
EFW цев (електрофузијска заварена цев) је заварена челична цев направљена топљењем и компресијом челичне плоче техником електролучног заваривања.
Тип цеви
ЕФВ челична цев је обично равно заварена челична цев.
Може бити цев од угљеничног челика или цев од легираног челика.

Стандарди и оцене EFW-а
АСТМ А358
304, 304L, 316, 316L и друге врсте нерђајућег челика које се обично користе у применама које захтевају добру отпорност на корозију.
АСТМ А671
CA55, CB60, CB65, CB70 и друге врсте угљеничног челика за ниске температуре.
АСТМ А672
Угљенични и легирани челици класе А45, А50, Б60, Б65 и Б70 за примену на средњим температурама.
АСТМ А691
CM65, CM70, CM75 и друге врсте легираног челика су дизајниране за примене изложене високом притиску.
АПИ 5Л
Цеви од угљеничног челика класе B, X42, X52, X60, X65, X70 и друге класе цеви од угљеничног челика за нафтоводе и гасоводе на велике удаљености.
Наши производи
Процесни ток EFW челичне цеви
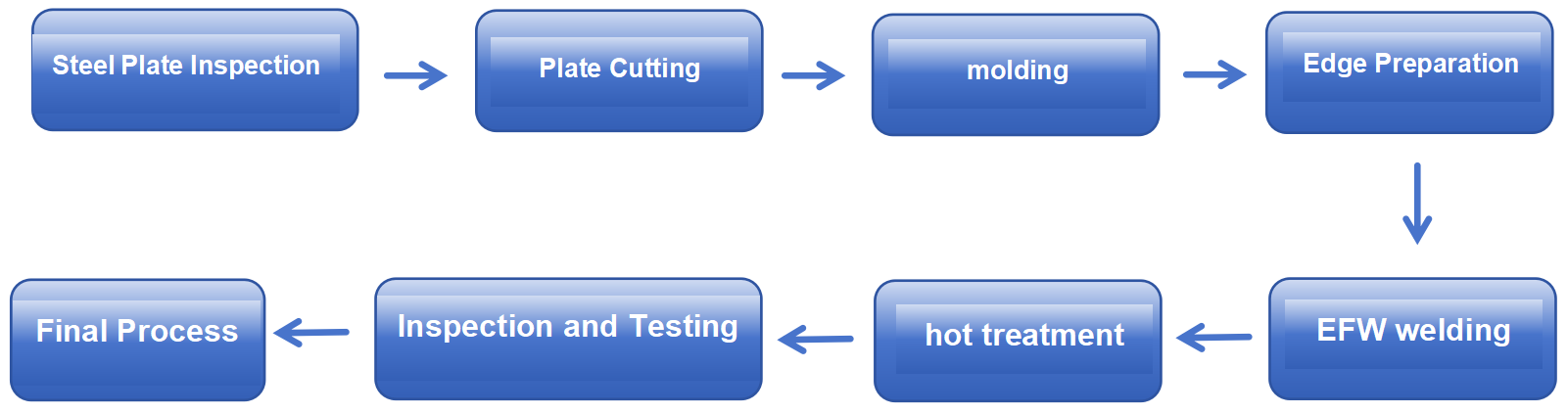
У пракси, процес је сложенији, као што следи:
Избор материјала
Изаберите одговарајући материјал челичне плоче према потребном хемијском саставу и механичким својствима.
Челичну плочу је потребно прегледати како би се потврдило да нема оштећења, а површину очистити како би се уклониле све нечистоће или оксиди који могу утицати на квалитет завара.
Сечење плоча
Плоча се сече на потребну величину, обично методом плазма или пламенског сечења.
Једном исечене, ивице плоче могу захтевати даљу обраду како би се осигурало прецизно поравнање и спајање током заваривања.
Формирање плоча
Челичне плоче се савијају у цилиндричне облике помоћу преса или ваљаоница.
Подешавања се врше на облику формиране цеви како би се осигурало да су крајеви савршено поравнати у припреми за процес заваривања који следи.
Припрема ивица
Формирани цевасти крај се бруши или обрађује како би се створила коса ивица за потпуно продирање завара.
Ефективно радно времеЗаваривање
Користећи технику електролучног заваривања, ивице челичних плоча се загревају до растопљеног стања на високим температурама.
Помоћу електричног лука и притиска, ивице растопљеног челика се спајају и формирају завар. Овај корак може захтевати неколико завара како би се осигурала чврстоћа и квалитет завара.
Термичка обрада након заваривања
Након завршетка заваривања, врши се термичка обрада након заваривања како би се ублажила напрезања у завареном споју и у челику.
Ово обично подразумева загревање целе цеви или подручја завара на одређену температуру, а затим хлађење под контролисаним условима.
Инспекција и испитивање
Цеви се темељно прегледају и тестирају након заваривања и термичке обраде.
Ово укључује визуелни преглед, димензионални преглед, недеструктивна испитивања (нпр. ултразвучно или радиографско испитивање), као и испитивање механичких својстава (нпр. испитивање затезања и удара).
Завршна обрада
Цеви се секу на одређене дужине, закошене су на крајевима и евентуално завршно обрађују површином као што су премази.
Готова цев је обележена релевантним информацијама као што су врста материјала, величина, број пећи итд. ради праћења и употребе.
Предности EFW челичне цеви
Висококвалитетни завари
Употреба технологије електрофузионог заваривања омогућава висококвалитетне заваре са уједначеношћу и ниском стопом дефекта, побољшавајући структурни интегритет.
Производња великих димензија и дебелих зидова
EFW процес је погодан за производњу цеви великог пречника и дебелих зидова за захтеве високог притиска и великих оптерећења.
Широк спектар примене
Може да обрађује широк спектар угљеничних и легираних челика, погодних за високе температуре, високе притиске и корозивна окружења.
Флексибилност производње
Високо аутоматизована производна линија, параметри заваривања могу се подесити према величини и дебљини производње.
Економично
Дуготрајна издржљивост и ниски захтеви за одржавање пружају добру укупну економичност упркос високим почетним трошковима.
Недостаци EFW челичних цеви
Виши трошкови
Производња EFW цеви је обично скупља од производње других врста заварених цеви, као што су цеви заварене отпором (ERW). То је углавном због висококвалитетних материјала који се користе и сложеног производног процеса.
Ниже стопе производње
EFW процес има релативно спору производњу јер укључује сложеније процесе заваривања и термичке обраде. То може довести до дужих производних циклуса, посебно за цеви великог пречника и дебелих зидова.
Ограничења величине
Иако је EFW погодна за производњу цеви великог пречника, технологија можда није толико економична или применљива за мање величине цеви, посебно у сценаријима примене где је потребна већа прецизност и фини пречници.
Квалитет заваривања
Иако електрофузионо заваривање обезбеђује висококвалитетне заварене спојеве, топљење и фузија током процеса заваривања и даље могу изазвати недостатке као што су порозност, нефузија и инклузије, које је потребно контролисати строгом контролом квалитета и инспекцијом.
Високи захтеви за оператере
Производња електродифузног заваривања захтева висококвалификоване оператере и особље за одржавање како би се осигурало да се процес заваривања изводи правилно и да опрема правилно функционише. То доводи до повећаних улагања у обуку и развој вештина запослених.
Апликације
Нафтна и гасна индустрија

Хемијска индустрија

Електропривреда

Грађевинарство и инфраструктура
Ботоп Стил је произвођач и добављач висококвалитетних заварених цеви од угљеничног челика из Кине, а такође и продавац бешавних челичних цеви, можете нас контактирати за ваше потребе за челичним цевима!
Ознаке: EFW, EFW цев, EFW цеви, добављачи, произвођачи, фабрике, продавци, компаније, велепродаја, куповина, цена, понуда, расуто, на продају, трошкови.
Време објаве: 09. април 2024.