
Заварене челичне цеви су подељене на:
Заварена цев електричним отпором(ЕРВ),Спирална челична цев(SSAW),Уздужно заварена цев под потопљеним електролучним заваривањем(LSAW)
Величина:
①ERW челична цев:
Спољни пречник: 21,3 мм ~ 660 мм; Дебљина: 1 мм ~ 17,5 мм; Дужина: 0,5 м ~ 22 м
②LSAW челична цев:
Спољни пречник: 406 мм ~ 1422 мм; Тежина: 6,4 мм ~ 44,5 мм; Дужина: 5 метара ~ 12 метара
③SSAW челична цев:
Спољни пречник: 219,1 мм ~ 3500 мм; Тежина: 6 мм ~ 25 мм (до 1 инча); Дужина: 6 м ~ 18 м, средње светло, дневно светло
Стандард и разред:
АСТМ А53, разред А/Б/Ц, АПИ 5Л, ПСЛ1, ПСЛ2, ГР.Б/X42-X80, АСТМ А795, АСТМ А135, АСТМ А252, ГР.1/2/3, AWWA C200
▇ ▍ Опис
Заварена челична цев се прави коришћењем равних челичних плоча или челичних трака, а њен производни процес ствара шавове у њеном телу. Конкретно, када се производе заварене челичне цеви, челична плоча или трака се савија, а затим заварује у кружни, традиционални облик цеви или квадратни облик. LSAW цеви, SSAW цеви и ERW цеви су све заварене челичне цеви и класификују се на основу методе заваривања. На пример, LSAW цеви су заварене уздужно, а SSAW цеви су спирално заварене. ERW цеви су заварене електричним отпором, што резултира шавом који иде паралелно дуж тела цеви.
▇ ▍ERW челична цев
Високофреквентне заварене цеви су генерално равног прореза, али равно прорезане челичне цеви заварене електричним отпором нису нужно високофреквентне. Високофреквентна равно прорезана челична цев заварена електричним отпором формира се ефектом површине и ефектом близине високофреквентне струје након што машина за обликовање формира топло ваљану плочу за заваривање, а ивица цеви се загрева и топи, а заваривање под притиском се врши под дејством пресованог ваљка да би се остварила производња. Високофреквентна отпорна заварена челична цев разликује се од обичног поступка заваривања заварених цеви. Завар је направљен од основног материјала тела челичне траке, а механичка чврстоћа је боља од оне код опште заварене цеви. Површина је глатка, висока прецизност, ниска цена и има ниску висину завара, што је корисно за премаз 3PE антикорозивног премаза.
▇ ▍LSAW челична цев
Уздужно заваривање под потопљеним електролучним заваривањем се производи коришћењем једне средње и дебеле плоче као сировине, пресовањем (ваљањем) челичне плоче у калупу или машини за обликовање у цев, коришћењем двостраног заваривања под потопљеним електролучним заваривањем и проширивањем пречника. Количина додавања челичне плоче може се аутоматски подесити у складу са различитим врстама челика, дебљинама зидова и ширинама плоче. Истовремено, функција компензације деформације ефикасно избегава негативне ефекте деформације калупа на обликовање и обезбеђује равност целе дужине челичне плоче током процеса пресовања. Корак додавања је равномеран током обликовања, обезбеђујући округлост цеви и равност ивице заваривања. Готов производ има широк распон спецификација, а завар има добру жилавост, пластичност, једнообразност и компактност. Има предности великог пречника цеви, дебљине зида цеви, отпорности на висок притисак, отпорности на ниске температуре и јаке отпорности на корозију.
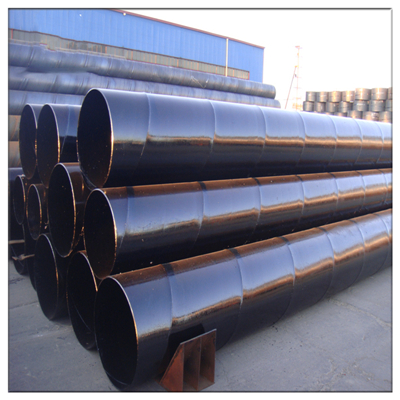
▇ ▍SSAW челична цев
Спирално заварена цев (SSAW цев, такође названа HSAW цев). Цев се формира технологијом спиралног заваривања под потопљеним електролучним прскањем. Спирално заварене цеви се формирају коришћењем ужих плоча или топло ваљаних калемова, што значајно смањује њихове трошкове производње. Линија заваривања има облик спирале. Процес спиралног заваривања омогућава производњу цеви великог пречника погодних за транспорт великих количина нафте и гаса. Неке SSAW цеви су историјски биле ограничене на примене ниског притиска.


Време објаве: 16. октобар 2023.