
ASTM A210 స్టీల్ ట్యూబ్ విద్యుత్ కేంద్రాలు మరియు పారిశ్రామిక బాయిలర్లు వంటి అధిక ఉష్ణోగ్రత మరియు అధిక పీడన వాతావరణాలకు బాయిలర్ మరియు సూపర్ హీటర్ గొట్టాలుగా ఉపయోగించే మధ్యస్థ కార్బన్ అతుకులు లేని స్టీల్ ట్యూబ్.

నావిగేషన్ బటన్లు
ASTM A210 పరిమాణ పరిధి
బయటి వ్యాసం: 1. 1./2(12.7 మిమీ) ≤ OD ≤5 ఇంచ్ (127 మిమీ)
గోడ మందం: 0.035 in (0.9mm)≤ WT ≤0.500 in (12.7mm)
ఇతర కొలతలు కలిగిన గొట్టాలను అమర్చవచ్చు, అయితే అటువంటి గొట్టాలు ఈ స్పెసిఫికేషన్ యొక్క అన్ని ఇతర అవసరాలకు అనుగుణంగా ఉండాలి.
ముడి పదార్థాలు
ఉక్కు తయారీ అభ్యాసం--ఉక్కు చంపబడుతుంది.
కిల్డ్ స్టీల్ అంటే ఉక్కు కరిగే ప్రక్రియలో సిలికాన్, అల్యూమినియం మరియు మాంగనీస్ వంటి నిర్దిష్ట మొత్తంలో డీఆక్సిడైజర్లను జోడించడాన్ని సూచిస్తుంది.
ఈ సంకలనాలు ఉక్కులోని ఆక్సిజన్తో చర్య జరిపి ఘన ఆక్సైడ్లను ఉత్పత్తి చేయగలవు, తద్వారా ఉక్కులోని ఆక్సిజన్ కంటెంట్ను తగ్గిస్తుంది మరియు ఆక్సీకరణ చేరికలు ఏర్పడకుండా నిరోధిస్తుంది.
ASTM A210 గ్రేడ్
ASTM A210 రెండు గ్రేడ్లలో లభిస్తుంది:గ్రేడ్ A-1 మరియు గ్రేడ్ C.
ASTM A210 సీమ్లెస్ స్టీల్ ట్యూబ్ ఉత్పత్తి ప్రక్రియ
స్టీల్ పైపులు అతుకులు లేని ప్రక్రియ ద్వారా తయారు చేయబడతాయి మరియుహాట్-ఫినిష్డ్ or కోల్డ్-ఫినిష్డ్పేర్కొన్న విధంగా.
సాధారణంగా, 30 మిల్లీమీటర్ల కంటే ఎక్కువ వ్యాసం కలిగిన స్టీల్ పైపులు హాట్-ఫినిష్ చేయబడతాయి మరియు 30 మిల్లీమీటర్ల కంటే తక్కువ లేదా సమానమైన వ్యాసం కలిగినవి కోల్డ్-ఫినిష్ చేయబడతాయి. ఈ భేదాత్మక పద్ధతి సంపూర్ణమైనది కాదు కానీ అతుకులు లేని స్టీల్ పైపు యొక్క ప్రాసెసింగ్ పద్ధతిని నిర్ణయించడానికి త్వరిత మరియు సులభమైన మార్గంగా ఉపయోగించవచ్చు.
వేడి చికిత్స
హాట్-ఫినిష్డ్ ట్యూబ్లకు హీట్ ట్రీట్మెంట్ అవసరం లేదు.
చివరి కోల్డ్-ఫినిషింగ్ ప్రక్రియ తర్వాత కోల్డ్-ఫినిష్డ్ ట్యూబ్లకు సబ్క్రిటికల్ అన్నేల్, ఫుల్ అన్నేల్ లేదా నార్మలైజింగ్ హీట్ ట్రీట్మెంట్ ఇవ్వబడుతుంది.
రసాయన భాగాలు
| మూలకం | గ్రేడ్ A-1 | గ్రేడ్ సి |
| సి (కార్బన్), గరిష్టంA | 0.27 తెలుగు | 0.35 మాగ్నెటిక్స్ |
| Mn (మాంగనీస్) | 0.93 గరిష్టం | 0.29-1.06 |
| P (భాస్వరం), గరిష్టం | 0.035 తెలుగు in లో | 0.035 తెలుగు in లో |
| S (సల్ఫర్), గరిష్టం | 0.035 తెలుగు in లో | 0.035 తెలుగు in లో |
| Si (సిలికాన్), నిమి | 0.1 समानिक समानी 0.1 | 0.1 समानिक समानी 0.1 |
| పేర్కొన్న కార్బన్ గరిష్ట స్థాయి కంటే 0.01% తక్కువ ప్రతి తగ్గింపుకు, పేర్కొన్న గరిష్ట స్థాయి కంటే 0.06% మాంగనీస్ పెరుగుదల గరిష్టంగా 1.35% వరకు అనుమతించబడుతుంది. | ||
ఈ రసాయన కూర్పు అవసరాలు గొట్టాలు తగినంత బలం మరియు ఉష్ణోగ్రత నిరోధకతను కలిగి ఉన్నాయని నిర్ధారిస్తాయి.
యాంత్రిక లక్షణాలు
కంటే చిన్న గొట్టాలకు యాంత్రిక ఆస్తి అవసరాలు వర్తించవు1. 1./ 8లోపలి వ్యాసంలో [3.2 మిమీ] లేదా మందంలో 0.015 అంగుళాలు [0.4 మిమీ].
| జాబితా | ఉయింట్ | గ్రేడ్ A-1 | గ్రేడ్ సి | |
| తన్యత బలం, నిమి | కేఎస్ఐ | 60 | 70 | |
| MPa తెలుగు in లో | 415 తెలుగు in లో | 485 अनिक्षिक | ||
| దిగుబడి బలం, నిమి | కేఎస్ఐ | 37 | 40 | |
| MPa తెలుగు in లో | 255 తెలుగు | 275 తెలుగు | ||
| పొడిగింపు 50 మిమీ (2 అంగుళాలు), నిమి | రేఖాంశ స్ట్రిప్ పరీక్షల కోసం, కింది శాతం పాయింట్ల ప్రాథమిక కనీస పొడుగు నుండి 5/16 అంగుళాల కంటే తక్కువ గోడ మందంలో ప్రతి 1/32-అంగుళాల [0.8-మిమీ] తగ్గుదలకు తగ్గింపు చేయబడుతుంది. | % | 1.5 समानिक स्तुत्रA | 1.5 समानिक स्तुत्रA |
| 4D (వ్యాసం కంటే నాలుగు రెట్లు) కు సమానమైన గేజ్ పొడవు కలిగిన ప్రామాణిక రౌండ్ 2-అంగుళాల లేదా 50-మిమీ గేజ్ పొడవు లేదా దామాషా ప్రకారం పరిమాణంలో ఉన్న చిన్న నమూనాను ఉపయోగించినప్పుడు | 22 | 20 | ||
| Aలెక్కించిన కనీస విలువల కోసం పట్టిక 4 చూడండి. | ||||
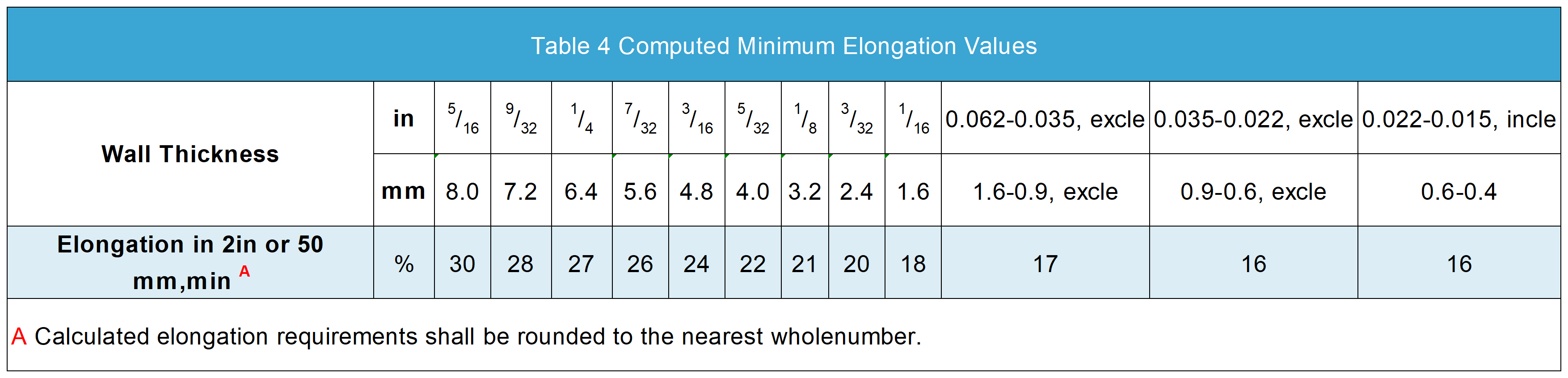
పట్టిక 4 ప్రతిదానికీ లెక్కించిన కనీస పొడుగు విలువలను ఇస్తుంది1. 1./32[0.8 మిమీ] గోడ మందంలో తగ్గుదల.
పైన చూపిన రెండు విలువల మధ్య గోడ మందం ఉన్న చోట, కనీస పొడుగు విలువను ఈ క్రింది సమీకరణం ద్వారా నిర్ణయించాలి:
ఇంపీరియల్ యూనిట్లు(లో): E = 48t+15.00
SI యూనిట్(మిమీ): E = 1.87t+15.00
ఎక్కడ:
E = 2 అంగుళాలు లేదా 50 మిమీలో పొడుగు, %,
t = నమూనా యొక్క వాస్తవ మందం.
కాఠిన్యం పరీక్ష
ప్రతి లాట్ నుండి రెండు గొట్టాల నుండి నమూనాలపై బ్రైనెల్ లేదా రాక్వెల్ కాఠిన్యం పరీక్షలు చేయాలి.
ASTM A210 గ్రేడ్ A-1:79-143 HBW
ASTM A210 గ్రేడ్ C: 89-179 HBW
HBW అనేది బ్రినెల్ కాఠిన్యం యొక్క కొలతను సూచిస్తుంది, ఇక్కడ "W" అనేది కార్బైడ్ బంతిని ఇండెంటర్గా ఉపయోగించడాన్ని సూచిస్తుంది.
ఇతర ప్రయోగాలు
చదును పరీక్ష
ఫ్లేరింగ్ టెస్ట్
హైడ్రోస్టాటిక్ లేదా నాన్డిస్ట్రక్టివ్ ఎలక్ట్రిక్ టెస్ట్
ఉపరితల ముగింపు
దీనిని ఊరగాయ చేయవచ్చు లేదా బ్లాస్ట్ చేయవచ్చు లేదా రెండూ చేయవచ్చు, మరియు ఈ భాగం అంగీకారానికి సంబంధించిన విషయం, మరియు ఎంపిక వినియోగదారు మరియు తయారీదారు మధ్య ఒప్పందంపై ఆధారపడి ఉంటుంది.
ఉక్కు పైపుల ఉపరితలం నుండి ఆక్సిడైజ్డ్ పొరలు మరియు ఇతర కలుషితాలను తొలగించడానికి పిక్లింగ్ ప్రధానంగా ఉపయోగించబడుతుంది.
ఉపరితలాన్ని శుభ్రం చేయడానికి మరియు దాని సంశ్లేషణ బలాన్ని పెంచడానికి షాట్ బ్లాస్టింగ్ ఉపయోగించబడుతుంది.
ఈ చికిత్సలు పైపు ఉపరితల నాణ్యతను ప్రభావితం చేయడమే కాకుండా దాని తుది అనువర్తన లక్షణాలను కూడా ప్రభావితం చేస్తాయి.
కార్యకలాపాలను రూపొందించడం
బాయిలర్లో చొప్పించినప్పుడు, ట్యూబ్లు పగుళ్లు లేదా లోపాలు కనిపించకుండా విస్తరించడం మరియు పూసలు వేయడం వంటివి చేయాలి. సరిగ్గా మార్చబడినప్పుడు, సూపర్ హీటర్ ట్యూబ్లు లోపాలు అభివృద్ధి చెందకుండా అప్లికేషన్కు అవసరమైన అన్ని ఫోర్జింగ్, వెల్డింగ్ మరియు బెండింగ్ ఆపరేషన్లను తట్టుకోవాలి.
ASTM A210 మార్కింగ్
కింది వాటిని స్పష్టంగా గుర్తించాలి:
తయారీదారు పేరు లేదా లోగో.
పైప్ స్పెసిఫికేషన్ (పరిమాణం, గోడ మందం, మొదలైనవి).
పైపు గ్రేడ్.
ఉక్కు పైపు ఉత్పత్తి రకం: హాట్ ఫినిష్డ్ లేదా కోల్డ్ ఫినిష్డ్.
ASTM A210 యొక్క అప్లికేషన్లు
స్టాండ్-అప్ బాయిలర్లు, సిట్-డౌన్ బాయిలర్లు మరియు పారిశ్రామిక లేదా నివాస తాపనానికి ఉపయోగించే ఇతర బాయిలర్లు వంటి తక్కువ ఒత్తిడి కలిగిన చిన్న నుండి మధ్య తరహా బాయిలర్ల తయారీలో ఉపయోగిస్తారు.
సూపర్ హీటర్లు అనేవి బాయిలర్ యొక్క భాగాలు, వీటిని ఆవిరి ఉష్ణోగ్రతను దాని మరిగే బిందువు కంటే పెంచడానికి ఉపయోగిస్తారు మరియు ASTM A210 గొట్టాలు ఈ అధిక-ఉష్ణోగ్రత భాగాల తయారీకి అనుకూలంగా ఉంటాయి.
మా సంబంధిత ఉత్పత్తులు
మేము చైనా నుండి అధిక-నాణ్యత గల వెల్డింగ్ కార్బన్ స్టీల్ పైపు తయారీదారు మరియు సరఫరాదారు, మరియు మేము మీకు విస్తృత శ్రేణి స్టీల్ పైపు పరిష్కారాలను అందిస్తున్నాము, సీమ్లెస్ స్టీల్ పైపు స్టాకిస్ట్ కూడా!
ట్యాగ్లు: astm 210, బాయిలర్, సీమ్లెస్, హాట్-ఫినిష్డ్, కోల్డ్-ఫినిష్డ్, సూపర్ హీటర్, సరఫరాదారులు, తయారీదారులు, కర్మాగారాలు, స్టాకిస్టులు, కంపెనీలు, టోకు, కొనుగోలు, ధర, కోట్, బల్క్, అమ్మకానికి, ధర.
పోస్ట్ సమయం: ఏప్రిల్-24-2024