



జిఐఎస్ జి 3455350 °C లేదా అంతకంటే తక్కువ ఉష్ణోగ్రతల వద్ద అధిక-పీడన సేవ కోసం జపనీస్ పారిశ్రామిక ప్రమాణం (JIS), ప్రధానంగా యాంత్రిక భాగాలకు.
STS370 స్టీల్ పైప్కనిష్ట తన్యత బలం 370 MPa మరియు కనిష్ట దిగుబడి బలం 215 MPa కలిగిన ఉక్కు పైపు, కార్బన్ కంటెంట్ 0.25% కంటే ఎక్కువ కాదు మరియు సిలికాన్ కంటెంట్ 0.10% మరియు 0.35% మధ్య ఉంటుంది మరియు ఇది ప్రధానంగా అధిక బలం మరియు మంచి వెల్డబిలిటీ అవసరమయ్యే అనువర్తనాల్లో ఉపయోగించబడుతుంది, ఉదాహరణకు భవన నిర్మాణాలు, వంతెనలు, పీడన నాళాలు మరియు ఓడ భాగాలు.
JIS G 3455 మూడు గ్రేడ్లను కలిగి ఉంది.ఎస్టీఎస్370, ఎస్టీఎస్410, ఎస్టీఏ480.
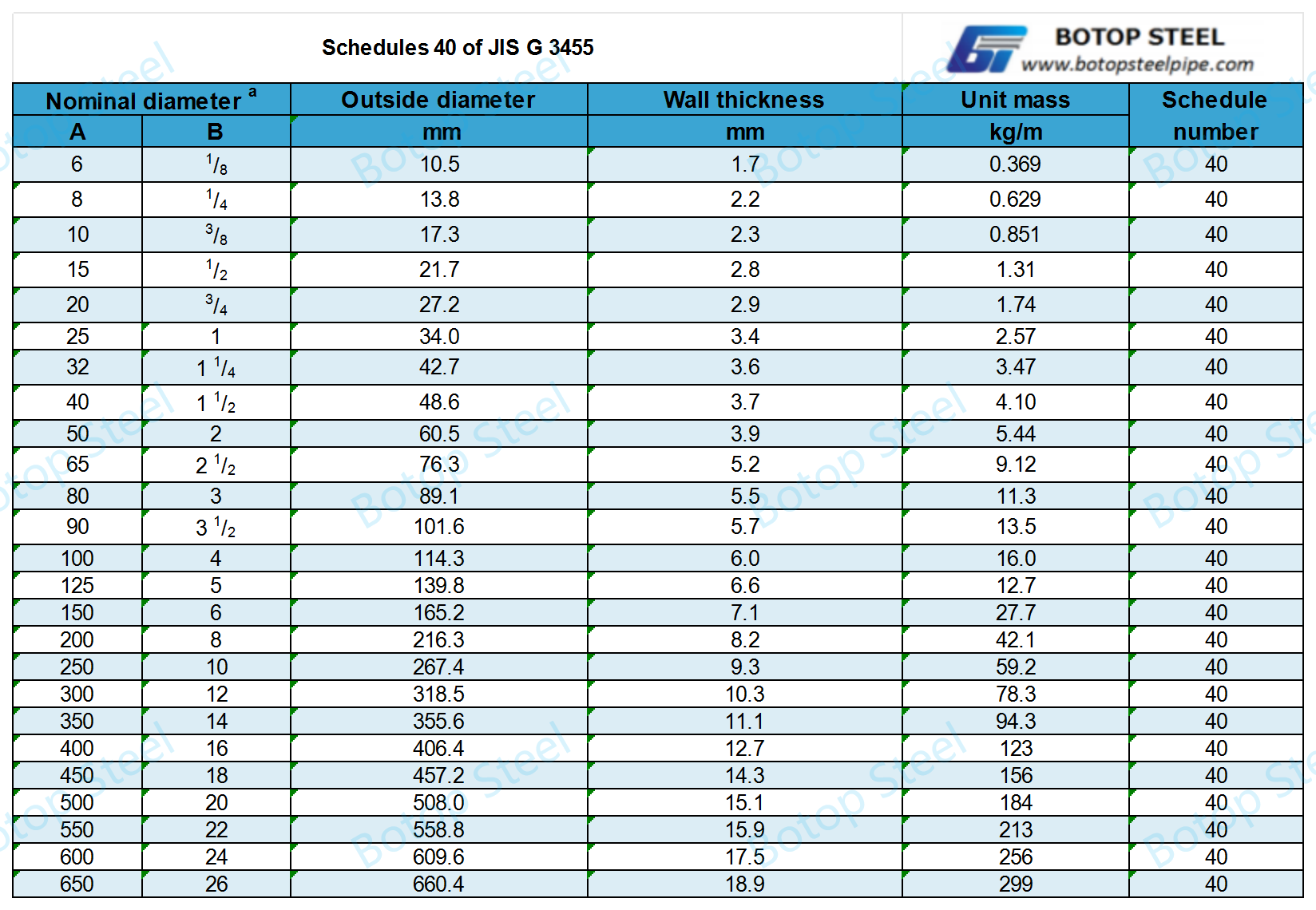
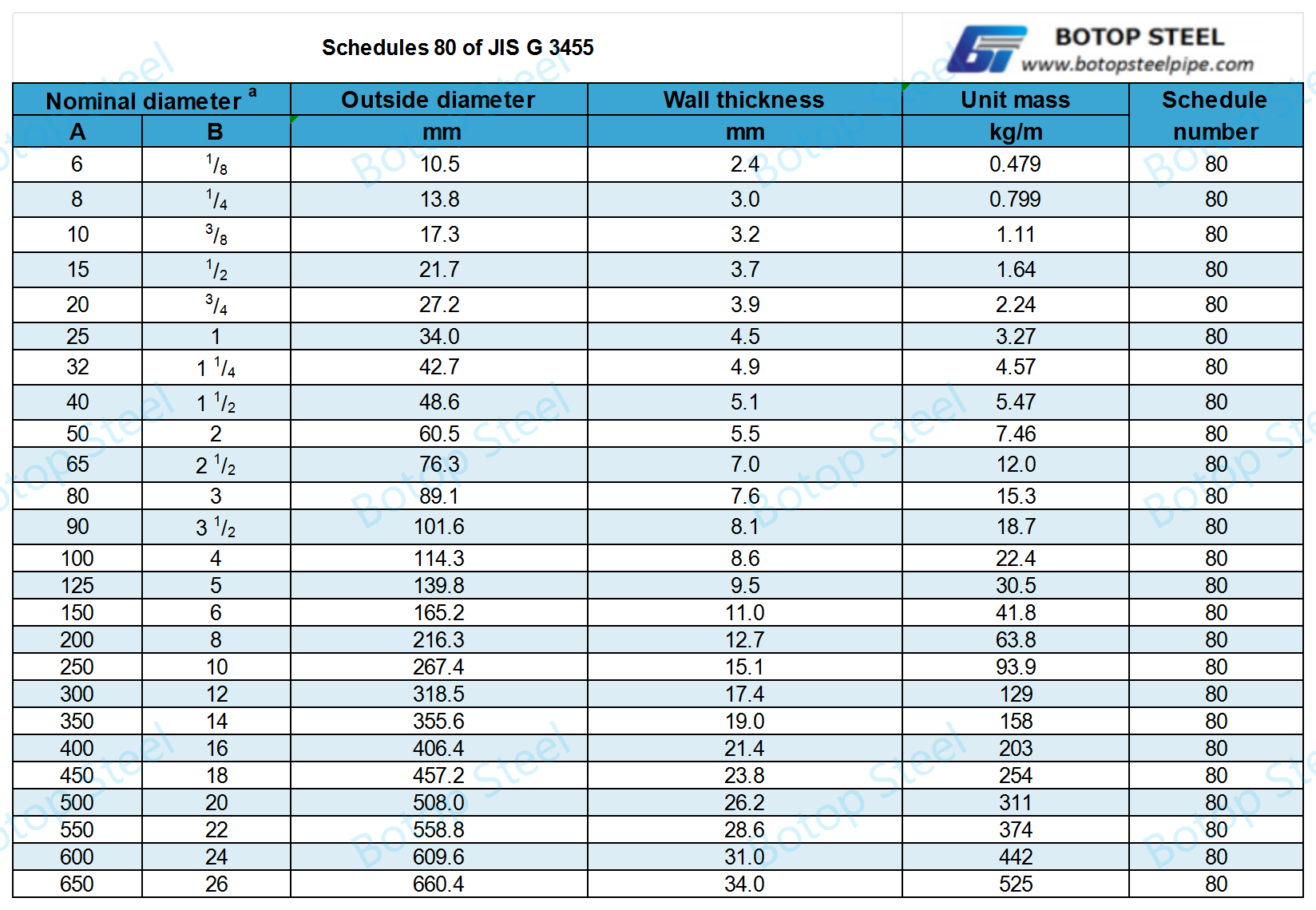
బయటి వ్యాసం 10.5-660.4mm (6-650A) (1/8-26B).
గొట్టాలను దీని నుండి తయారు చేయాలికిల్డ్ స్టీల్.
కిల్డ్ స్టీల్ అంటే పూర్తిగా డీఆక్సిడైజేషన్ చేయబడిన ఉక్కు, దీనిని కడ్డీలు లేదా ఇతర రూపాల్లో వేయాలి. ఈ ప్రక్రియలో ఉక్కు ఘనీభవించే ముందు సిలికాన్, అల్యూమినియం లేదా మాంగనీస్ వంటి డీఆక్సిడైజేషన్ ఏజెంట్ను జోడించడం జరుగుతుంది. "కిల్డ్" అనే పదం ఘనీభవన ప్రక్రియలో ఉక్కులో ఆక్సిజన్ ప్రతిచర్య జరగదని సూచిస్తుంది.
ఆక్సిజన్ను తొలగించడం ద్వారా, చంపబడిన ఉక్కు కరిగిన ఉక్కులో గాలి బుడగలు ఏర్పడకుండా నిరోధిస్తుంది, తద్వారా తుది ఉత్పత్తిలో సచ్ఛిద్రత మరియు గాలి బుడగలు నివారిస్తుంది. దీని ఫలితంగా ఉన్నతమైన యాంత్రిక లక్షణాలు మరియు నిర్మాణ సమగ్రతతో మరింత సజాతీయ మరియు దట్టమైన ఉక్కు లభిస్తుంది.
కిల్డ్ స్టీల్ ముఖ్యంగా అధిక నాణ్యత మరియు మన్నిక అవసరమయ్యే అనువర్తనాలకు అనుకూలంగా ఉంటుంది, ఉదాహరణకు ప్రెజర్ నాళాలు, పెద్ద నిర్మాణాలు మరియు అధిక-నాణ్యత అవసరాలు కలిగిన పైప్లైన్లు.
ట్యూబ్లను ఉత్పత్తి చేయడానికి కిల్డ్ స్టీల్ను ఉపయోగించడం ద్వారా, మీరు మెరుగైన పనితీరు మరియు సుదీర్ఘ సేవా జీవితాన్ని ఖచ్చితంగా పొందవచ్చు, ముఖ్యంగా భారీ లోడ్లు మరియు ఒత్తిళ్లకు లోనయ్యే వాతావరణాలలో.
ముగింపు పద్ధతితో కలిపి సజావుగా తయారీ ప్రక్రియను ఉపయోగించి ఉత్పత్తి చేయబడింది.

వేడి-పూర్తయిన సీమ్లెస్ స్టీల్ పైపు: SH;
కోల్డ్-ఫినిష్డ్ సీమ్లెస్ స్టీల్ పైప్: SC.
అతుకులు లేని తయారీ ప్రక్రియ కోసం, దీనిని హాట్ ఫినిష్ ఉత్పత్తిని ఉపయోగించి 30 మిమీ కంటే ఎక్కువ బయటి వ్యాసం కలిగిన అతుకులు లేని స్టీల్ పైపులుగా మరియు కోల్డ్ ఫినిష్ ఉత్పత్తిని ఉపయోగించి 30 మిమీ కంటే ఎక్కువ అతుకులు లేని స్టీల్ పైపులుగా విభజించవచ్చు.
హాట్-ఫినిష్డ్ సీమ్లెస్ ఉత్పత్తి ప్రవాహం ఇక్కడ ఉంది.


తక్కువ-ఉష్ణోగ్రత ఎనియలింగ్ ప్రధానంగా పదార్థాల పని సామర్థ్యాన్ని మెరుగుపరచడానికి, కాఠిన్యాన్ని తగ్గించడానికి మరియు దృఢత్వాన్ని మెరుగుపరచడానికి ఉపయోగించబడుతుంది మరియు ఇది కోల్డ్-వర్క్డ్ స్టీల్కు అనుకూలంగా ఉంటుంది.
పదార్థం యొక్క బలం మరియు దృఢత్వాన్ని మెరుగుపరచడానికి సాధారణీకరణ ఉపయోగించబడుతుంది, తద్వారా ఉక్కు యాంత్రిక ఒత్తిడి మరియు అలసటను తట్టుకోవడానికి మరింత అనుకూలంగా ఉంటుంది, తరచుగా కోల్డ్-వర్క్డ్ స్టీల్ పనితీరును మెరుగుపరచడానికి ఉపయోగిస్తారు.
ఈ వేడి చికిత్స ప్రక్రియల ద్వారా, ఉక్కు యొక్క అంతర్గత నిర్మాణం ఆప్టిమైజ్ చేయబడుతుంది మరియు దాని లక్షణాలు మెరుగుపడతాయి, ఇది డిమాండ్ ఉన్న పారిశ్రామిక అనువర్తనాల్లో ఉపయోగించడానికి మరింత అనుకూలంగా ఉంటుంది.
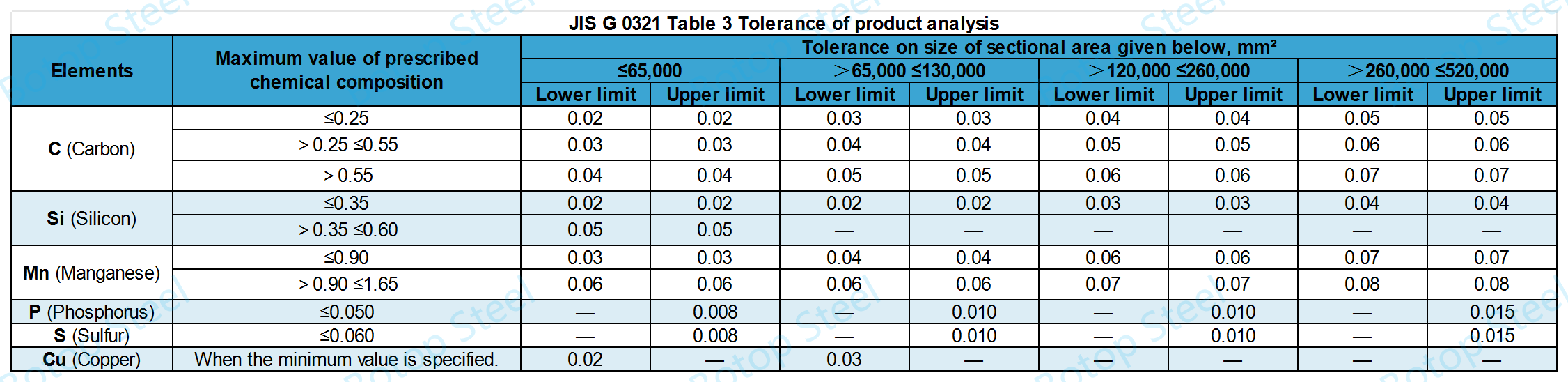
ఉష్ణ విశ్లేషణ JIS G 0320 కి అనుగుణంగా ఉండాలి. ఉత్పత్తి విశ్లేషణ JIS G 0321 కి అనుగుణంగా ఉండాలి.
| గ్రేడ్ | సి (కార్బన్) | సి (సిలికాన్) | Mn (మాంగనీస్) | పి (భాస్వరం) | S (సల్ఫర్) |
| ఎస్టీఎస్370 | 0.25% గరిష్టం | 0.10-0.35% | 0.30-1.10% | 0.35% గరిష్టం | 0.35% గరిష్టం |
ఉష్ణ విశ్లేషణప్రధానంగా ముడి పదార్థాల రసాయన కూర్పును పరీక్షించడం లక్ష్యంగా పెట్టుకుంది.
ముడి పదార్థాల రసాయన కూర్పును విశ్లేషించడం ద్వారా, ఉత్పత్తి ప్రక్రియలో అవసరమయ్యే ప్రాసెసింగ్ దశలు మరియు పరిస్థితులను అంచనా వేయడం మరియు సర్దుబాటు చేయడం సాధ్యమవుతుంది, ఉదాహరణకు వేడి చికిత్స పారామితులు మరియు మిశ్రమ మూలకాల జోడింపు.
ఉత్పత్తి విశ్లేషణతుది ఉత్పత్తి యొక్క సమ్మతి మరియు నాణ్యతను ధృవీకరించడానికి తుది ఉత్పత్తుల రసాయన కూర్పును విశ్లేషిస్తుంది.
ఉత్పత్తి విశ్లేషణ తయారీ ప్రక్రియలో ఉత్పత్తిలోని అన్ని మార్పులు, చేర్పులు లేదా ఏవైనా సాధ్యమయ్యే మలినాలు నియంత్రణలో ఉన్నాయని మరియు తుది ఉత్పత్తి సాంకేతిక వివరణలు మరియు అనువర్తన అవసరాలకు అనుగుణంగా ఉందని నిర్ధారిస్తుంది.
JIS G 3455 ప్రకారం ఉత్పత్తి విశ్లేషణ యొక్క విలువలు పై పట్టికలోని మూలకాల అవసరాలకు అనుగుణంగా ఉండటమే కాకుండా, సహన పరిధి కూడా JIS G 3021 పట్టిక 3 యొక్క అవసరాలకు అనుగుణంగా ఉండాలి.
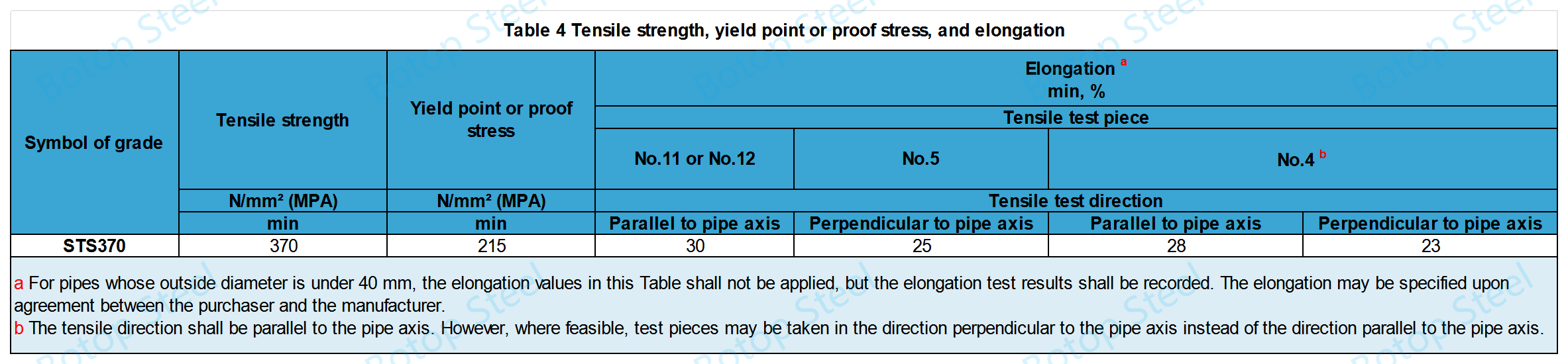
8 మిమీ కంటే తక్కువ గోడ మందం ఉన్న పైపుల నుండి తీసుకున్న టెస్ట్ ముక్క నం. 12 (పైప్ అక్షానికి సమాంతరంగా) మరియు టెస్ట్ ముక్క నం. 5 (పైప్ అక్షానికి లంబంగా) కోసం పొడుగు విలువలు.
| గ్రేడ్ చిహ్నం | ఉపయోగించిన పరీక్ష భాగం | పొడిగింపు నిమి, % | ||||||
| గోడ మందం | ||||||||
| >1 ≤2 మిమీ | >2 ≤3 మిమీ | >3 ≤4 మిమీ | >4 ≤5 మి.మీ. | 5 ≤6 మిమీ | >6 ≤7 మిమీ | 7 × 8 మి.మీ. | ||
| ఎస్టీఎస్370 | నం. 12 | 21 | 22 | 24 | 26 | 27 | 28 | 30 |
| నం. 5 | 16 | 18 | 19 | 20 | 22 | 24 | 25 | |
| ఈ పట్టికలోని పొడుగు విలువలను 8 మిమీ నుండి గోడ మందంలో ప్రతి 1 మిమీ తగ్గుదలకు టేబుల్ 4లో ఇవ్వబడిన పొడుగు విలువ నుండి 1.5% తీసివేయడం ద్వారా మరియు JIS Z 8401 యొక్క నియమం A ప్రకారం ఫలితాన్ని పూర్ణాంకానికి రౌండ్ చేయడం ద్వారా పొందవచ్చు. | ||||||||
కొనుగోలుదారు పేర్కొనకపోతే, చదును పరీక్షను విస్మరించవచ్చు.
నమూనాను యంత్రంలో ఉంచి, రెండు ప్లాట్ఫారమ్ల మధ్య దూరం పేర్కొన్న విలువ H కి చేరుకునే వరకు దాన్ని చదును చేయండి. తర్వాత నమూనాలో పగుళ్లు ఉన్నాయా అని తనిఖీ చేయండి.
క్రిటికల్ రెసిస్టెన్స్ వెల్డెడ్ పైపును పరీక్షించేటప్పుడు, వెల్డింగ్ మరియు పైపు మధ్యభాగం మధ్య రేఖ కుదింపు దిశకు లంబంగా ఉంటుంది.
H=(1+e)t/(e+t/D)
H: ప్లేట్ల మధ్య దూరం (మిమీ)
t: ట్యూబ్ గోడ మందం (మిమీ)
D: ట్యూబ్ బయటి వ్యాసం (మిమీ)
ఇ:ట్యూబ్ యొక్క ప్రతి గ్రేడ్కు నిర్వచించబడిన స్థిరాంకం.STS370 కి 0.08: STS410 మరియు STS480 కి 0.07.
≤ 50 మిమీ బయటి వ్యాసం కలిగిన పైపులకు అనుకూలం.
పైపు బయటి వ్యాసం కంటే 6 రెట్లు లోపలి వ్యాసంతో 90° వద్ద వంగినప్పుడు నమూనా పగుళ్లు లేకుండా ఉండాలి.
వంపు ప్రారంభంలో వంపు కోణాన్ని కొలవాలి.
ప్రతి స్టీల్ పైపును హైడ్రోస్టాటికల్గా లేదా నాన్-డిస్ట్రక్టివ్గా పరీక్షించాలి.పైపు నాణ్యత మరియు భద్రతను నిర్ధారించడానికి మరియు ఉపయోగ ప్రమాణాలకు అనుగుణంగా ఉండటానికి.
హైడ్రాలిక్ పరీక్ష
పరీక్ష పీడనం పేర్కొనబడకపోతే, పైప్ షెడ్యూల్ ప్రకారం కనీస హైడ్రో పరీక్ష పీడనాన్ని నిర్ణయించాలి.
| నామమాత్రపు గోడ మందం | 40 | 60 | 80 | 100 లు | 120 తెలుగు | 140 తెలుగు | 160 తెలుగు |
| కనిష్ట హైడ్రాలిక్ పరీక్ష పీడనం, MPa | 6.0 తెలుగు | 9.0 తెలుగు | 12 | 15 | 18 | 20 | 20 |
ఉక్కు పైపు యొక్క బయటి వ్యాసం యొక్క గోడ మందం ఉక్కు పైపు యొక్క బరువు పట్టికలో ప్రామాణిక విలువ కానప్పుడు, పీడన విలువను లెక్కించడానికి సూత్రాన్ని ఉపయోగించడం అవసరం.
P=2వ/డి
P: పరీక్ష పీడనం (MPa)
t: పైపు గోడ మందం (మిమీ)
D: పైపు బయటి వ్యాసం (మిమీ)
s: ఇవ్వబడిన దిగుబడి పాయింట్ లేదా ప్రూఫ్ ఒత్తిడి యొక్క కనీస విలువలో 60 %.
ఎంచుకున్న ప్లాన్ నంబర్ యొక్క కనిష్ట హైడ్రోస్టాటిక్ పరీక్ష పీడనం ఫార్ములా ద్వారా పొందిన పరీక్ష పీడనం P కంటే ఎక్కువగా ఉన్నప్పుడు, పై పట్టికలో కనిష్ట హైడ్రోస్టాటిక్ పరీక్ష పీడనాన్ని ఎంచుకోవడానికి బదులుగా పీడనం P ను కనిష్ట హైడ్రోస్టాటిక్ పరీక్ష పీడనంగా ఉపయోగిస్తారు.
నాన్-డిస్ట్రక్టివ్ టెస్ట్
స్టీల్ ట్యూబ్ల యొక్క నాన్-డిస్ట్రక్టివ్ టెస్టింగ్ను వీరు నిర్వహించాలిఅల్ట్రాసోనిక్ లేదా ఎడ్డీ కరెంట్ పరీక్ష.
కోసంఅల్ట్రాసోనిక్తనిఖీ లక్షణాలు, లో పేర్కొన్న విధంగా తరగతి UD యొక్క సూచన ప్రమాణాన్ని కలిగి ఉన్న సూచన నమూనా నుండి సిగ్నల్జిఐఎస్ జి 0582అలారం స్థాయిగా పరిగణించబడుతుంది మరియు అలారం స్థాయికి సమానమైన లేదా అంతకంటే ఎక్కువ ప్రాథమిక సిగ్నల్ కలిగి ఉండాలి.
ప్రామాణిక గుర్తింపు సున్నితత్వంఎడ్డీ కరెంట్పరీక్ష అనేది EU, EV, EW, లేదా EX వర్గంలో పేర్కొనబడాలి.జిఐఎస్ జి 0583, మరియు ఆ వర్గం యొక్క రిఫరెన్స్ ప్రమాణాన్ని కలిగి ఉన్న రిఫరెన్స్ నమూనా నుండి సిగ్నల్లకు సమానమైన లేదా అంతకంటే ఎక్కువ సిగ్నల్లు ఉండకూడదు.
మరిన్ని వివరాల కోసంపైప్ బరువు చార్టులు మరియు పైప్ షెడ్యూల్స్ప్రమాణంలో, మీరు క్లిక్ చేయవచ్చు.
షెడ్యూల్ 40 పైప్ తక్కువ నుండి మధ్యస్థ పీడన అనువర్తనాలకు అనువైనది ఎందుకంటే ఇది మితమైన గోడ మందాన్ని అందిస్తుంది, ఇది అధిక బరువు మరియు ఖర్చును నివారిస్తుంది మరియు తగినంత బలాన్ని నిర్ధారిస్తుంది.
షెడ్యూల్ 80 పైపింగ్ అనేది అధిక పీడన నిర్వహణ అవసరమయ్యే పారిశ్రామిక వాతావరణాలలో విస్తృతంగా ఉపయోగించబడుతుంది, ఉదాహరణకు రసాయన ప్రాసెసింగ్ వ్యవస్థలు మరియు చమురు మరియు గ్యాస్ ట్రాన్స్మిషన్ పైపింగ్. దీని మందమైన గోడ మందం కారణంగా అధిక పీడనాలను మరియు బలమైన యాంత్రిక ప్రభావాలను తట్టుకోగల సామర్థ్యం అదనపు భద్రత, భద్రత మరియు మన్నికను అందిస్తుంది.
ప్రతి ట్యూబ్ కింది సమాచారంతో లేబుల్ చేయబడాలి.
ఎ)గ్రేడ్ చిహ్నం;
బి)తయారీ పద్ధతి యొక్క చిహ్నం;
సి)కొలతలుఉదాహరణ 50AxSch80 లేదా 60.5x5.5;
డి)తయారీదారు పేరు లేదా గుర్తింపు బ్రాండ్.
ప్రతి ట్యూబ్ యొక్క బయటి వ్యాసం చిన్నగా ఉండి, ప్రతి ట్యూబ్ను గుర్తించడం కష్టంగా ఉన్నప్పుడు లేదా కొనుగోలుదారు ప్రతి ట్యూబ్ల బండిల్ను గుర్తించాలని కోరినప్పుడు, ప్రతి బండిల్ను తగిన పద్ధతి ద్వారా గుర్తించవచ్చు.
STS370 తక్కువ పీడనం కలిగిన కానీ సాపేక్షంగా అధిక ఉష్ణోగ్రత కలిగిన ద్రవ బదిలీ వ్యవస్థలకు అనుకూలంగా ఉంటుంది.
తాపన వ్యవస్థలు: నగర తాపన లేదా పెద్ద భవన తాపన వ్యవస్థలలో, STS370 వేడి నీటిని లేదా ఆవిరిని రవాణా చేయడానికి ఉపయోగించవచ్చు ఎందుకంటే ఇది వ్యవస్థలోని ఒత్తిడి మరియు ఉష్ణోగ్రత మార్పులను తట్టుకోగలదు.
విద్యుత్ ప్లాంట్లు: విద్యుత్ ఉత్పత్తిలో, అధిక సంఖ్యలో అధిక పీడన ఆవిరి పైపులు అవసరమవుతాయి మరియు STS370 ఈ పైపుల తయారీకి అనువైన పదార్థం ఎందుకంటే ఇది అధిక ఉష్ణోగ్రత మరియు అధిక పీడన పని వాతావరణాలను ఎక్కువ కాలం తట్టుకోగలదు.
కంప్రెస్డ్ ఎయిర్ సిస్టమ్స్: తయారీ మరియు ఆటోమేటెడ్ ఉత్పత్తి మార్గాలలో, సంపీడన గాలి ఒక ముఖ్యమైన శక్తి వనరు, మరియు సురక్షితమైన మరియు సమర్థవంతమైన గాలి డెలివరీని నిర్ధారించడానికి ఈ వ్యవస్థల కోసం పైపింగ్ను నిర్మించడానికి STS370 స్టీల్ పైపును ఉపయోగిస్తారు.
నిర్మాణ వినియోగం మరియు సాధారణ యంత్రాలు: దాని మంచి యాంత్రిక లక్షణాల కారణంగా, STS370 ను వివిధ నిర్మాణ మరియు యాంత్రిక భాగాల తయారీలో కూడా ఉపయోగించవచ్చు, ప్రత్యేకించి ఒక నిర్దిష్ట సంపీడన బలం అవసరమయ్యే అనువర్తనాల్లో.
JIS G 3455 STS370 అనేది అధిక పీడన సేవలో ఉపయోగించే కార్బన్ స్టీల్ పదార్థం. ఈ క్రింది పదార్థాలను సమానమైనవి లేదా దాదాపు సమానమైనవిగా పరిగణించవచ్చు:
1. ASTM A53 గ్రేడ్ B: సాధారణ నిర్మాణ మరియు యాంత్రిక అనువర్తనాలకు మరియు ద్రవ రవాణాకు అనుకూలం.
2. API 5L గ్రేడ్ B: అధిక పీడన చమురు మరియు గ్యాస్ రవాణా పైప్లైన్ల కోసం.
3. డిఐఎన్ 1629 స్ట్రీట్37.0: జనరల్ మెకానికల్ ఇంజనీరింగ్ మరియు నౌక నిర్మాణం కోసం.
4. EN 10216-1 P235TR1: అధిక ఉష్ణోగ్రత మరియు అధిక పీడన వాతావరణం కోసం అతుకులు లేని స్టీల్ పైపు.
5. ASTM A106 గ్రేడ్ B: అధిక-ఉష్ణోగ్రత సేవ కోసం అతుకులు లేని కార్బన్ స్టీల్ పైపు.
6.ASTM A179: తక్కువ-ఉష్ణోగ్రత సేవ కోసం అతుకులు లేని కోల్డ్-డ్రాన్ మైల్డ్ స్టీల్ ట్యూబ్లు మరియు పైపులు.
7. డిఐఎన్ 17175 సెయింట్35.8: బాయిలర్లు మరియు పీడన నాళాల కోసం అతుకులు లేని ట్యూబ్ పదార్థాలు.
8. EN 10216-2 P235GH: అధిక-ఉష్ణోగ్రత మరియు అధిక-పీడన వాతావరణాల కోసం మిశ్రమం మరియు మిశ్రమం కాని ఉక్కుతో తయారు చేయబడిన అతుకులు లేని గొట్టాలు మరియు పైపులు.
2014లో స్థాపించబడినప్పటి నుండి, బోటాప్ స్టీల్ ఉత్తర చైనాలో కార్బన్ స్టీల్ పైపుల యొక్క ప్రముఖ సరఫరాదారుగా మారింది, ఇది అద్భుతమైన సేవ, అధిక-నాణ్యత ఉత్పత్తులు మరియు సమగ్ర పరిష్కారాలకు ప్రసిద్ధి చెందింది. కంపెనీ సీమ్లెస్, ERW, LSAW మరియు SSAW స్టీల్ పైపులతో సహా వివిధ రకాల కార్బన్ స్టీల్ పైపులు మరియు సంబంధిత ఉత్పత్తులను అందిస్తుంది, అలాగే పైపు ఫిట్టింగ్లు మరియు ఫ్లాంజ్ల పూర్తి శ్రేణిని అందిస్తుంది.
దీని ప్రత్యేక ఉత్పత్తులలో హై-గ్రేడ్ మిశ్రమలోహాలు మరియు ఆస్టెనిటిక్ స్టెయిన్లెస్ స్టీల్స్ కూడా ఉన్నాయి, వీటిని వివిధ పైప్లైన్ ప్రాజెక్టుల డిమాండ్లను తీర్చడానికి రూపొందించారు.















