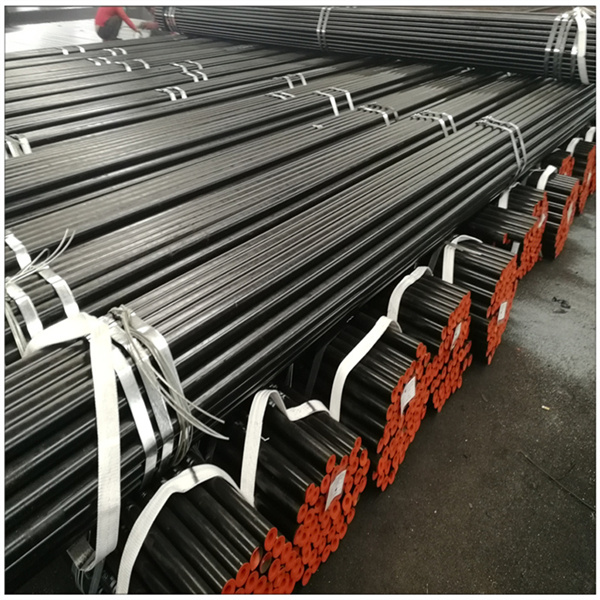

Бешавне цеви испоручују у Катар

Бешавне цеви испоручују у Пакистан

Бешавне цеви испоручују у Јужну Африку

Бешавне цеви испоручују у Еквадор