
| ఉత్పత్తి పేరు | కార్బన్ స్టీల్ సీమ్లెస్ / Ms స్టీల్ పైప్ |
| ప్రామాణికం | ASTM A106,ASTM A53,API 5L గ్రా.బి, DIN17175,DIN1629 |
| బయటి వ్యాసం: | 13.7మి.మీ-762మి.మీ |
| గోడ మందం | 2మి.మీ-80మి.మీ |
| డయా టాలరెన్స్ | ప్రమాణంలో నియంత్రణ, OD:+-1%,WT:+-10% |
| పదార్థాలు | 10#,20#,45#,16Mn,A106(B,C),A53(A,B),API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| తనిఖీ | ఐఎస్ఓ, బివి, ఎస్జిఎస్, ఎంటిసి |
| ప్యాకింగ్ | 3LPE/3PP/FBE/నలుపు పెయింటింగ్/వార్నిష్, మరియు స్టీల్ స్ట్రిప్ ప్యాక్ చేయబడింది, ప్రామాణిక ఎగుమతి సముద్రయాన ప్యాకేజీ, లేదా అవసరమైన విధంగా |
| సరఫరా సామర్థ్యం | నెలకు 1000 మెట్రిక్ టన్నులు |
| మోక్ | 5మెట్రిక్ టన్ను, నమూనా ఆర్డర్ ఆమోదించబడింది |
| షిప్మెంట్ సమయం | డిపాజిట్ లేదా L/C అందుకున్న 7-10 పని దినాలలోపు |
| చెల్లింపులు | టి/టి,ఎల్సి |
| సామర్థ్యం | సంవత్సరానికి 250,000 టన్నులు |
API 5L గ్రేజ్ X52NS PSL 2సీమ్లెస్ స్టీల్ పైప్ ACC.To IPS-M-PI-190(3) & NACE MR-01-75 ఎల్లప్పుడూ పుల్లని వాతావరణంలో, ముఖ్యంగా H2S మరియు CO2 అధికంగా ఉండే చమురు మరియు గ్యాస్ క్షేత్రాలలో ఉపయోగించబడుతుంది.



API 5L X52NS PSL 2 సీమ్లెస్ స్టీల్ పైప్ ACC.To IPS-M-PI-190(3) & NACE MR-01-75 సోర్ సర్వీస్ కోసం ఉత్పత్తి తర్వాత హీట్ ట్రీట్మెంట్ చేయాలి. మరియు HIC మరియు SSC పరీక్షలు చేయాలి.
గ్రేడ్ మరియు రసాయన కూర్పు (%)API 5L కోసంపిఎస్ఎల్2
| ప్రామాణికం |
| రసాయన కూర్పు(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| API 5L | X52 ఎన్ఎస్ | ≤0.16 | ≤1.65 ≤1.65 | ≤0.02 | ≤0.003 ≤0.003 | ≤0.45 ≤0.45 | వి ≤0.10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0.39
ఎన్బి+వి+టి≤0.15%
ఎన్బి+వి≤0.06%
ఉత్పత్తి రసాయన విశ్లేషణ చేసినప్పుడు, ప్రత్యేక ఉత్పత్తి వస్తువుల నుండి తీసుకున్న ఉక్కు వేడికి రెండు విశ్లేషణలు
API 5L యొక్క యాంత్రిక లక్షణాలుఎక్స్52ఎన్SPSL 2 సీమ్లెస్ స్టీల్ పైప్ ACC.To IPS-M-PI-190(3) &NACE MR-01-75 సోర్ సర్వీస్ కోసం:
| దిగుబడి బలం(ఎంపిఎ) | తన్యత బలం(ఎంపిఎ) | పొడిగింపు A% |
| MPa తెలుగు in లో | MPa తెలుగు in లో | పొడుగు (కనిష్ట) |
| 36O-530MPa యొక్క లక్షణాలు | 460-760MPa (ఎక్స్పిఎ) | 20 |
బెండ్ టెస్ట్
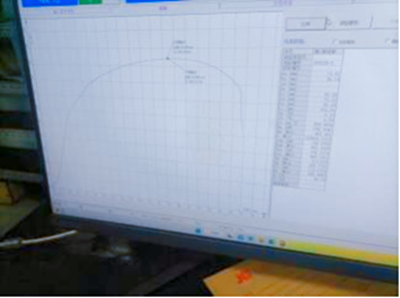
మెకానికల్ ప్రాపర్టీస్ టెస్ట్

కాఠిన్యం పరీక్ష
పూర్తయిన పైపు OD WT పొడవు, ఉపరితల నాణ్యత, నిటారుగా ఉండటం, లోపభూయిష్ట పైపును పాలిష్ చేయడం దృశ్య మరియు పరిమాణ తనిఖీ.
1. OD సహనం: (-0.75%D,+0.75%D).
పైప్ చివరల OD టాలరెన్స్: ±0.005D.
2.WT టాలరెన్స్: (+15%t, -12.5%t).
3. పైపు బాడీ యొక్క అండాకారం: ±0.020D, చివరల అండాకారం: ±0.015D.
పైపులోని ఏ బిందువు వద్దనైనా WT నామమాత్రపు గోడ మందంలో 87.5% కంటే ఎక్కువగా ఉండాలి.
పైపు చివర్లపై WT ను మైక్రోమీటర్తో కొలుస్తారు.
పైపు బాడీపై గోడ మందాన్ని మాన్యువల్ UT ద్వారా WT కోసం కొలుస్తారు, ప్రతి విభాగంలో 6 రీడింగ్లతో పైపు బాడీ అంతటా 3 రింగులు లేదా సెక్షన్ను కవర్ చేస్తుంది.
4. పైపు బాడీ బెండ్ డిగ్రీ: పైపు పొడవులో 0.20% బోధించిన లైన్తో కొలుస్తారు.
5. పైపు చివర వంపు డిగ్రీ: 1.2 మీటర్లలో 3.0 మిమీ కంటే ఎక్కువ ఉండకూడదు. స్ట్రెయిట్ బార్తో కొలుస్తారు.

అవుట్ డయామీటర్ తనిఖీ

గోడ మందం తనిఖీ

ముగింపు తనిఖీ

సరళత తనిఖీ

UT తనిఖీ

ప్రదర్శన తనిఖీ
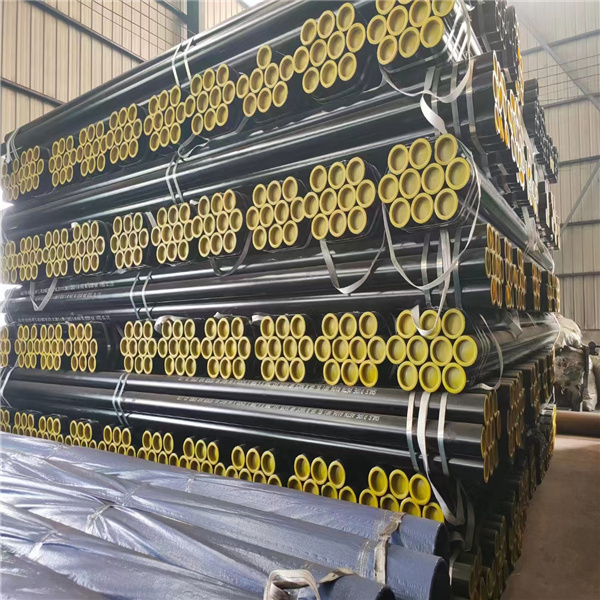
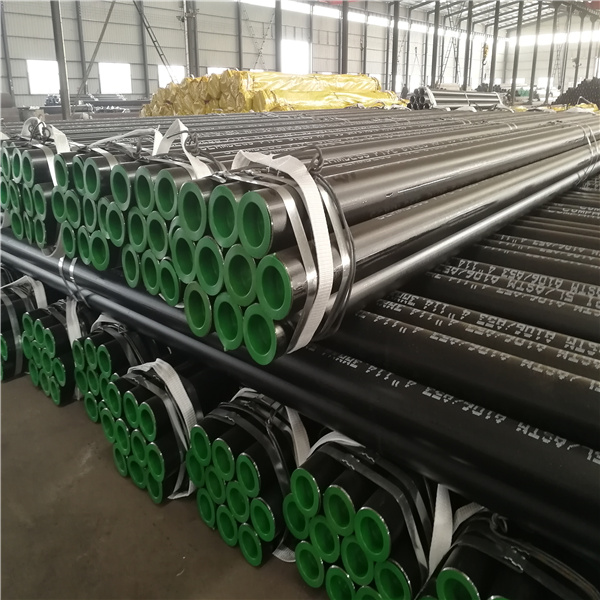
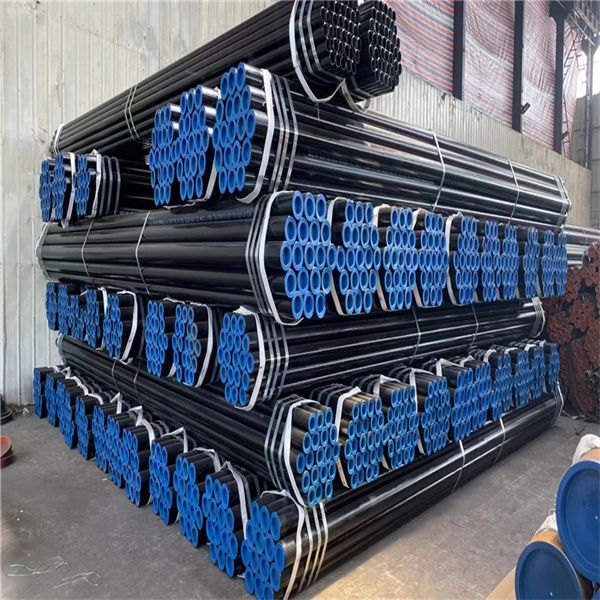
బేర్ పైప్ లేదా నలుపు / వార్నిష్ పూత (కస్టమర్ అవసరాలకు అనుగుణంగా);
6" మరియు అంతకంటే తక్కువ రెండు కాటన్ స్లింగ్లతో కట్టలుగా;
రెండు చివరలు ఎండ్ ప్రొటెక్టర్లతో ఉంటాయి;
ప్లెయిన్ ఎండ్, బెవెల్ ఎండ్ (2" మరియు అంతకంటే ఎక్కువ బెవెల్ ఎండ్లతో, డిగ్రీ: 30~35°), థ్రెడ్ మరియు కలపడం;
మార్కింగ్.

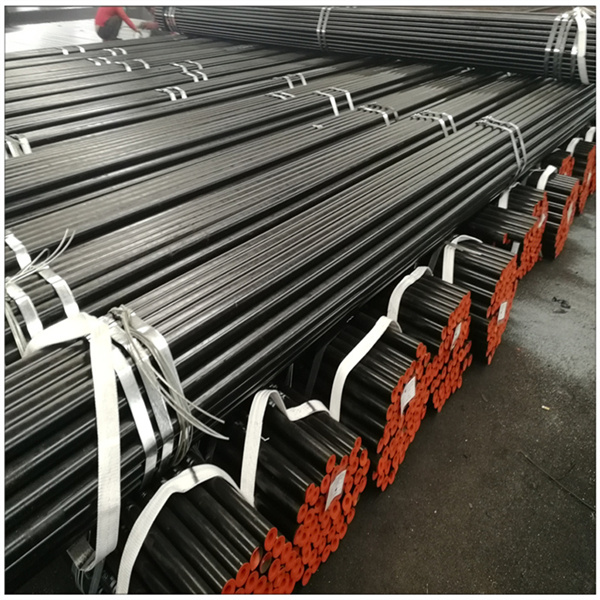

ఖతార్కు సజావుగా నడిచే పైపు ఓడ

పాకిస్తాన్కు సజావుగా నడిచే పైప్ షిప్

దక్షిణాఫ్రికాకు సజావుగా నడిచే పైప్ షిప్

ఈక్వెడార్కు సజావుగా నడిచే పైప్ షిప్