
EFW-rör (Electro Fusion Welded Pipe) är ett svetsat stålrör som tillverkas genom att smälta och komprimera en stålplåt med elektrisk bågsvetsning.
Rörtyp
EFW-stålrör är vanligtvis raksvetsade stålrör.
Det kan vara kolstålrör eller legerat stålrör.

EFW-standarder och betyg
ASTM A358
304, 304L, 316, 316L och andra rostfria stålkvaliteter som vanligtvis används i applikationer som kräver god korrosionsbeständighet.
ASTM A671
CA55, CB60, CB65, CB70 och andra kolstålskvaliteter för lågtemperaturmiljöer.
ASTM A672
Kolstål och legerat stål av typen A45, A50, B60, B65 och B70 för applikationer vid medelhöga temperaturer.
ASTM A691
CM65, CM70, CM75 och andra legerade stålkvaliteter är konstruerade för applikationer som utsätts för högt tryck.
API 5L
Rör av kolstål av klass B, X42, X52, X60, X65, X70 och andra kvaliteter för långdistansrörledningar för olja och gas.
Våra produkter
Processflöde för EFW-stålrör
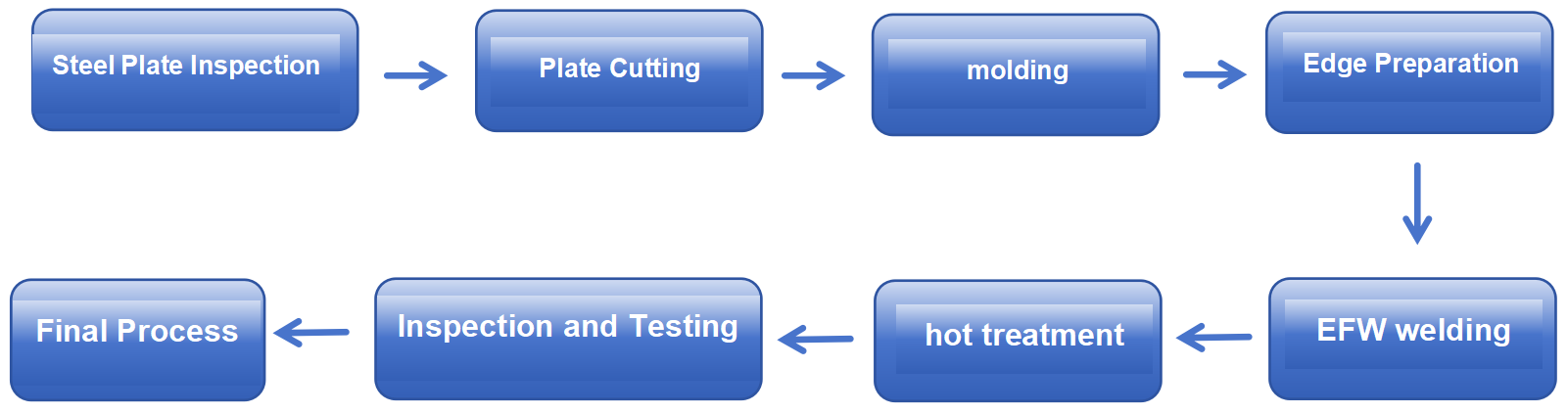
I praktiken är processen mer komplex, enligt följande:
Materialval
Välj lämpligt stålplåtmaterial enligt önskad kemisk sammansättning och mekaniska egenskaper.
Stålplattan behöver inspekteras för att bekräfta att den är fri från defekter och ytan rengöras för att avlägsna eventuella föroreningar eller oxider som kan påverka svetsens kvalitet.
Plåtskärning
Plattan skärs till önskad storlek, vanligtvis med plasma- eller flamskärningsmetoder.
När plattans kanter är kapade kan de behöva bearbetas ytterligare för att säkerställa exakt uppriktning och anslutning under svetsningen.
Plåtformning
Stålplattor böjs till cylindriska former med hjälp av pressar eller valsverk.
Justeringar görs på den formade rörformen för att säkerställa att ändarna är perfekt justerade som förberedelse för den efterföljande svetsprocessen.
Kantförberedelse
Den formade rörformiga änden slipas eller bearbetas för att skapa en avfasad kant för full penetration av svetsen.
EFWSvetsning
Med hjälp av bågsvetsningstekniken värms kanterna på stålplåtar upp till smält tillstånd vid höga temperaturer.
Med hjälp av en elektrisk ljusbåge och tryck smälts kanterna på det smälta stålet samman till en svets. Detta steg kan kräva flera svetsar för att säkerställa svetsens styrka och kvalitet.
Värmebehandling efter svetsning
Efter att svetsningen är klar utförs värmebehandling efter svetsningen för att avlasta spänningar i svetsen och i stålet.
Detta innebär vanligtvis att hela röret eller svetsområdet värms upp till en specifik temperatur och sedan kyls ner under kontrollerade förhållanden.
Inspektion och provning
Rören inspekteras och testas noggrant efter svetsning och värmebehandling.
Detta inkluderar visuell inspektion, dimensionsinspektion, oförstörande provning (t.ex. ultraljuds- eller radiografisk provning), samt provning av mekaniska egenskaper (t.ex. drag- och slagprovning).
Slutlig bearbetning
Rör kapas till specificerade längder, avfasas i ändarna och eventuellt ytbehandlas med ytbehandlingar som beläggningar.
Det färdiga röret är märkt med relevant information såsom materialkvalitet, storlek, ugnsnummer etc. för spårbarhet och användning.
Fördelar med EFW stålrör
Högkvalitativa svetsar
Användningen av elektrofusionssvetsteknik möjliggör högkvalitativa svetsar med enhetlighet och låg defektfrekvens, vilket förbättrar den strukturella integriteten.
Stor storlek och tjockväggig produktion
EFW-processen är lämplig för produktion av rör med stor diameter och tjockväggiga egenskaper för högt tryck och tung belastning.
Brett utbud av applikationer
Kan hantera ett brett utbud av kol- och legeringsstål, lämplig för höga temperaturer, högt tryck och korrosiva miljöer.
Tillverkningsflexibilitet
Högautomatiserad produktionslinje, svetsparametrar kan justeras efter produktionsstorlek och tjocklek.
Ekonomisk
Långvarig hållbarhet och låga underhållskrav ger god totalekonomi trots höga initialkostnader.
Nackdelar med EFW stålrör
Högre kostnader
EFW-rör är vanligtvis dyrare att producera än andra typer av svetsade rör, såsom motståndssvetsade rör (ERW). Detta beror främst på de högkvalitativa materialen som används och den komplexa produktionsprocessen.
Lägre produktionstakt
EFW-processen har en relativt långsam produktionshastighet eftersom den involverar mer komplexa svets- och värmebehandlingsprocesser. Detta kan leda till längre produktionscykler, särskilt för rör med stor diameter och tjockväggiga rör.
Storleksbegränsningar
Även om EFW är lämplig för att producera rör med stor diameter, är tekniken kanske inte lika ekonomisk eller tillämpbar för mindre rörstorlekar, särskilt i applikationsscenarier där högre precision och fina diametrar krävs.
Svetskvalitet
Även om elektrofusionssvetsning ger högkvalitativa svetsar, kan smältningen och sammansmältningen under svetsprocessen fortfarande orsaka defekter som porositet, osmältning och inneslutningar, vilka måste hanteras genom strikt kvalitetskontroll och inspektion.
Höga krav på operatörerna
EFW-produktion kräver högkvalificerade operatörer och underhållspersonal för att säkerställa att svetsprocessen utförs korrekt och att utrustningen fungerar korrekt. Detta leder till ökade investeringar i utbildning och kompetensutveckling för anställda.
Applikationer
Olje- och gasindustrin

Kemisk industri

Kraftindustrin

Bygg och infrastruktur
Botop Steel är en tillverkare och leverantör av högkvalitativa svetsade kolstålsrör från Kina, och även återförsäljare av sömlösa stålrör. Kontakta oss gärna för dina behov av stålrör!
Taggar: EFW, EFW-rör, EFW-rör, Leverantörer, tillverkare, fabriker, återförsäljare, företag, grossist, köp, pris, offert, bulk, till salu, kostnad.
Publiceringstid: 9 april 2024