



ASTM A335 P91, även känd somASME SA335 P91, är ett sömlöst ferritiskt legerat stålrör för högtemperaturanvändning, UNS nr K91560.
Den har ett minimumdraghållfasthet på 585 MPa(85 ksi) och minststräckgräns på 415 MPa(60 ksi).
P91innehåller huvudsakligen legeringsämnen som krom och molybden, och en mängd andra legeringsämnen tillsätts, som tillhörhöglegerat stål, så den har superstyrka och utmärkt korrosionsbeständighet.
Dessutom finns P91 i två typer,Typ 1ochTyp 2, och används ofta i kraftverk, raffinaderier, kritisk utrustning för kemiska anläggningar och rörledningar i miljöer med hög temperatur och högt tryck.
P91 stålrör delas in i två typer, typ 1 och typ 2.
Båda typerna är desamma vad gäller mekaniska egenskaper och andra krav såsom värmebehandling,med mindre skillnader i kemisk sammansättning och specifikt tillämpningsfokus.
Kemisk sammansättningJämfört med typ 1 är den kemiska sammansättningen av typ 2 strängare och innehåller fler legeringselement för att ge bättre värme- och korrosionsbeständighet.
ApplikationerPå grund av den optimerade kemiska sammansättningen är typ 2 mer lämplig för extremt höga temperaturer eller mer korrosiva miljöer, eller i applikationer där högre styrka och hållbarhet krävs.
ASTM A335 stålrör måste varasömlös.
Den sömlösa tillverkningsprocessen kategoriseras ivarm finishochkalldragen.
Nedan visas ett diagram över varmfinishprocessen.

Särskilt P91, ett höglegerat stålrör, som ofta används i tuffa miljöer med höga temperaturer och tryck, är sömlösa stålrör jämnt belastade och kan tillverkas tjockväggiga, vilket säkerställer högre säkerhet och bättre kostnadseffektivitet.
P91 Alla rör måste värmebehandlas för att optimera rörets mikrostruktur, förbättra dess mekaniska egenskaper och öka motståndskraften mot hög temperatur och tryck.
| Kvalitet | Typ av värmebehandling | Normalisering av temperatur | Anlöpningstemperatur |
| P91 Typ 1 och Typ 2 | normalisera och mildra eller | 1900–1975 ℉ [1040–1080 ℃] | 730–800 ℃ (1350–1470 ℉) |
| släcka och härda | 1900–1975 ℉ [1040–1080 ℃] | 730–800 ℃ (1350–1470 ℉) |
P91 Typ 1 Kemiska komponenter
| Kvalitet | Sammansättning, % | ||||||
| P91 Typ 1 | C | Mn | P | S | Si | Cr | Mo |
| 0,08–0,12 | 0,30–0,60 | 0,020 max | 0,010 max | 0,20–0,50 | 8.00 - 9.50 | 0,85–1,05 | |
| V | N | Ni | Al | Nb | Ti | Zr | |
| 0,18–0,25 | 0,030–0,070 | 0,40 max | 0,02 max | 0,06–0,10 | 0,01 max | 0,01 max | |
P91 Typ 2 Kemiska komponenter
| Kvalitet | Sammansättning, % | ||||||
| P91 Typ 2 Produktkemiska komponenter | C | Mn | P | S | Si | Cr | Mo |
| 0,07–0,13 | 0,30–0,50 | 0,020 max | 0,005 max | 0,20–0,40 | 8.00 - 9.50 | 0,80–1,05 | |
| V | Ni | Al | N | N/Al-förhållande | Nb | Ti | |
| 0,16–0,27 | 0,20 max | 0,02 max | 0,035–0,070 | ≥ 4,0 | 0,05–0,11 | 0,01 max | |
| Zr | Sn | Sb | As | B | W | Cu | |
| 0,01 max | 0,01 max | 0,003 max | 0,01 max | 0,001 max | 0,05 max | 0,10 max | |
Med de två bilderna ovan är det lätt att se skillnaden mellan kemiska grundämnen av typ 1 och typ 2 och restriktioner.
1. Draghållfasthet
Dragprovning används vanligtvis för att mätasträckgräns, draghållfasthetochförlängningn av det experimentella programmet för stålrör, och används i stor utsträckning i testets materialegenskaper.
| P91 Typ 1 och Typ 2 | |||
| Draghållfasthet | 85 ksi [585 MPa] min | ||
| Sträckgräns | 60 ksi [415 MPa] min | ||
| Förlängning | Krav på förlängning | Longitudinell | Tvärgående |
| Förlängning i 2 tum eller 50 mm (eller 4D), min, %; Grundläggande minsta förlängning för väggar med en tjocklek på 8 mm och mer, remsprov och för alla små storlekar som testas i full sektion | 20 | — | |
| När standardrund provbit med en mätlängd på 2 tum eller 50 mm eller proportionellt mindre storlek med en mätlängd lika med 4D (4 gånger diametern) används | 20 | 13 | |
| För remstester ska ett avdrag göras för varje minskning av väggtjockleken med 0,8 mm [1/32 tum] under 8 mm [5/16 tum] från den grundläggande minsta förlängningen med följande procentenheter. | 1 | — | |
2. Hårdhet
En mängd olika hårdhetsprovningsmetoder kan användas, inklusive Vickers, Brinell och Rockwell.
| Kvalitet | Brinell | Vickers | Rockwell |
| P91 Typ 1 och Typ 2 | 190–250 HBW | 196–265 HV | 91 HRBW - 25HRC |
Väggtjocklek <0,065 tum [1,7 mm]: Inget hårdhetstest krävs;
1,7 mm [0,065 tum] ≤ väggtjocklek <5,1 mm [0,200 tum]: Rockwell-hårdhetstest ska användas;
Väggtjocklek ≥ 5,1 mm: valfri användning av Brinell-hårdhetstest eller Rockwell-hårdhetstest.
Vickers hårdhetstest är tillämpligt på rör av alla väggtjocklekar. Testmetoden utförs i enlighet med kraven i E92.
3. Utjämningstest
Experimenten ska utföras i enlighet med avsnitt 20 i ASTM A999-standarden.
4. Böjningstest
Böj 180° vid rumstemperatur, inga sprickor ska uppstå på utsidan av den böjda delen.
Storlek > NPS25 eller D/t ≥ 7,0: Böjningstest bör utföras utan utplattningstest.
5. P91 Valfria experimentella program
Följande experimentella punkter är inte obligatoriska testpunkter, och kan vid behov bestämmas genom förhandling.
S1: Produktanalys
S3: Utjämningstest
S4: Metallstruktur och etsningstester
S5: Mikroskopiska bilder
S6: Mikroskopiska bilder av enskilda delar
S7: Alternativ värmebehandling - Grad P91 Typ 1 och Typ 2
P91-vattenprovet ska uppfylla följande krav.
Ytterdiameter > 250 mm och väggtjocklek ≤ 19 mm: detta bör vara ett hydrostatiskt test.
Andra storlekar för icke-förstörande elektrisk provning.
För rör av ferritiskt legerat stål och rostfritt stål utsätts väggen för ett tryck på minst60 % av den angivna minsta sträckgränsen.
Hydrotesttrycket ska bibehållas i minst 5sutan läckage eller andra defekter.
Hydrauliskt tryckkan beräknas med hjälp av formeln:
P = 2St/D
P= hydrostatiskt provtryck i psi [MPa];
S = rörväggsspänning i psi eller [MPa];
t = specificerad väggtjocklek, nominell väggtjocklek enligt specificerat ANSI-schemanummer eller 1,143 gånger den specificerade minsta väggtjockleken, mm [tum];
D = specificerad ytterdiameter, ytterdiameter motsvarande specificerad ANSI-rörstorlek, eller ytterdiameter beräknad genom att lägga till 2t (enligt definitionen ovan) till den specificerade innerdiametern, mm [tum].
P91-rör inspekteras med hjälp av E213-testmetoden. E213-standarden avser främst ultraljudsprovning (UT).
Om det specifikt anges i beställningen kan den även inspekteras enligt testmetoden E309 eller E570.
E309-standarden behandlar vanligtvis elektromagnetisk (virvelströms) inspektion, medan E570 är en inspektionsmetod som involverar virvelströmsmatriser.
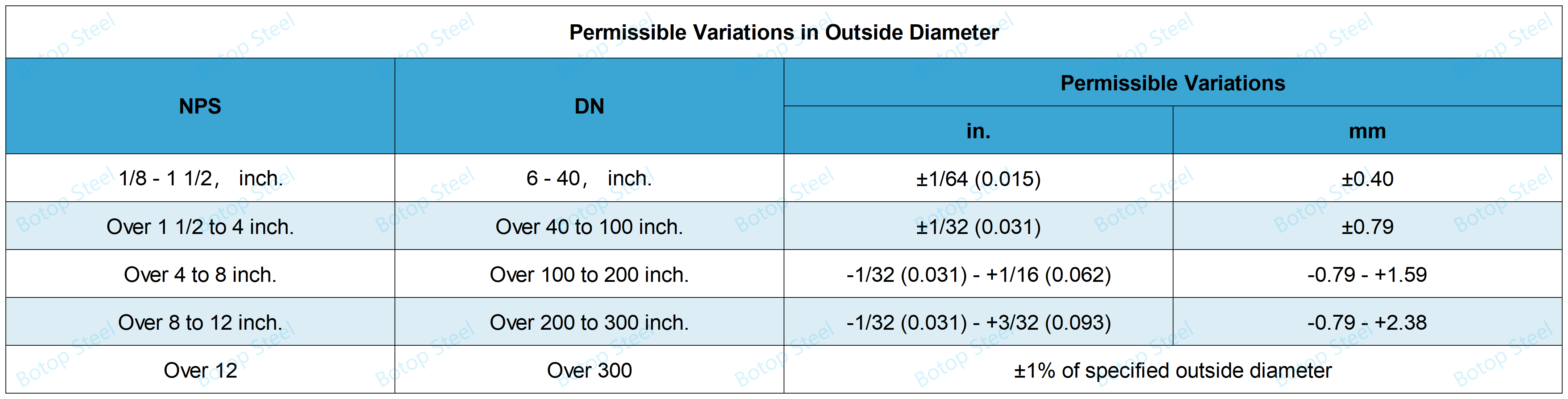
Tillåtna variationer i diameter
För rör beställt tillinnerdiameter, innerdiametern får inte avvika mer än ±1 % från den angivna innerdiametern.
Slangar beställdaNPS [DN] eller ytterdiametrarfår inte variera ytterdiametrarna mer än vad som anges i tabellerna nedan.
Tillåtna variationer i väggtjocklek
Väggtjockleksmätningar ska göras med hjälp av mekaniska skjutmått eller korrekt kalibrerade oförstörande provningsinstrument med lämplig noggrannhet. Vid tvist ska mätningen som gjorts med mekaniska skjutmått ha företräde.
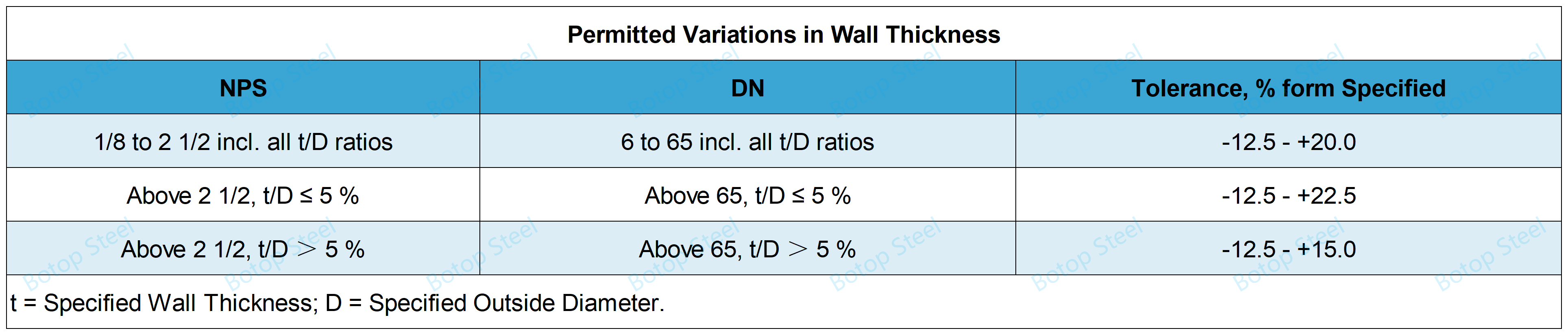
Minsta väggtjocklek och ytterdiameter för inspektion av överensstämmelse med detta krav för röret beställt av NPS [DN] och schemanummer visas iASME B36.10M.
Defekter
Ytfelaktigheter betraktas som defekter om de överstiger 12,5 % av den nominella väggtjockleken eller överstiger den minsta väggtjockleken.
ofullkomligheter
Mekaniska märken, nötningar och gropar, varav defekterna är djupare än 1,6 mm.
Märken och nötningar definieras som kabelmärken, bucklor, styrmärken, rullmärken, repor från kulorna, repor, formmärken och liknande.
Reparera
Defekter kan avlägsnas genom slipning, förutsatt att den återstående väggtjockleken inte är mindre än den minsta väggtjockleken.
Reparationer kan också utföras genom svetsning men måste uppfylla relevanta krav i A999.
Alla reparationssvetsar i P91 ska utföras med en av följande svetsprocesser och tillsatsmaterial: SMAW, A5.5/A5.5M E90XX-B9:SAW, A5.23/A5.23M EB9 + neutralt flussmedel; GTAW, A5.28/A5.28M ER90S-B9; och FCAW A5.29/A5.29M E91TI-B9. Dessutom får summan av Ni+Mn-innehållet i alla svetstillsatsmaterial som används för att svetsa reparation av P91 Typ 1 och Typ 2 inte överstiga 1,0 %.
P91-röret bör värmebehandlas vid 730–800 °C efter svetsreparation.
Den yttre ytan av det inspekterade stålröret ska innehålla följande element:
Tillverkarens namn eller varumärke; standardnummer; kvalitet; längd och ytterligare symbol "S".
Markeringarna för hydrostatiskt tryck och oförstörande provning i tabellen nedan bör också inkluderas.
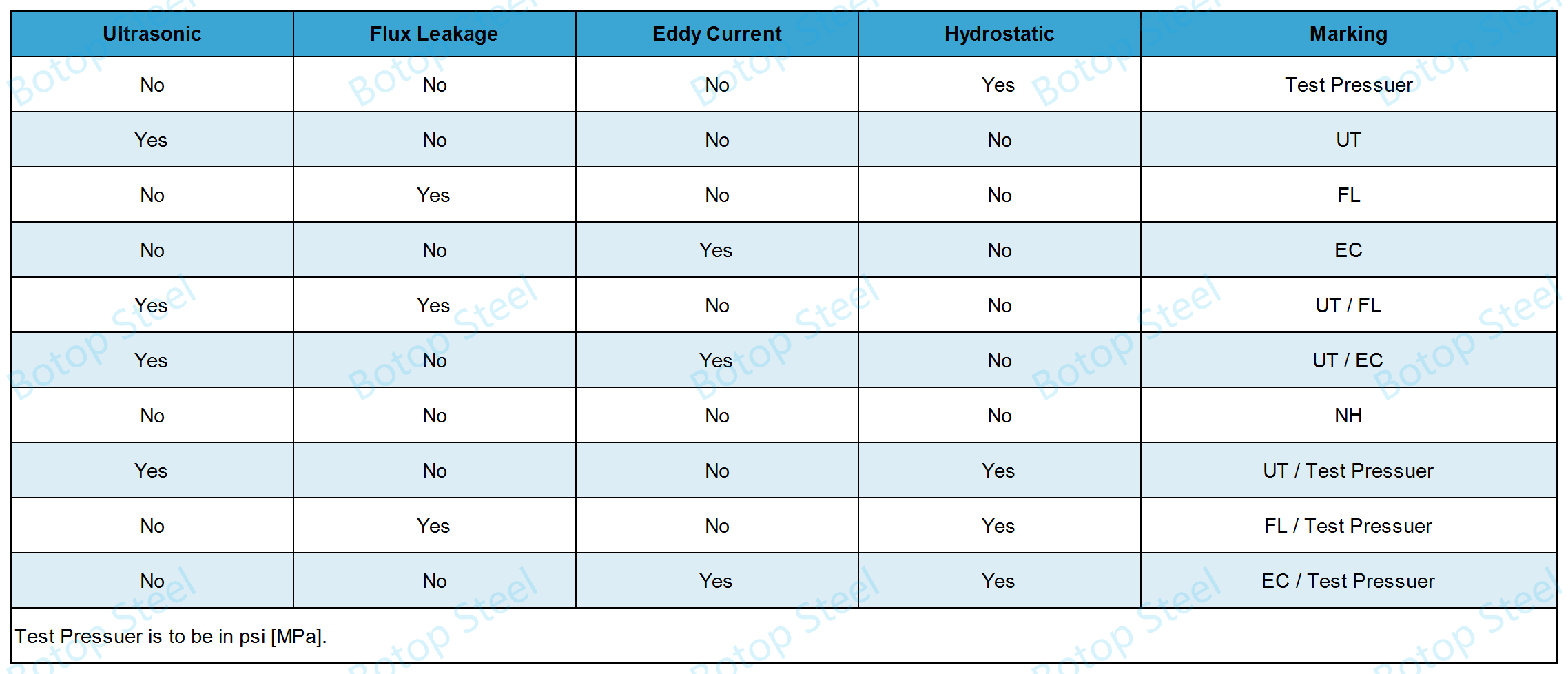
Om röret repareras genom svetsning ska det märkas "WR".
p91 Typen (typ 1 eller typ 2) ska anges.
| ASME | ASTM | EN | GB |
| ASME SA335 P91 | ASTM A213 T91 | EN 10216-2 X10CrMoVNb9-1 | GB/T 5310 10Cr9Mo1VNbN |
Material: ASTM A335 P91 sömlöst stålrör;
OD: 1/8"– 24";
WTi enlighet medASME B36.10krav;
SchemaSCH10, SCH20, SCH30,SCH40, SCH60,SCH80, SCH100, SCH120, SCH140 och SCH160;
Identifiering:STD (standard), XS (extra stark) eller XXS (dubbel extra stark);
AnpassningRörstorlekar i andra storlekar finns också tillgängliga, anpassade storlekar finns tillgängliga på begäran;
LängdSpecifika och slumpmässiga längder;
IBR-certifieringVi kan kontakta tredjepartsinspektionsorganisationer för att få IBR-certifiering enligt era behov. Våra samarbetsorganisationer för inspektioner är BV, SGS, TUV, etc.
AvslutaPlatt ände, avfasad eller kompositrörsände;
YtaLjusrör, färg och annat tillfälligt skydd, rostborttagning och polering, galvaniserat och plastbelagt, och annat långsiktigt skydd;
FörpackningTrälåda, stålbälte eller ståltrådspackning, ändskydd av plast eller järnrör etc.














