



ASTM A335 P91, ogé katelahASME SA335 P91, Nyaéta pipa baja alloy ferritic seamless pikeun layanan suhu luhur, UNS No K91560.
Cai mibanda minimum akakuatan tensile of 585 MPa(85 ksi) jeung minimum akakuatan ngahasilkeun 415 MPa(60 ksi).
P91utamana ngandung unsur alloying kayaning kromium jeung molybdenum, sarta rupa-rupa elemen alloying séjén ditambahkeun, milikbaja tinggi-alloy, Ku kituna mibanda kakuatan super sarta lalawanan korosi alus teuing.
Salaku tambahan, P91 sayogi dina dua jinis,Tipe 1jeungTipe 2, sarta biasa dipaké dina pembangkit listrik, refineries, fasilitas kimia parabot kritis, jeung piping di-suhu luhur jeung lingkungan-tekanan luhur.
Pipa baja P91 digolongkeun kana dua jinis, Tipe 1 sareng Tipe 2.
Kadua jinisna sami dina hal sipat mékanis sareng sarat sanésna sapertos perlakuan panas,kalawan béda minor dina komposisi kimia jeung fokus aplikasi husus.
Komposisi kimiawi: Dibandingkeun Tipe 1, komposisi kimia Tipe 2 leuwih stringent sarta ngandung leuwih elemen alloying nyadiakeun panas hadé tur lalawanan korosi.
Aplikasi: Kusabab komposisi kimiawi anu dioptimalkeun, Tipe 2 langkung cocog pikeun suhu anu luhur pisan atanapi lingkungan anu langkung korosif, atanapi dina aplikasi anu peryogi kakuatan sareng daya tahan anu langkung luhur.
Pipa baja ASTM A335 kedahnamulus.
Prosés manufaktur seamless ieu categorized kanabérés panasjeungtiis ditarik.
Di handap ieu diagram prosés finish panas.

Khususna, P91, pipa baja paduan tinggi, anu sering dianggo dina lingkungan anu parah tunduk kana suhu sareng tekenan anu luhur, pipa baja seamless sacara seragam diteken sareng tiasa dilakukeun kana témbok kandel, sahingga mastikeun kasalametan anu langkung luhur sareng efektivitas biaya anu langkung saé.
P91 Sadaya pipa kedah dipanaskeun pikeun ngaoptimalkeun mikrostruktur pipa, ningkatkeun sipat mékanisna, sareng ningkatkeun résistansi kana suhu sareng tekanan anu luhur.

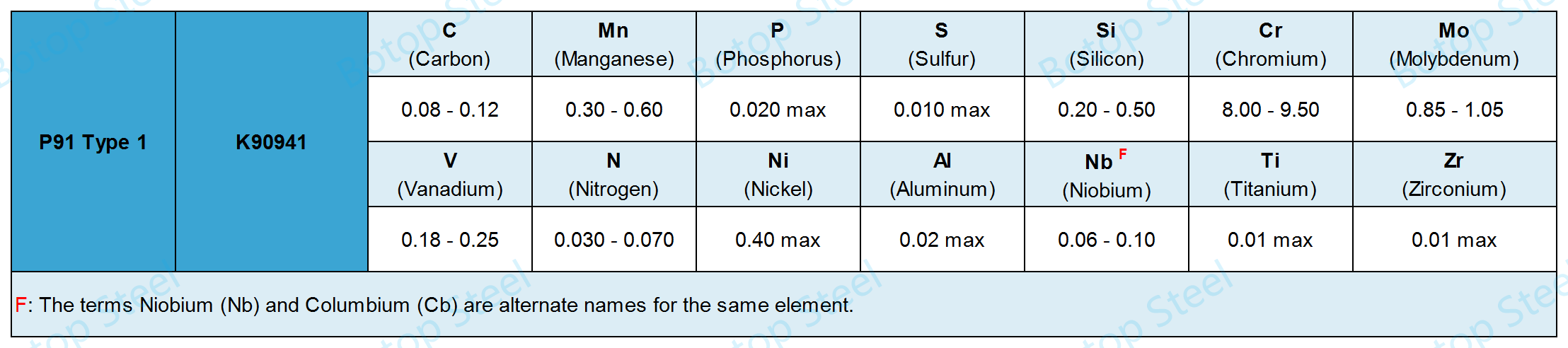
P91 Tipe 1 Komponén Kimia
P91 Tipe 2 Komponén Kimia
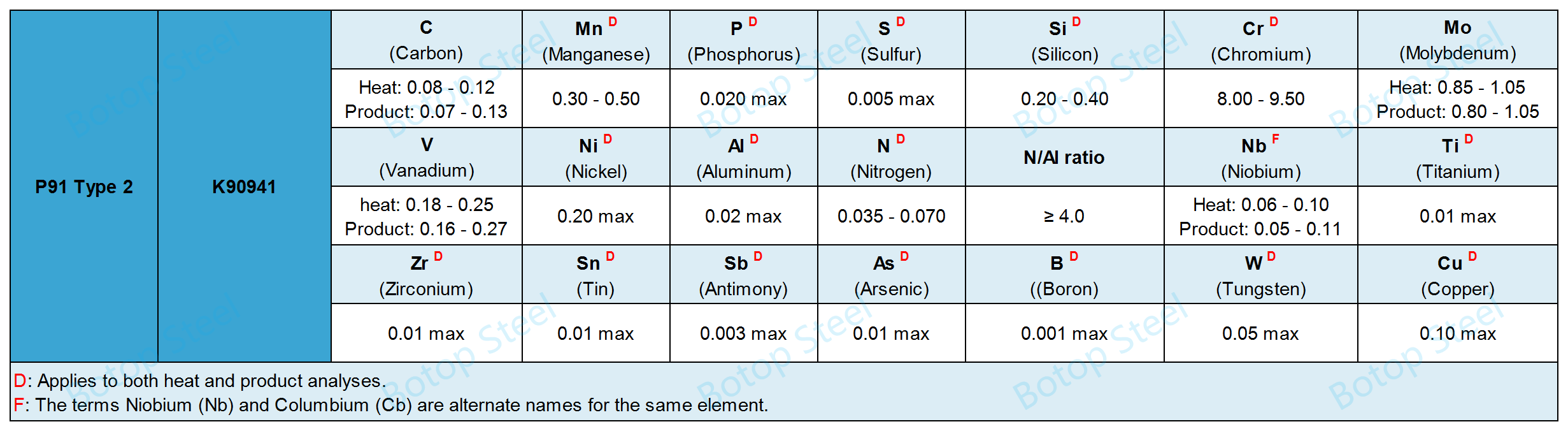
Kalayan dua gambar di luhur, gampang ningali bédana antara unsur kimia Tipe 1 sareng Tipe 2 sareng larangan.
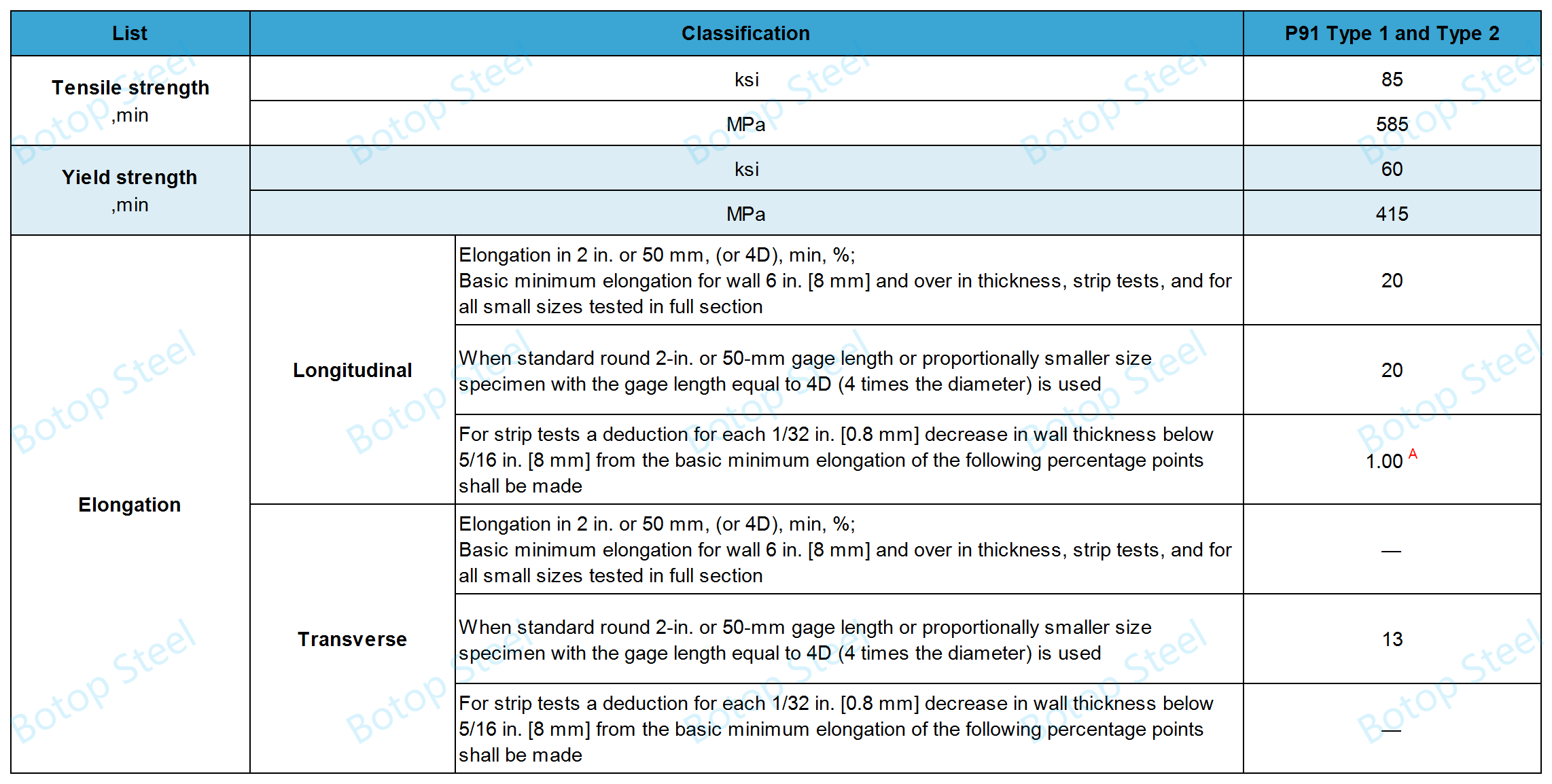
1. Harta Tensile
Tés tensile biasana dianggo pikeun ngukurkakuatan ngahasilkeun, kakuatan regangan, jeungelongasin tina program eksperimen pipa baja, sarta loba dipaké dina sipat bahan tina test.
Ameja 5 méré nilai minimum diitung.
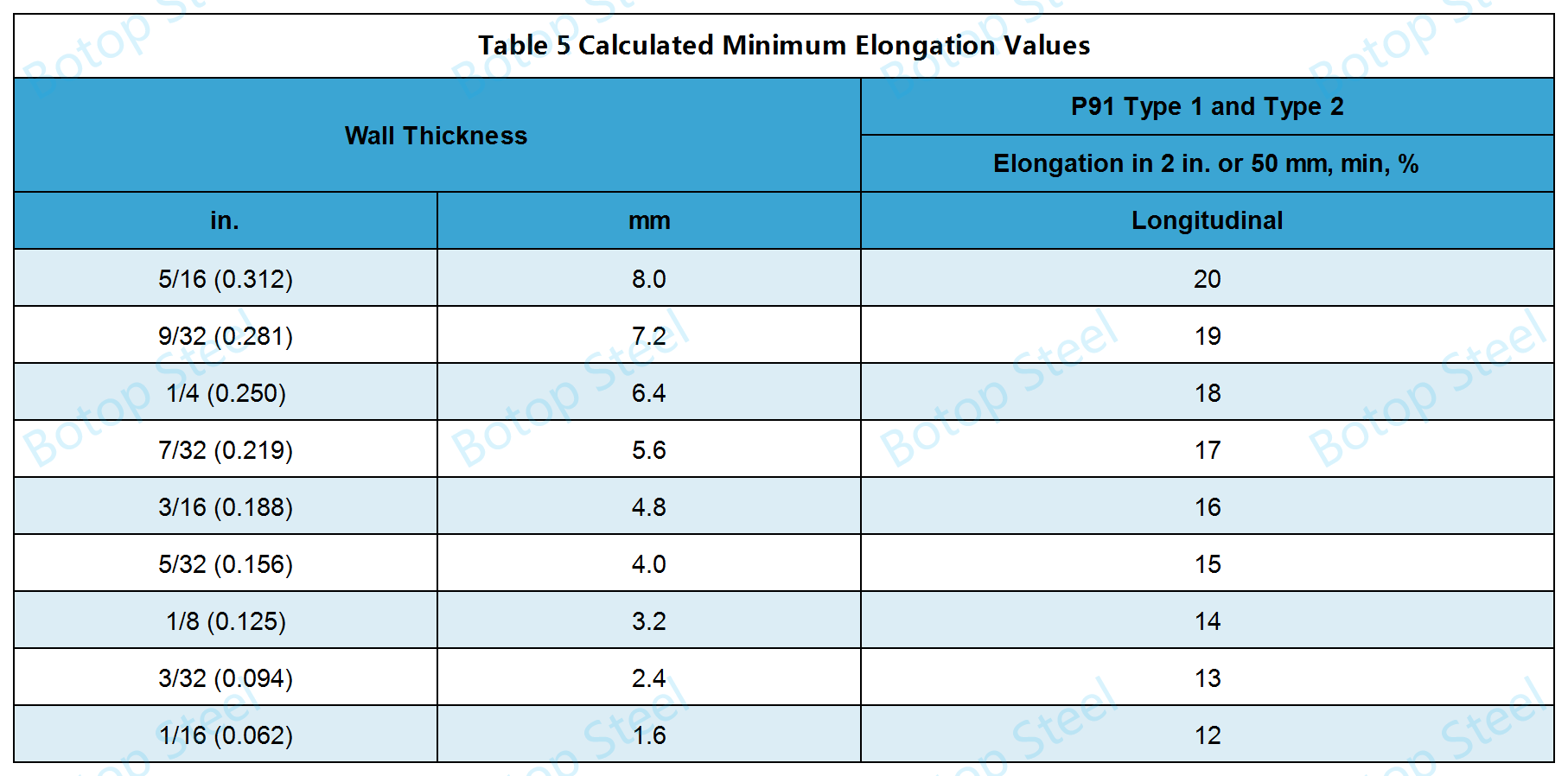
Dimana ketebalan témbok perenahna antara dua nilai di luhur, nilai elongation minimum ditangtukeun ku rumus ieu:
Bujur, P91: E = 32t + 15.00 [E = 1.25t + 15.00]
dimana:
E = elongation dina 2 inci atawa 50 mm, %,
t = ketebalan sabenerna spésimén, in [mm].
2. Teuas
Rupa-rupa métode nguji karasa bisa dipaké, kaasup Vickers, Brinell, sarta Rockwell.

Ketebalan témbok <0,065 inci [1,7 mm]: Taya test karasa diperlukeun;
0,065 inci [1,7 mm] ≤ ketebalan témbok <0,200 inci [5,1 mm]: Uji karasa Rockwell kedah dianggo;
Ketebalan témbok ≥ 0,200 inci [5,1 mm]: pilihan ngagunakeun uji karasa Brinell atawa uji karasa Rockwell.
Uji karasa Vickers tiasa dianggo pikeun sadaya ketebalan témbok pipa. Metodeu tés dilaksanakeun saluyu sareng sarat E92.
3. Tes Flattening
Ékspérimén kedah dilaksanakeun saluyu sareng Bagéan 20 tina standar ASTM A999.
4. Uji Lengkung
Ngabengkokkeun 180 ° dina suhu kamar, moal aya retakan bakal muncul dina luar bagian ngagulung.
Ukuran> NPS25 atanapi D / t ≥ 7.0: Tes bending kedah dilakukeun tanpa uji flattening.
5. P91 Program ékspérimén Pilihan
Item eksperimen di handap ieu teu diperlukeun item tés, lamun perlu bisa ditangtukeun ku badami.
S1: Analisis Produk
S3: Tés Flattening
S4: Struktur Logam jeung Tés Etching
S5: Photomicrographs
S6: Photomicrographs pikeun potongan individu
S7: Perlakuan Panas Alternatif-Kelas P91 Tipe 1 sareng Tipe 2
Uji hidro P91 kedah sasuai sareng sarat di handap ieu.
Diaméter luar> 10 inci. [250mm] sarta ketebalan témbok ≤ 0.75in. [19mm]: ieu kedah janten tés hidrostatik.
Ukuran séjén pikeun nguji listrik non-destructive.
Pikeun baja alloy ferritic jeung tabung stainless steel, témbok ieu subjected kana tekanan teu kurang ti60% tina kakuatan ngahasilkeun minimum anu ditangtukeun.
Tekanan uji hidro kedah dijaga sahenteuna sahenteuna 5stanpa leakage atanapi defects séjén.
Tekanan hidrolikbisa diitung ngagunakeun rumus:
P = 2St/D
P = tekanan uji hidrostatik dina psi [MPa];
S = tegangan témbok pipa dina psi atawa [MPa];
t = ketebalan témbok dieusian, ketebalan témbok nominal nurutkeun angka jadwal ANSI dieusian atawa 1,143 kali ketebalan témbok minimum dieusian, dina [mm];
D = diaméterna luar ditangtukeun, diaméter luar pakait jeung ukuran pipe ANSI dieusian, atawa diaméter luar diitung ku nambahkeun 2t (sakumaha didefinisikeun di luhur) kana diaméterna jero dieusian, di. [mm].
Pipa P91 dipariksa ku cara uji E213. Standar E213 utamana patali jeung tés ultrasonik (UT).
Upami khususna dina pesenan, éta ogé tiasa mariksa dumasar kana metode uji E309 atanapi E570.
Standar E309 biasana ngurus pamariksaan éléktromagnétik (arus eddy), sedengkeun E570 mangrupikeun metode pamariksaan anu ngalibetkeun susunan arus eddy.
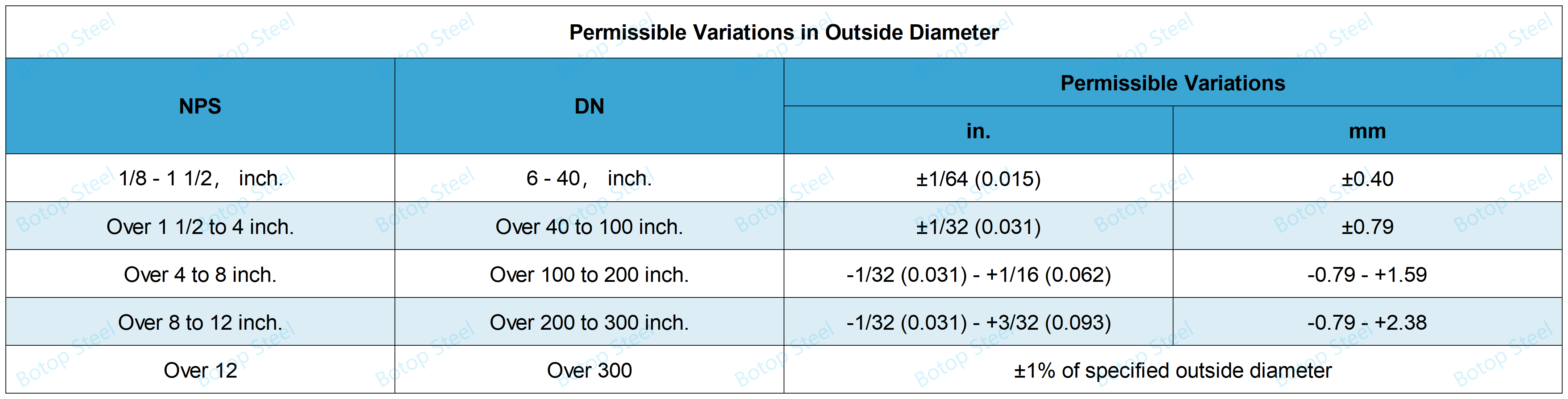
Variasi diidinan diaméterna
Pikeun pipe maréntahkeun kadiaméterna jero, diaméterna jero teu kudu rupa-rupa leuwih ti ± 1% ti diaméterna jero dieusian.
Tubing dipesenNPS [DN] atanapi diaméter luarteu kudu rupa-rupa diaméter luar leuwih ti dieusian dina tabel di handap.
Variasi Diidinan dina Ketebalan Tembok
Pangukuran ketebalan témbok kedah dilakukeun nganggo caliper mékanis atanapi alat uji henteu ngaruksak anu dikalibrasi leres kalayan akurasi anu pas. Upami aya sengketa, pangukuran anu ditetepkeun nganggo caliper mékanis bakal lumaku.
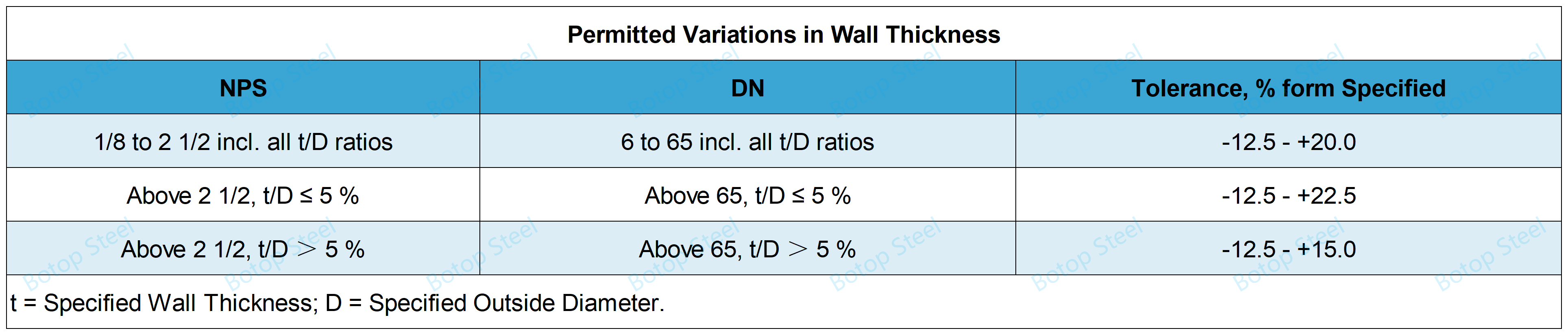
Ketebalan témbok minimum sareng diaméter luar pikeun pamariksaan pikeun minuhan sarat ieu pikeun pipa anu dipesen ku NPS [DN] sareng nomer jadwal ditingalikeun dinaASME B36.10M.
Cacad
Kasampurnaan permukaan dianggap cacad lamun ngaleuwihan 12,5% tina ketebalan témbok nominal atawa ngaleuwihan ketebalan témbok minimum.
Kasampurnaan
Tanda mékanis, abrasions, jeung liang , nu mana wae imperfections leuwih jero ti 1/16 inci [1,6 mm].
Tanda jeung abrasions dihartikeun salaku tanda kabel, dinges, tanda pituduh, tanda roll, goresan bal, skor, tanda paeh, jeung sajabana.
ngalereskeun
Defects bisa dihapus ku grinding, disadiakeun yén ketebalan témbok sésana teu kirang ti ketebalan témbok minimum.
Perbaikan ogé tiasa dilakukeun ku las tapi kedah saluyu sareng sarat A999 anu relevan.
Kabéh welds perbaikan di P91 bakal dilakukeun ku salah sahiji prosés las handap sarta consumables: SMAW, A5.5 / A5.5M E90XX-B9: SAW, A5.23 / A5.23M EB9 + fluks nétral; GTAW, A5.28 / A5.28M ER90S-B9; sarta FCAW A5.29 / A5.29M E91TI-B9. Sajaba ti éta, jumlah eusi Ni + Bungbulang sadaya consumables las dipaké pikeun las perbaikan P91 Tipe 1 jeung Tipe 2 teu kudu ngaleuwihan 1,0%.
Pipa P91 kudu dirawat panas dina 1350-1470 ° F [730-800 ° C] sanggeus perbaikan weld.
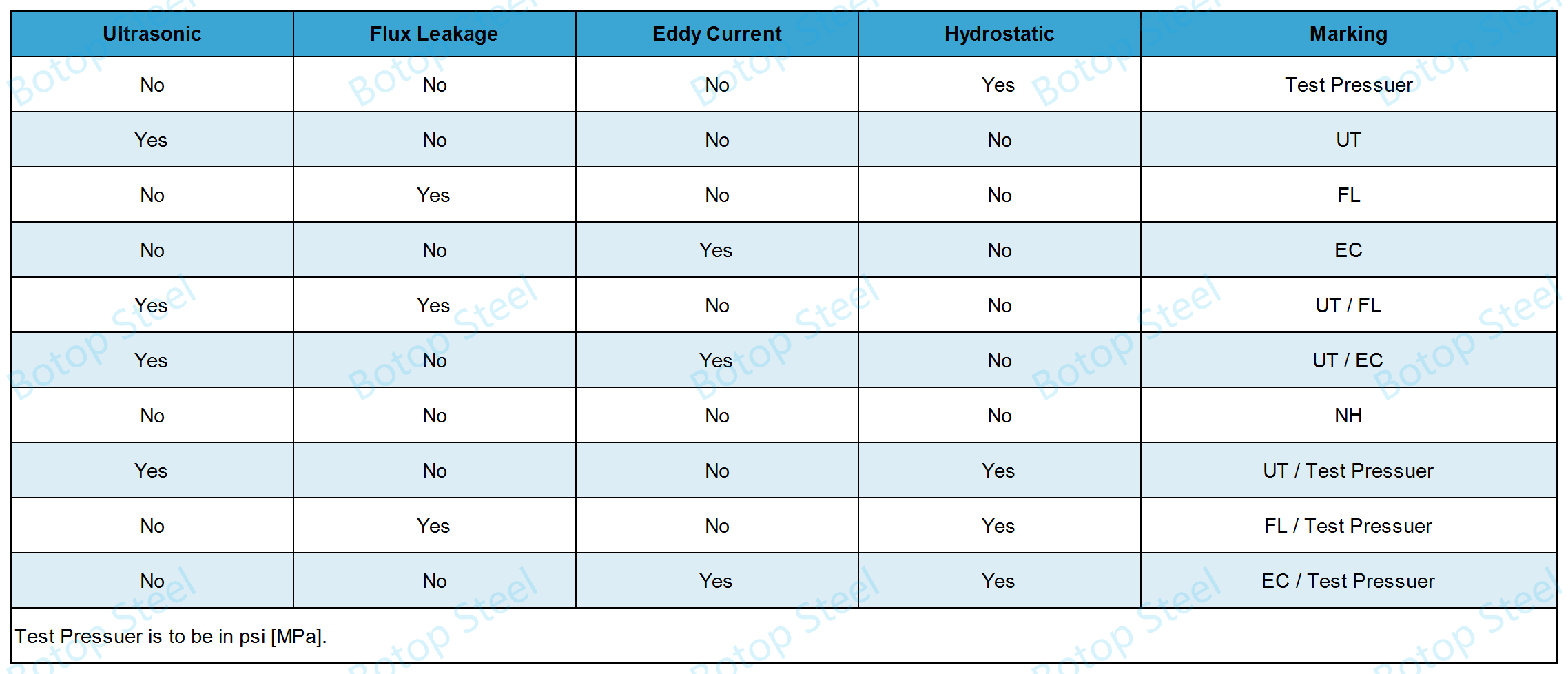
Beungeut luar pipa baja anu dipariksa kedah ngandung unsur-unsur ieu:
Ngaran pabrik atawa mérek dagang; angka baku; kelas; panjang sareng simbol tambahan "S".
Tanda pikeun tekanan hidrostatik sareng uji non-destructive dina tabel di handap ogé kedah kalebet.
Upami pipa dilereskeun ku las, éta kedah ditandaan "WR".
p91 Tipe (Tipe 1 atawa Tipe 2) kudu dituduhkeun.
EN 10216-2: X10CrMoVNb9-1 atawa 1.4903;
JIS G 3462: STPA 28;
GB / T 5310: 10Cr9Mo1VNb;
Sarimbag ieu caket pisan dina komposisi kimia sareng sipat mékanis sareng ASTM A335 P91.
Matérial: ASTM A335 P91 pipa baja seamless;
OD: 1/8"- 24";
WT: dumasarkeun kanaASME B36.10syarat;
Jadwal: SCH10, SCH20, SCH30,SCH40, SCH60,SCH80, SCH100, SCH120, SCH140 jeung SCH160;
Idéntifikasi:STD (standar), XS (ekstra-kuat), atawa XXS (ganda tambahan-kuat);
Kustomisasi: Ukuran pipa non-standar oge sadia, ukuran ngaropéa sadia on pamundut;
Panjangna: Panjang spésifik jeung acak;
Sertifikasi IBR: Urang tiasa ngahubungan organisasi inspeksi pihak katilu pikeun meunangkeun sertifikasi IBR nurutkeun pangabutuh anjeun, organisasi inspeksi gawé babarengan urang anu BV, SGS, TUV, jsb;
Tungtung: Tungtung datar, beveled, atawa tungtung pipa komposit;
Beungeut: Pipa lampu, cet, sareng panyalindungan samentawis sanés, panyabutan karat sareng polishing, galvanized sareng palapis plastik, sareng panyalindungan jangka panjang sanésna;
Bungkusan: Kasus kai, sabuk baja atawa kawat baja packing, palastik atawa pipa beusi pelindung tungtung, jsb.















