



ASTM A335 P91, అని కూడా పిలుస్తారుASME SA335 P91 ద్వారా మరిన్ని, అధిక-ఉష్ణోగ్రత సేవ కోసం ఒక అతుకులు లేని ఫెర్రిటిక్ మిశ్రమం ఉక్కు పైపు, UNS నం. K91560.
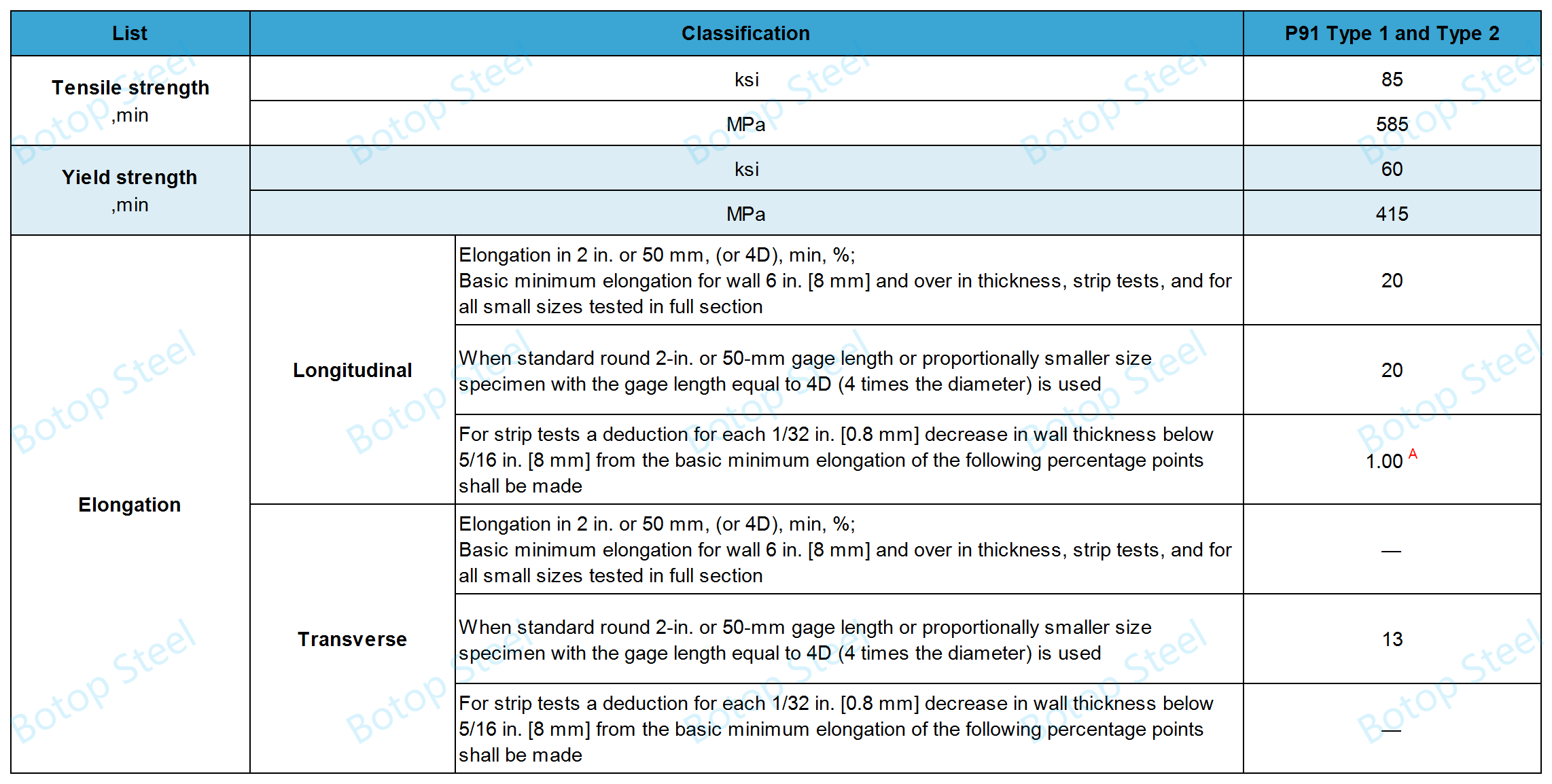
దీనికి కనీసం585 MPa యొక్క తన్యత బలం(85 కి.మీ.) మరియు కనీసందిగుబడి బలం 415 MPa(60 కి.మీ).
పి91ప్రధానంగా క్రోమియం మరియు మాలిబ్డినం వంటి మిశ్రమ లోహ మూలకాలను కలిగి ఉంటుంది మరియు అనేక ఇతర మిశ్రమ లోహ మూలకాలు జోడించబడతాయి, ఇవిఅధిక మిశ్రమ లోహ ఉక్కు, కాబట్టి ఇది సూపర్ బలం మరియు అద్భుతమైన తుప్పు నిరోధకతను కలిగి ఉంటుంది.
అదనంగా, P91 రెండు రకాలుగా లభిస్తుంది,టైప్ 1మరియురకం 2, మరియు దీనిని సాధారణంగా విద్యుత్ ప్లాంట్లు, శుద్ధి కర్మాగారాలు, రసాయన సౌకర్యాలు, కీలకమైన పరికరాలు మరియు అధిక-ఉష్ణోగ్రత మరియు అధిక-పీడన వాతావరణాలలో పైపింగ్లలో ఉపయోగిస్తారు.
P91 స్టీల్ పైపును టైప్ 1 మరియు టైప్ 2 అని రెండు రకాలుగా వర్గీకరించారు.
యాంత్రిక లక్షణాలు మరియు వేడి చికిత్స వంటి ఇతర అవసరాల పరంగా రెండు రకాలు ఒకేలా ఉంటాయి,రసాయన కూర్పు మరియు నిర్దిష్ట అనువర్తన దృష్టిలో స్వల్ప తేడాలతో.
రసాయన కూర్పు: టైప్ 1 తో పోలిస్తే, టైప్ 2 యొక్క రసాయన కూర్పు మరింత కఠినమైనది మరియు మెరుగైన వేడి మరియు తుప్పు నిరోధకతను అందించడానికి ఎక్కువ మిశ్రమలోహ మూలకాలను కలిగి ఉంటుంది.
అప్లికేషన్లు: ఆప్టిమైజ్ చేయబడిన రసాయన కూర్పు కారణంగా, టైప్ 2 చాలా ఎక్కువ ఉష్ణోగ్రతలు లేదా ఎక్కువ తినివేయు వాతావరణాలకు లేదా అధిక బలం మరియు మన్నిక అవసరమయ్యే అనువర్తనాలకు మరింత అనుకూలంగా ఉంటుంది.
ASTM A335 స్టీల్ పైపు తప్పనిసరిగాసజావుగా.
సజావుగా తయారీ ప్రక్రియను ఇలా వర్గీకరించారుహాట్ ఫినిష్మరియుకోల్డ్ డ్రాన్.
హాట్ ఫినిష్ ప్రక్రియ యొక్క రేఖాచిత్రం క్రింద ఉంది.

ముఖ్యంగా, అధిక ఉష్ణోగ్రతలు మరియు ఒత్తిళ్లకు లోనయ్యే కఠినమైన వాతావరణాలలో తరచుగా ఉపయోగించే P91, అధిక-మిశ్రమ ఉక్కు పైపు, అతుకులు లేని ఉక్కు పైపు ఏకరీతిగా ఒత్తిడికి లోనవుతుంది మరియు మందపాటి గోడలతో తయారు చేయవచ్చు, తద్వారా అధిక భద్రత మరియు మెరుగైన ఖర్చు-సమర్థతను నిర్ధారిస్తుంది.
P91 పైపు యొక్క సూక్ష్మ నిర్మాణాన్ని ఆప్టిమైజ్ చేయడానికి, దాని యాంత్రిక లక్షణాలను మెరుగుపరచడానికి మరియు అధిక ఉష్ణోగ్రత మరియు పీడనానికి నిరోధకతను పెంచడానికి అన్ని పైపులను వేడి-చికిత్స చేయాలి.

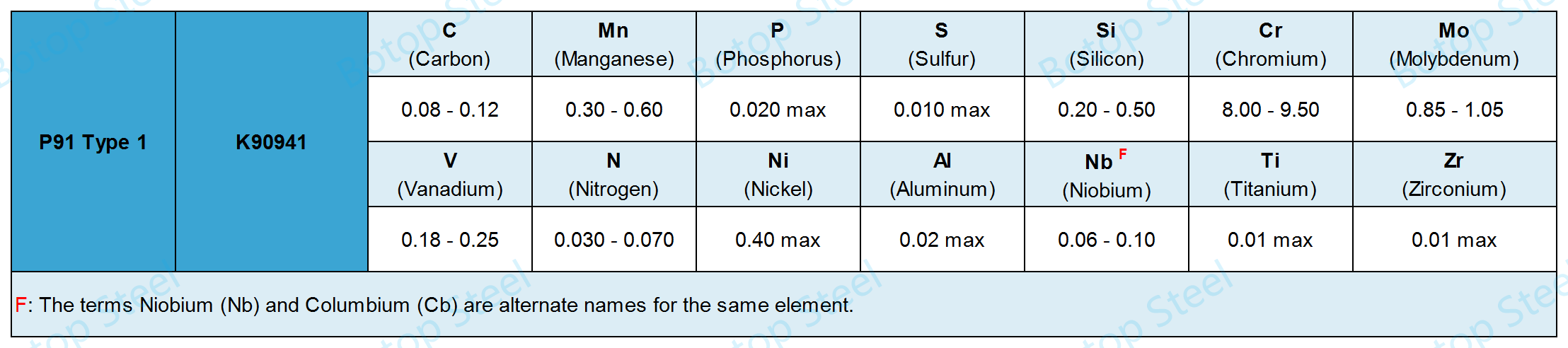
P91 టైప్ 1 రసాయన భాగాలు
P91 రకం 2 రసాయన భాగాలు
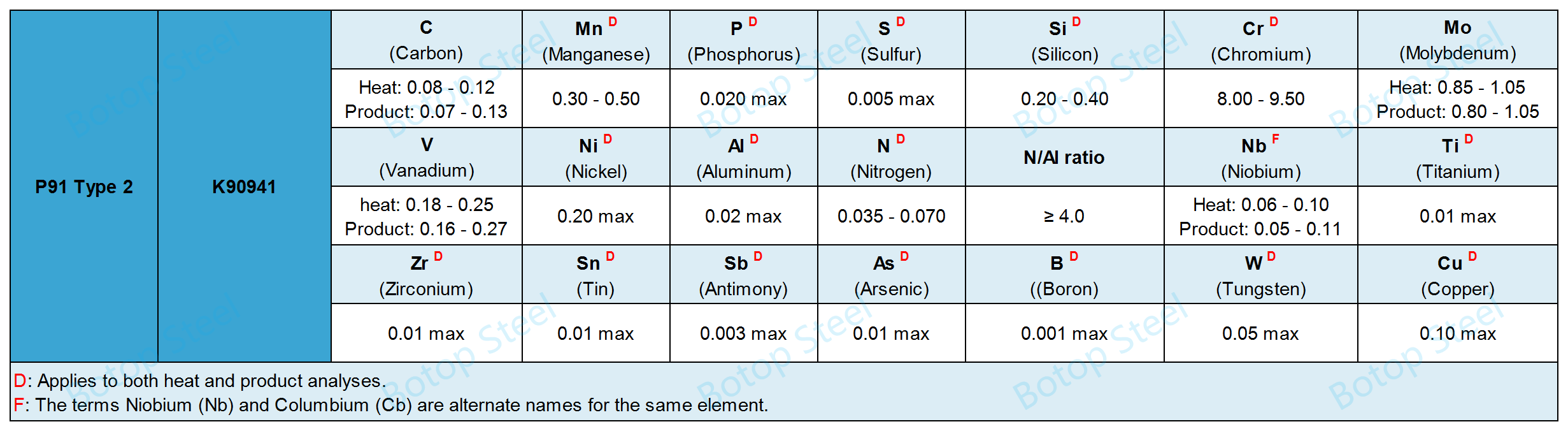
పైన ఉన్న రెండు చిత్రాలతో, టైప్ 1 మరియు టైప్ 2 రసాయన మూలకాలు మరియు పరిమితుల మధ్య వ్యత్యాసాన్ని చూడటం సులభం.
1. తన్యత ఆస్తి
తన్యత పరీక్షను సాధారణంగా కొలవడానికి ఉపయోగిస్తారుదిగుబడి బలం, తన్యత బలం, మరియుపొడుగుఉక్కు పైపు ప్రయోగాత్మక కార్యక్రమం యొక్క n, మరియు పరీక్ష యొక్క పదార్థ లక్షణాలలో విస్తృతంగా ఉపయోగించబడుతుంది.
Aపట్టిక 5 లెక్కించిన కనీస విలువలను ఇస్తుంది.
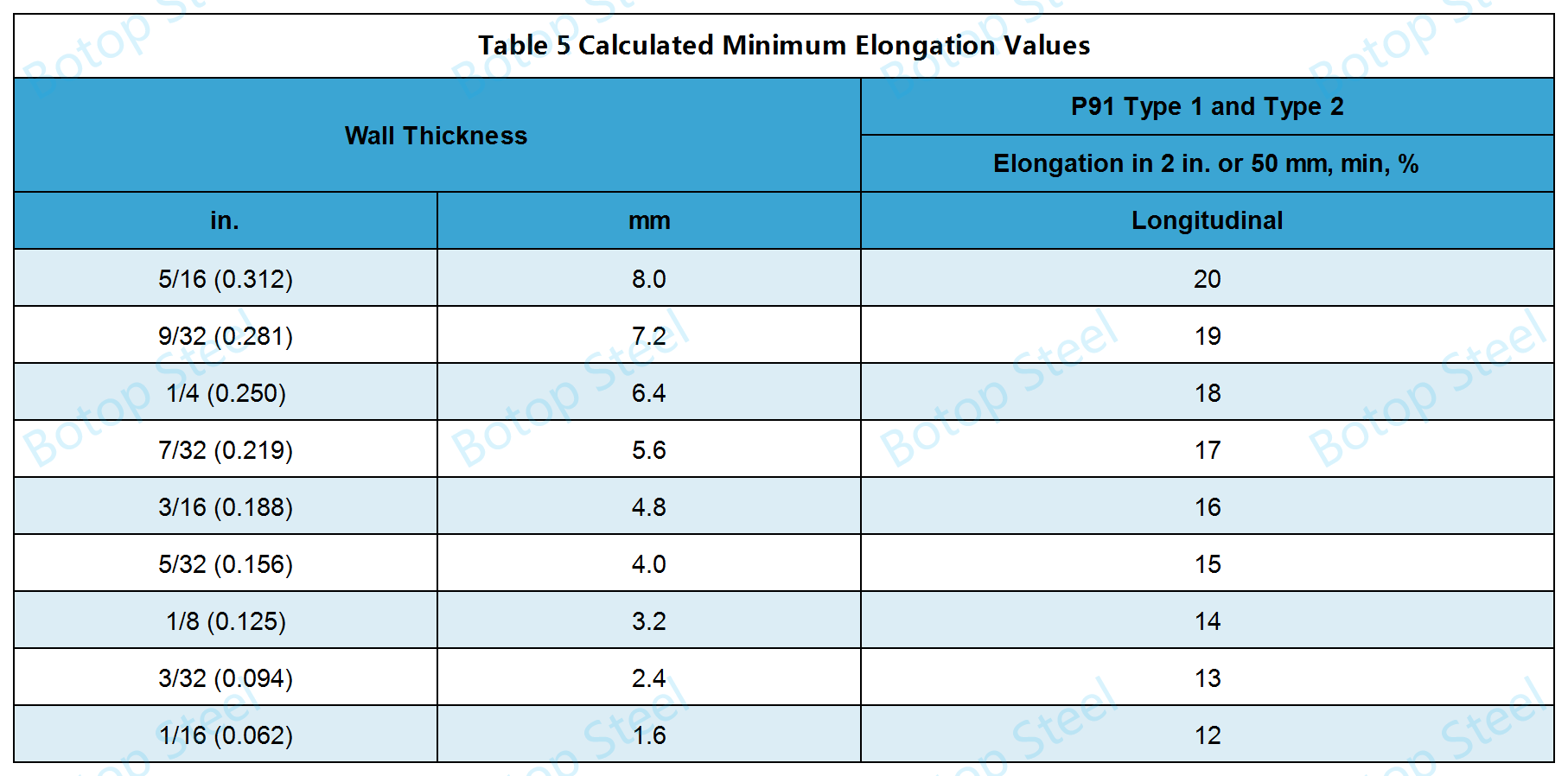
పైన పేర్కొన్న రెండు విలువల మధ్య గోడ మందం ఉన్న చోట, కనీస పొడుగు విలువ క్రింది సూత్రం ద్వారా నిర్ణయించబడుతుంది:
రేఖాంశం, P91: E = 32t + 15.00 [E = 1.25t + 15.00]
ఎక్కడ:
E = 2 అంగుళాలు లేదా 50 మిమీలో పొడుగు, %,
t = నమూనాల వాస్తవ మందం, ఇం. [మిమీ].
2. కాఠిన్యం
వికర్స్, బ్రినెల్ మరియు రాక్వెల్తో సహా వివిధ రకాల కాఠిన్యం పరీక్షా పద్ధతులను ఉపయోగించవచ్చు.

గోడ మందం <0.065 అంగుళాలు [1.7 మిమీ]: కాఠిన్యం పరీక్ష అవసరం లేదు;
0.065 అంగుళాలు [1.7 మిమీ] ≤ గోడ మందం <0.200 అంగుళాలు [5.1 మిమీ]: రాక్వెల్ కాఠిన్యం పరీక్షను ఉపయోగించాలి;
గోడ మందం ≥ 0.200 అంగుళాలు [5.1 మిమీ]: బ్రినెల్ కాఠిన్యం పరీక్ష లేదా రాక్వెల్ కాఠిన్యం పరీక్ష యొక్క ఐచ్ఛిక ఉపయోగం.
వికర్స్ కాఠిన్యం పరీక్ష అన్ని గోడ మందం గొట్టాలకు వర్తిస్తుంది. పరీక్షా పద్ధతి E92 అవసరాలకు అనుగుణంగా నిర్వహించబడుతుంది.
3. చదును పరీక్ష
ASTM A999 ప్రమాణంలోని సెక్షన్ 20 ప్రకారం ప్రయోగాలు నిర్వహించబడతాయి.
4. బెండ్ టెస్ట్
గది ఉష్ణోగ్రత వద్ద 180° వంగండి, వంగిన భాగం వెలుపల ఎటువంటి పగుళ్లు కనిపించకూడదు.
పరిమాణం > NPS25 లేదా D/t ≥ 7.0: ఫ్లాటెనింగ్ పరీక్ష లేకుండా బెండింగ్ పరీక్షను నిర్వహించాలి.
5. P91 ఐచ్ఛిక ప్రయోగాత్మక కార్యక్రమాలు
కింది ప్రయోగాత్మక అంశాలు తప్పనిసరి పరీక్షా అంశాలు కావు, అవసరమైతే చర్చల ద్వారా నిర్ణయించవచ్చు.
S1: ఉత్పత్తి విశ్లేషణ
S3: చదును పరీక్ష
S4: లోహ నిర్మాణం మరియు చెక్కడం పరీక్షలు
S5: ఫోటోమైక్రోగ్రాఫ్లు
S6: వ్యక్తిగత ముక్కల కోసం ఫోటోమైక్రోగ్రాఫ్లు
S7: ఆల్టర్నేటివ్ హీట్ ట్రీట్మెంట్-గ్రేడ్ P91 టైప్ 1 మరియు టైప్ 2
P91 హైడ్రో పరీక్ష కింది అవసరాలకు అనుగుణంగా ఉండాలి.
బయటి వ్యాసం>10అంగుళాలు [250మిమీ] మరియు గోడ మందం ≤ 0.75అంగుళాలు [19మిమీ]: ఇది హైడ్రోస్టాటిక్ పరీక్ష అయి ఉండాలి.
నాన్-డిస్ట్రక్టివ్ ఎలక్ట్రికల్ టెస్టింగ్ కోసం ఇతర పరిమాణాలు.
ఫెర్రిటిక్ అల్లాయ్ స్టీల్ మరియు స్టెయిన్లెస్ స్టీల్ ట్యూబ్ల కోసం, గోడపై పీడనం దీని కంటే తక్కువ కాదుపేర్కొన్న కనీస దిగుబడి బలంలో 60%.
హైడ్రో టెస్ట్ పీడనాన్ని కనీసం 5sలీకేజీ లేదా ఇతర లోపాలు లేకుండా.
హైడ్రాలిక్ పీడనంసూత్రాన్ని ఉపయోగించి లెక్కించవచ్చు:
పి = 2సెం/డి
P= psi [MPa] లో హైడ్రోస్టాటిక్ పరీక్ష పీడనం;
S = psi లేదా [MPa]లో పైపు గోడ ఒత్తిడి;
t = పేర్కొన్న గోడ మందం, పేర్కొన్న ANSI షెడ్యూల్ సంఖ్య ప్రకారం నామమాత్రపు గోడ మందం లేదా పేర్కొన్న కనీస గోడ మందం కంటే 1.143 రెట్లు, ఇం. [మి.మీ];
D = పేర్కొన్న బయటి వ్యాసం, పేర్కొన్న ANSI పైపు పరిమాణానికి అనుగుణంగా ఉన్న బయటి వ్యాసం, లేదా పేర్కొన్న లోపలి వ్యాసానికి 2t (పైన నిర్వచించిన విధంగా) జోడించడం ద్వారా లెక్కించబడిన బయటి వ్యాసం, ఇం. [మిమీ].
P91 పైపును E213 పరీక్షా పద్ధతి ద్వారా తనిఖీ చేస్తారు. E213 ప్రమాణం ప్రధానంగా అల్ట్రాసోనిక్ పరీక్ష (UT)కి సంబంధించినది.
ఆర్డర్లో ప్రత్యేకంగా పేర్కొన్నట్లయితే, దానిని E309 లేదా E570 పరీక్షా పద్ధతి ప్రకారం కూడా తనిఖీ చేయవచ్చు.
E309 ప్రమాణం సాధారణంగా విద్యుదయస్కాంత (ఎడ్డీ కరెంట్) తనిఖీతో వ్యవహరిస్తుంది, అయితే E570 అనేది ఎడ్డీ కరెంట్ శ్రేణులను కలిగి ఉన్న తనిఖీ పద్ధతి.
వ్యాసంలో అనుమతించదగిన వ్యత్యాసాలు
ఆర్డర్ చేసిన పైపు కోసంలోపలి వ్యాసం, లోపలి వ్యాసం పేర్కొన్న లోపలి వ్యాసం నుండి ±1% కంటే ఎక్కువ మారకూడదు.
ట్యూబింగ్ ఆర్డర్ చేయబడిందిNPS [DN] లేదా బయటి వ్యాసాలుదిగువ పట్టికలలో పేర్కొన్న దానికంటే బయటి వ్యాసాలు ఎక్కువగా మారకూడదు.
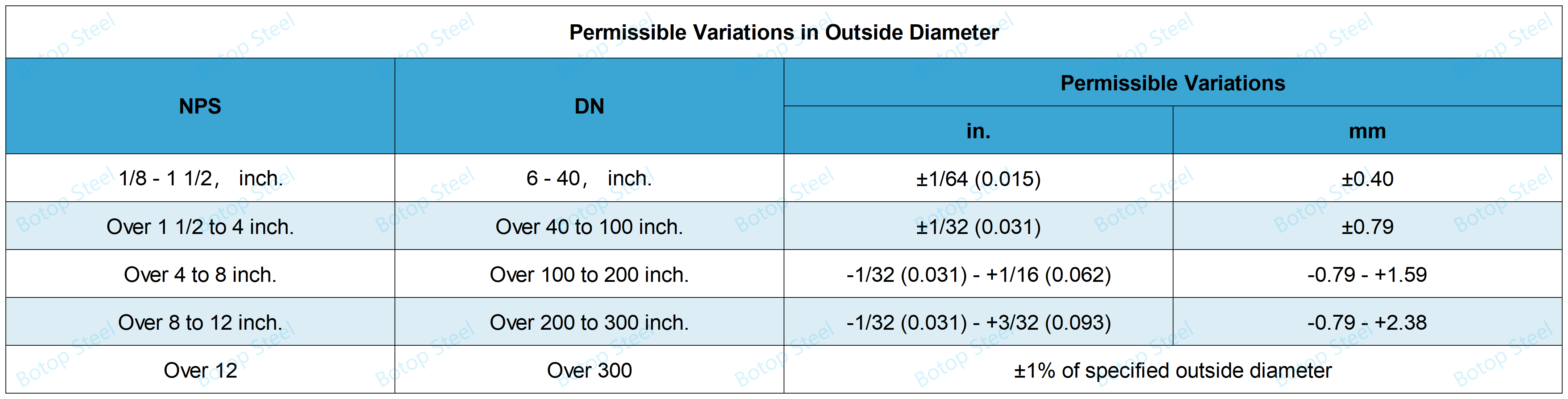
గోడ మందంలో అనుమతించదగిన వ్యత్యాసాలు
గోడ మందం కొలతలు యాంత్రిక కాలిపర్లను లేదా తగిన ఖచ్చితత్వంతో సరిగ్గా క్రమాంకనం చేయబడిన నాన్డిస్ట్రక్టివ్ టెస్టింగ్ పరికరాలను ఉపయోగించి చేయాలి. వివాదం ఉన్న సందర్భంలో, యాంత్రిక కాలిపర్లను ఉపయోగించి నిర్ణయించబడిన కొలత చెల్లుతుంది.
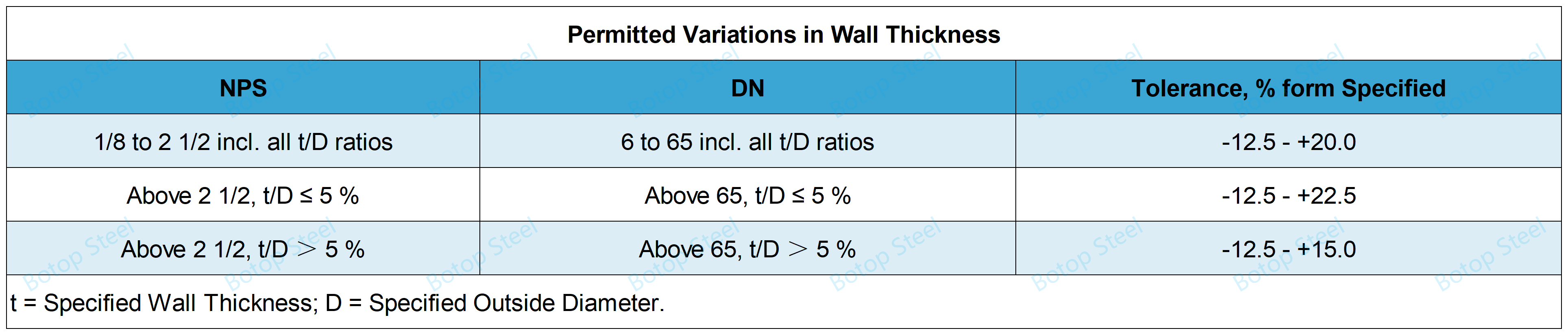
NPS [DN] ద్వారా ఆర్డర్ చేయబడిన పైపు కోసం ఈ అవసరానికి అనుగుణంగా తనిఖీ చేయడానికి కనీస గోడ మందం మరియు బయటి వ్యాసం మరియు షెడ్యూల్ నంబర్ చూపబడ్డాయిASME B36.10M.
లోపాలు
ఉపరితల లోపాలు నామమాత్రపు గోడ మందంలో 12.5% మించి ఉంటే లేదా కనీస గోడ మందాన్ని మించి ఉంటే వాటిని లోపాలుగా పరిగణిస్తారు.
అసంపూర్ణతలు
యాంత్రిక గుర్తులు, రాపిడి మరియు గుంతలు, వీటిలో ఏవైనా లోపాలు 1/16 అంగుళం [1.6 మిమీ] కంటే లోతుగా ఉంటాయి.
గుర్తులు మరియు రాపిడిలను కేబుల్ గుర్తులు, డింగెస్, గైడ్ గుర్తులు, రోల్ గుర్తులు, బాల్ గీతలు, స్కోర్లు, డై గుర్తులు మరియు ఇలాంటివిగా నిర్వచించారు.
మరమ్మత్తు
మిగిలిన గోడ మందం కనీస గోడ మందం కంటే తక్కువ కాకుండా ఉంటే, గ్రైండింగ్ ద్వారా లోపాలను తొలగించవచ్చు.
మరమ్మతులు వెల్డింగ్ ద్వారా కూడా చేయవచ్చు కానీ A999 యొక్క సంబంధిత అవసరాలకు అనుగుణంగా ఉండాలి.
P91 లోని అన్ని మరమ్మతు వెల్డింగ్లు ఈ క్రింది వెల్డింగ్ ప్రక్రియలు మరియు వినియోగ వస్తువులలో ఒకదానితో తయారు చేయబడతాయి: SMAW, A5.5/A5.5M E90XX-B9:SAW, A5.23/A5.23M EB9 + తటస్థ ఫ్లక్స్; GTAW, A5.28/A5.28M ER90S-B9; మరియు FCAW A5.29/A5.29M E91TI-B9. అదనంగా, P91 టైప్ 1 మరియు టైప్ 2 లను వెల్డింగ్ చేయడానికి ఉపయోగించే అన్ని వెల్డింగ్ వినియోగ వస్తువుల యొక్క Ni+Mn కంటెంట్ మొత్తం 1.0% మించకూడదు.
వెల్డింగ్ మరమ్మతు తర్వాత P91 పైపును 1350-1470 °F [730-800°C] వద్ద వేడి చేయాలి.
తనిఖీ చేయబడిన స్టీల్ పైపు యొక్క బాహ్య ఉపరితలం ఈ క్రింది అంశాలను కలిగి ఉండాలి:
తయారీదారు పేరు లేదా ట్రేడ్మార్క్; ప్రామాణిక సంఖ్య; గ్రేడ్; పొడవు మరియు అదనపు చిహ్నం "S".
దిగువ పట్టికలో హైడ్రోస్టాటిక్ ప్రెజర్ మరియు నాన్-డిస్ట్రక్టివ్ టెస్టింగ్ కోసం గుర్తులను కూడా చేర్చాలి.
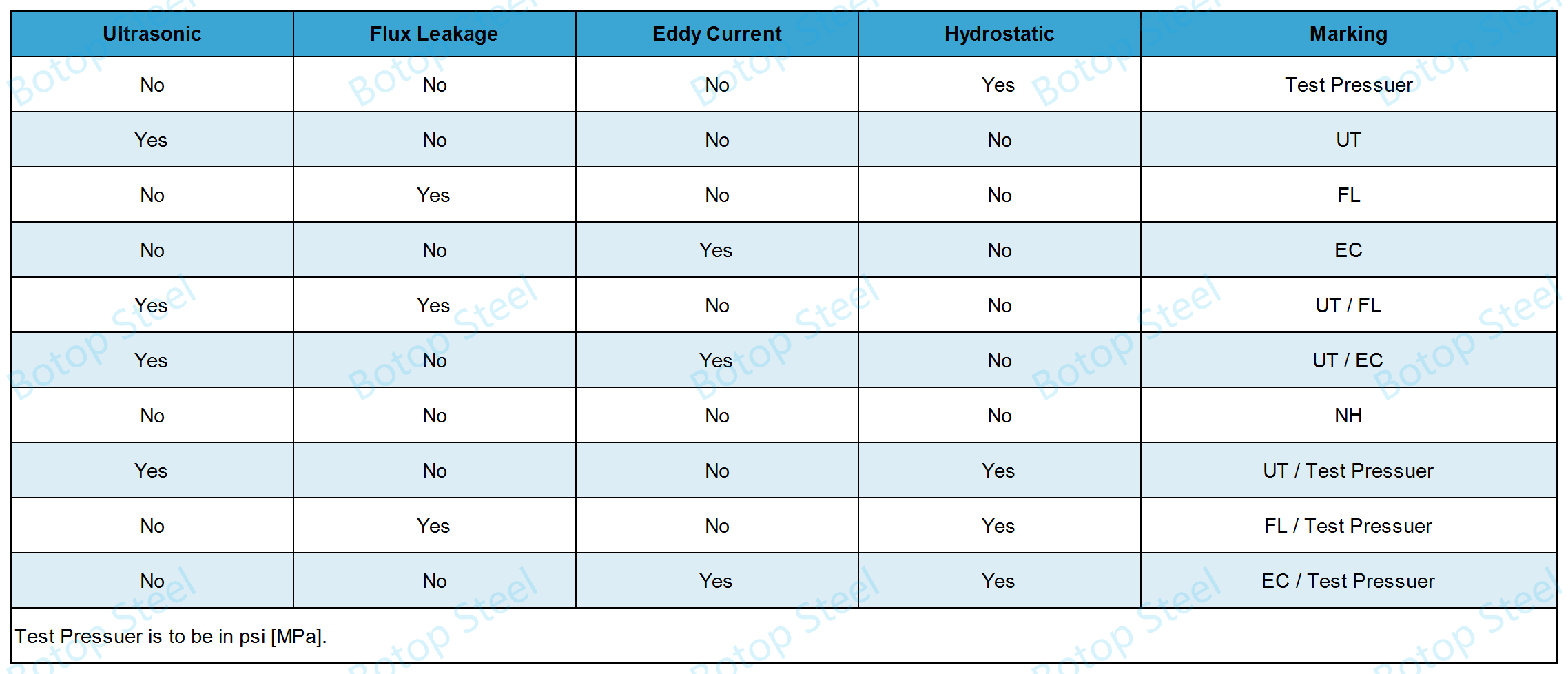
పైపును వెల్డింగ్ ద్వారా మరమ్మతు చేస్తే, దానిపై "WR".
p91 రకం (టైప్ 1 లేదా టైప్ 2) సూచించబడాలి.
EN 10216-2: X10CrMoVNb9-1 లేదా 1.4903;
జిఐఎస్ జి 3462: ఎస్టీపీఏ 28;
జిబి/టి 5310: 10Cr9Mo1VNb;
ఈ సమానమైనవి రసాయన కూర్పు మరియు యాంత్రిక లక్షణాలలో ASTM A335 P91 కి చాలా దగ్గరగా ఉంటాయి.
పదార్థంl: ASTM A335 P91 సీమ్లెస్ స్టీల్ పైప్;
OD: 1/8"- 24";
WT: అనుగుణంగాASME B36.10 ద్వారా మరిన్నిఅవసరాలు;
షెడ్యూల్: CH10, CH20, CH30,30, షిన్,SCH80 తెలుగు in లో, SCH100, SCH120, SCH140 మరియు SCH160;
గుర్తింపు:STD (ప్రామాణికం), XS (అదనపు-బలమైన), లేదా XXS (డబుల్ అదనపు-బలమైన);
అనుకూలీకరణ: ప్రామాణికం కాని పైపు పరిమాణాలు కూడా అందుబాటులో ఉన్నాయి, అభ్యర్థనపై అనుకూలీకరించిన పరిమాణాలు అందుబాటులో ఉన్నాయి;
పొడవు: నిర్దిష్ట మరియు యాదృచ్ఛిక పొడవులు;
IBR సర్టిఫికేషన్: మీ అవసరాలకు అనుగుణంగా IBR సర్టిఫికేషన్ పొందడానికి మేము మూడవ పక్ష తనిఖీ సంస్థను సంప్రదించవచ్చు, మా సహకార తనిఖీ సంస్థలు BV, SGS, TUV, మొదలైనవి;
ముగింపు: ఫ్లాట్ ఎండ్, బెవెల్డ్ లేదా కాంపోజిట్ పైప్ ఎండ్;
ఉపరితలం: లైట్ పైప్, పెయింట్ మరియు ఇతర తాత్కాలిక రక్షణ, తుప్పు తొలగింపు మరియు పాలిషింగ్, గాల్వనైజ్డ్ మరియు ప్లాస్టిక్ పూత, మరియు ఇతర దీర్ఘకాలిక రక్షణ;
ప్యాకింగ్: చెక్క కేసు, స్టీల్ బెల్ట్ లేదా స్టీల్ వైర్ ప్యాకింగ్, ప్లాస్టిక్ లేదా ఇనుప పైపు ఎండ్ ప్రొటెక్టర్ మొదలైనవి.















