
BS EN 10210 స్టీల్ ట్యూబ్లువిస్తృత శ్రేణి నిర్మాణ మరియు యాంత్రిక నిర్మాణ అనువర్తనాల కోసం మిశ్రమం లేని మరియు సూక్ష్మ-ధాన్యం స్టీల్స్ యొక్క వేడి-పూర్తయిన బోలు విభాగాలు. గుండ్రని, చతురస్ర, దీర్ఘచతురస్రాకార మరియు ఓవల్ విభాగాలను కలిగి ఉంటుంది.
EN 10210 మరియు BS EN 10210 ప్రమాణాలు ఒకేలాంటివి కానీ వేర్వేరు సంస్థలతో ఉంటాయి.

నావిగేషన్ బటన్లు
BS EN 10210 వర్గీకరణ
BS EN 10210 సైజు పరిధి
ముడి పదార్థాలు
BS EN 10210 స్టీల్ పేరు
BS EN 10210 యొక్క డెలివరీ షరతులు
BS EN 10210 యొక్క రసాయన కూర్పు
BS EN 10210 యొక్క యాంత్రిక లక్షణాలు
ప్రభావ పరీక్షలు
వెల్డింగ్ సామర్థ్యం
డైమెన్షనల్ టాలరెన్స్
ఉపరితల స్వరూపం
గాల్వనైజ్ చేయబడింది
ఉపరితల లోపాల మరమ్మత్తు
BS EN 10210 మార్కింగ్
అప్లికేషన్లు
మా సంబంధిత ఉత్పత్తులు
BS EN 10210 వర్గీకరణ
ఉక్కు రకం ద్వారా
మిశ్రమం లేని మరియు మిశ్రమం లేని ప్రత్యేక స్టీల్స్
మిశ్రమం లేని స్టీల్స్:S235JRH, S275JOH ,S275J2H, S355JOH, S355J2H, S355K2H, S275NH, S275NLH, S355NH, S355NLH.
మిశ్రమ ప్రత్యేక స్టీల్స్: S420NH、S420NLH、S460NH、S460NLH.
ఒక సులభమైన గుర్తింపు పద్ధతి: స్టీల్ పేరుతో, ఇండెక్స్ యొక్క దిగుబడి బలం '4' సంఖ్యతో ప్రారంభమైతే, అల్లాయ్ స్టీల్ కోసం
తయారీ ప్రక్రియ ద్వారా
నిర్మాణాత్మక బోలు విభాగాలను తయారు చేయాలిఅతుకులు లేని లేదా వెల్డింగ్ ప్రక్రియలు.
సజావుగా తయారు చేయడంలో ఇవి ఉన్నాయి: హాట్-ఫినిష్డ్ మరియు కోల్డ్-ఫినిష్డ్
సాధారణ వెల్డింగ్లలో ఎలక్ట్రిక్ రెసిస్టెన్స్ వెల్డింగ్ (ERW) మరియు సబ్మెర్జ్డ్ ఆర్క్ వెల్డింగ్ (SAW) ఉన్నాయి: LSAW, SSAW.
విద్యుత్తుతో వెల్డింగ్ చేయబడిన బోలు విభాగాలకు సాధారణంగా అంతర్గత వెల్డింగ్ ట్రిమ్మింగ్ అవసరం లేదు.
క్రాస్-సెక్షన్ ఆకారం ద్వారా
సిహెచ్ఎస్: వృత్తాకార బోలు విభాగాలు;
ఆర్హెచ్ఎస్: చతురస్రాకార లేదా దీర్ఘచతురస్రాకార బోలు విభాగాలు;
ఈహెచ్ఎస్: దీర్ఘవృత్తాకార బోలు విభాగాలు;
ఈ వ్యాసం సంబంధిత కంటెంట్ యొక్క వృత్తాకార క్రాస్-సెక్షన్ (CHS) ద్వారా నిర్వహించబడింది.
BS EN 10210 సైజు పరిధి
గోడ మందం: ≤120mm
బయటి వ్యాసం:
రౌండ్ (CHS): బయటి వ్యాసం≤2500 మిమీ;
చతురస్రం (RHS): బయటి వ్యాసం≤ 800 మిమీ × 800 మిమీ;
దీర్ఘచతురస్రాకార (RHS): బయటి వ్యాసం≤750 మిమీ × 500 మిమీ;
ఓవల్( EHS): బయటి వ్యాసం≤ 500 మిమీ × 250 మిమీ.
ముడి పదార్థాలు
మిశ్రమం లేని మరియు సూక్ష్మమైన ఉక్కు.
మిశ్రమం లేని ఉక్కు నాలుగు లక్షణాలు JR, JO, J2, మరియు K2 పేర్కొనబడ్డాయి.
సూక్ష్మ ధాన్యపు స్టీల్స్: నాలుగు లక్షణాలు N మరియు NL పేర్కొనబడ్డాయి.
ఫైన్ గ్రెయిన్ స్టీల్స్ అనేవి ఫైన్ గ్రెయిన్ స్ట్రక్చర్ కలిగిన స్టీల్స్, ఫెర్రైట్ గ్రెయిన్ సైజు ≥ 6.
BS EN 10210 స్టీల్ పేరు
నాన్-అల్లాయ్ స్టీల్ బోలు విభాగాలకు స్టీల్ హోదాలో ఇవి ఉంటాయి
ఉదాహరణ: BS EN 10210-S275J0H
నాలుగు భాగాలను కలిగి ఉంటుంది:S, 275, J0, మరియు H.
1.S: స్ట్రక్చరల్ స్టీల్ అని సూచిస్తుంది.
2.సంఖ్యా విలువ(275): MPa లో కనీస పేర్కొన్న దిగుబడి బలం కోసం మందం ≤ 16mm.
3.JR: గది ఉష్ణోగ్రత వద్ద నిర్దిష్ట ప్రభావ లక్షణాలతో ఉందని సూచిస్తుంది;
J0: నిర్దిష్ట ప్రభావ లక్షణాలతో 0 ℃ వద్ద ఉందని సూచిస్తుంది;
J2 లేదా K2: నిర్దిష్ట ప్రభావ లక్షణాలతో -20 ℃ లో సూచించబడింది;
4.H: బోలు విభాగాలను సూచిస్తుంది.
సూక్ష్మ ధాన్యపు ఉక్కు నిర్మాణ బోలు విభాగాలకు ఉక్కు హోదాలో ఇవి ఉంటాయి
ఉదాహరణ: EN 10210-S355NLH
ఐదు భాగాలను కలిగి ఉంటుంది:ఎస్, 355, ఎన్, ఎల్, మరియు హెచ్.
1. S: స్ట్రక్చరల్ స్టీల్ను సూచిస్తుంది.
2. సంఖ్యా విలువ(355): మందం ≤ 16mm కనీస పేర్కొన్న దిగుబడి బలం, యూనిట్ MPa.
3. N: ప్రామాణిక లేదా ప్రామాణిక రోలింగ్.
4. L: -50 °C వద్ద నిర్దిష్ట ప్రభావ లక్షణాలు.
5.H: బోలు విభాగాన్ని సూచిస్తుంది.
BS EN 10210 యొక్క డెలివరీ షరతులు
JR, J0, J2 మరియు K2 - హాట్ ఫినిష్డ్.
N మరియు NL - సాధారణీకరించబడింది. సాధారణీకరించబడిన వాటిలో సాధారణీకరించబడిన రోల్డ్ కూడా ఉంటుంది.
JR, J0, J2 మరియు K2 - హాట్ వర్క్డ్
N మరియు NL - సాధారణీకరణ. సాధారణీకరణలో రోలింగ్ను సాధారణీకరించడం ఉంటుంది.
10 మిమీ కంటే ఎక్కువ గోడ మందం ఉన్న అతుకులు లేని బోలు విభాగాలకు లేదా T/D 0,1 కంటే ఎక్కువగా ఉన్నప్పుడు, ఉద్దేశించిన నిర్మాణాన్ని సాధించడానికి ఆస్టెనిటైజ్ చేసిన తర్వాత వేగవంతమైన శీతలీకరణను వర్తింపజేయడం లేదా పేర్కొన్న యాంత్రిక లక్షణాలను సాధించడానికి ద్రవ క్వెన్చింగ్ మరియు టెంపరింగ్ను వర్తింపజేయడం అవసరం కావచ్చు.
10 మిమీ కంటే ఎక్కువ గోడ మందం కలిగిన అతుకులు లేని బోలు విభాగాలకు, లేదా T/D 0.1 కంటే ఎక్కువగా ఉన్నప్పుడు, కావలసిన నిర్మాణాన్ని సాధించడానికి ఆస్టెనిటైజేషన్ తర్వాత వేగవంతమైన శీతలీకరణ అవసరం కావచ్చు లేదా పేర్కొన్న యాంత్రిక లక్షణాలను సాధించడానికి ద్రవ చల్లబరచడం మరియు టెంపరింగ్ అవసరం కావచ్చు.
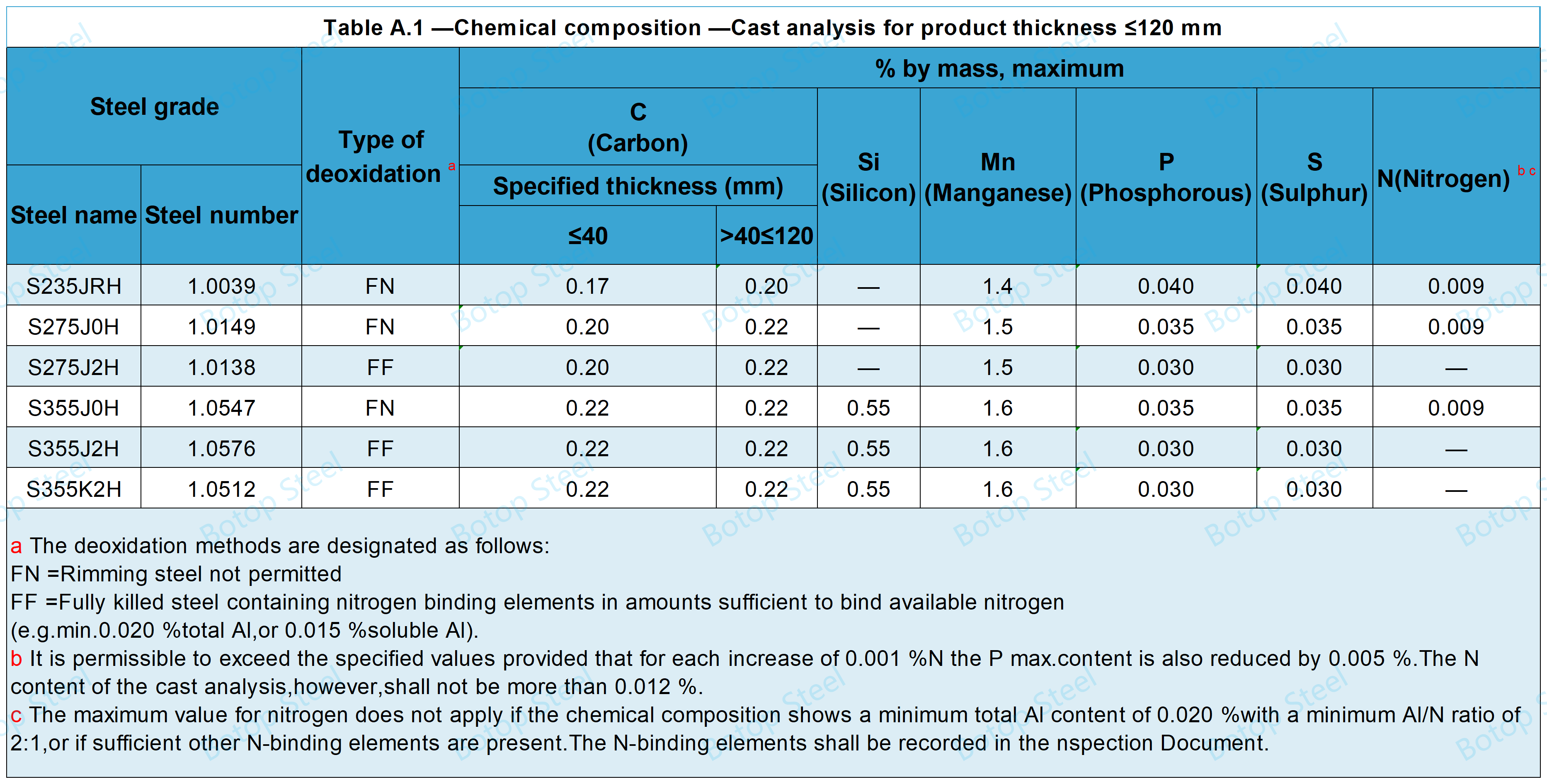
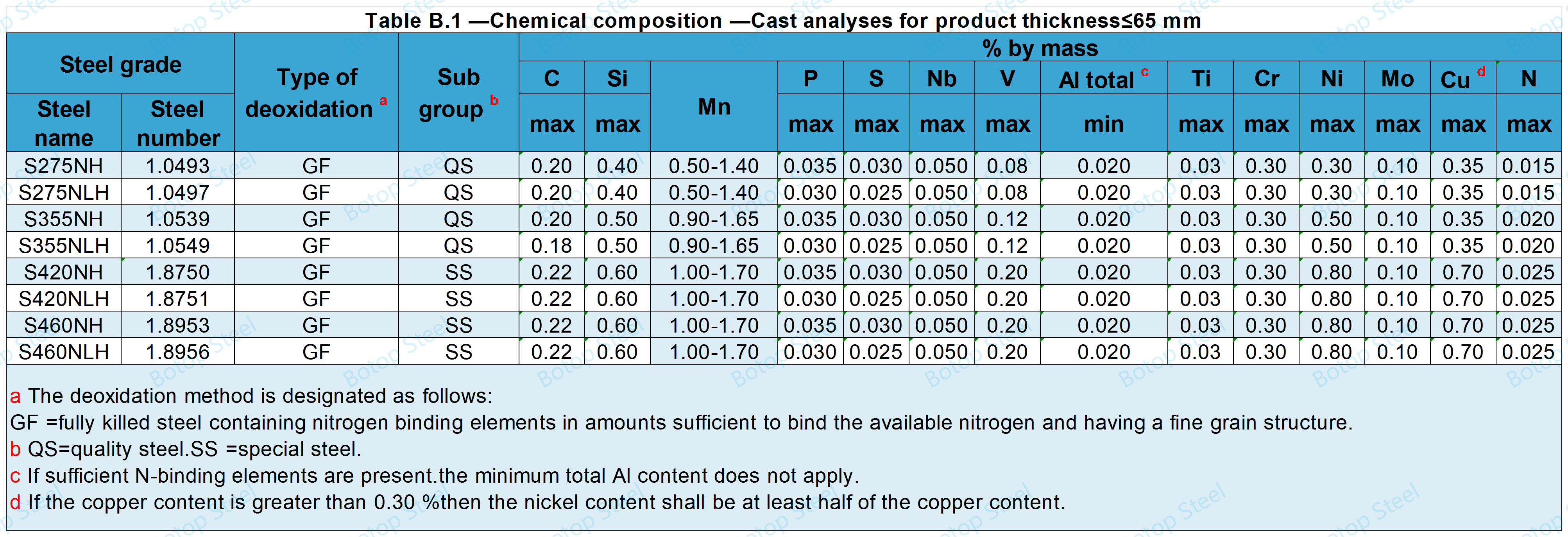
BS EN 10210 యొక్క రసాయన కూర్పు
నాన్-అల్లాయ్ స్టీల్స్ - రసాయన కూర్పు
ఫైన్ గ్రెయిన్ స్టీల్స్ - రసాయన కూర్పు
CEV ని నిర్ణయించేటప్పుడు ఈ క్రింది సూత్రాన్ని ఉపయోగించాలి:
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
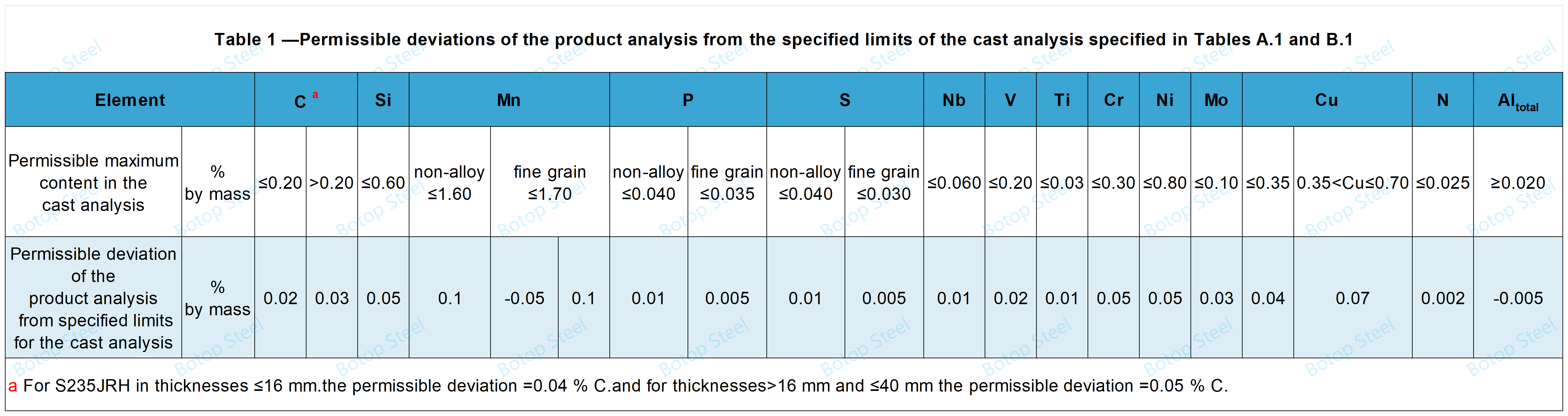
రసాయన కూర్పులో విచలనం
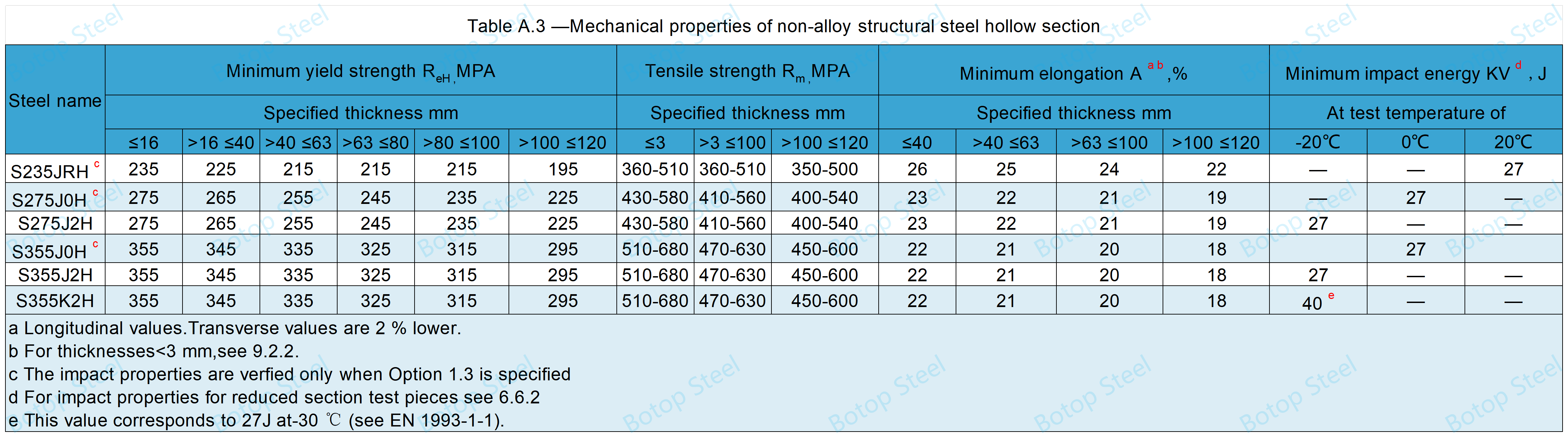
BS EN 10210 యొక్క యాంత్రిక లక్షణాలు
ఒత్తిడి ఉపశమనాన్ని 580 °C కంటే ఎక్కువ లేదా ఒక గంట కంటే ఎక్కువసేపు ఎనియలింగ్ చేయడం వల్ల యాంత్రిక లక్షణాలు క్షీణించవచ్చు.
నాన్-అల్లాయ్ స్టీల్స్ - మెకానికల్ ప్రాపర్టీస్
ఫైన్ గ్రెయిన్ స్టీల్స్ - యాంత్రిక లక్షణాలు
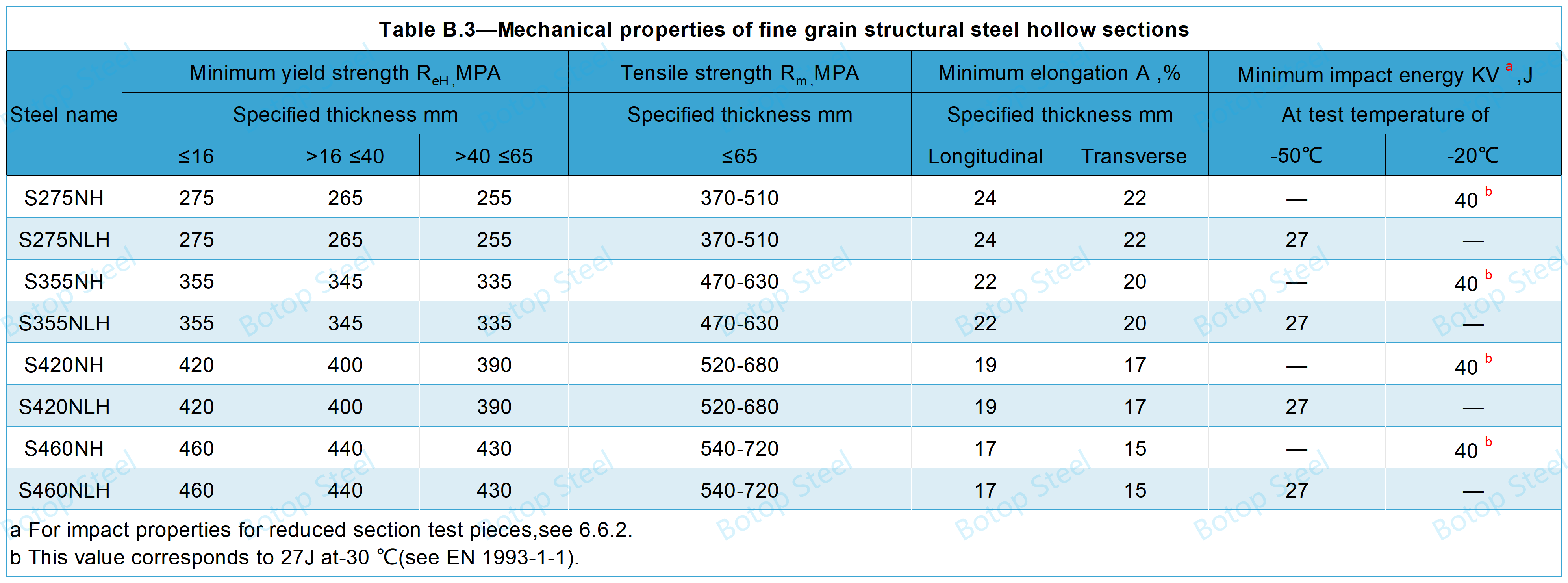
ప్రభావ పరీక్షలు
పేర్కొన్న మందం 6 మిమీ ఉన్నప్పుడు ఇంపాక్ట్ టెస్టింగ్ అవసరం లేదు.
EN 10045-1 ప్రకారం ప్రామాణిక V-నాచ్డ్ నమూనాలను ఉపయోగించాలి.
ప్రామాణిక నమూనాల తయారీకి నామమాత్రపు ఉత్పత్తి మందం సరిపోకపోతే, 10 మిమీ కంటే తక్కువ వెడల్పు ఉన్న కానీ 5 మిమీ కంటే తక్కువ లేని నమూనాలను ఉపయోగించి పరీక్షలు నిర్వహించబడతాయి.
వెల్డింగ్ సామర్థ్యం
BS EN 10210 లోని స్టీల్స్ వెల్డింగ్ చేయగలవు.
EN 1011-1 మరియు EN 1011-2 వెల్డింగ్ ఉత్పత్తులకు సాధారణ అవసరాలను పేర్కొంటాయి.
ఉత్పత్తి మందం, బల స్థాయి మరియు CEV పెరిగేకొద్దీ వెల్డ్ జోన్లో చల్లని పగుళ్లు ఏర్పడటం ప్రధాన ప్రమాదం.
డైమెన్షనల్ టాలరెన్స్
ఆకారం, నిటారుగా మరియు ద్రవ్యరాశిపై సహనాలు

పొడవు యొక్క సహనాలు

SAW వెల్డ్ యొక్క సీమ్ ఎత్తు
మునిగిపోయిన ఆర్క్ వెల్డెడ్ బోలు విభాగాలకు అంతర్గత మరియు బాహ్య వెల్డ్ సీమ్ యొక్క ఎత్తుపై సహనం.
| మందం, T | గరిష్ట వెల్డ్ పూస ఎత్తు, mm |
| ≤14,2, 2, 2, 2, 3, 4, 5, 6, 7, 14, 2, 2, 2, 2, 3, 3, 4, 5, 6, 14, 23, 4, 5, 6, 14, 2, 2, 2, 3, 4, 5, | 3.5 |
| > 14,2 | 4.8 अगिराला |
BS EN 10210 ప్రమాణం సీమ్లెస్ మరియు వెల్డెడ్ హాట్-ఫినిష్డ్ హాలో సెక్షన్ ఉత్పత్తులను వర్తిస్తుంది. ప్రధాన వెల్డింగ్ ప్రక్రియలు రెసిస్టెన్స్ వెల్డింగ్ (ERW) మరియు సబ్మెర్జ్డ్ ఆర్క్ వెల్డింగ్ (SAW). ERW స్టీల్ పైపులలోని వెల్డ్లు ఎక్కువగా కనిపించవు, అయితే SAW వెల్డ్లు సాధారణంగా SAW కారణంగా గరుకుగా మరియు మరింత స్పష్టంగా కనిపిస్తాయి.
ఉపరితల స్వరూపం
ఉపయోగించిన తయారీ పద్ధతికి అనుగుణంగా ఉపరితలం మృదువైన ముగింపును కలిగి ఉండాలి;
మందం సహనం లోపల ఉంటే, తయారీ ప్రక్రియ ఫలితంగా ఏర్పడే గడ్డలు, పొడవైన కమ్మీలు లేదా నిస్సారమైన రేఖాంశ పొడవైన కమ్మీలు అనుమతించబడతాయి.
గాల్వనైజ్ చేయబడింది
BS EN 10210 లోని ఉత్పత్తులు హాట్ డిప్ గాల్వనైజింగ్ ట్రీట్మెంట్కు అనుకూలంగా ఉంటాయి.
పూత అవసరాలను పేర్కొనడానికి EN ISO 1461ని ఉపయోగించాలి.
కనీసం 98% జింక్ కంటెంట్ ఉన్న కరిగిన ద్రావణంలో ముంచడం ద్వారా జింక్ పూతలను పూస్తారు.
ఉపరితల లోపాల మరమ్మత్తు
మరమ్మతు చేయబడిన మందం కనీస అనుమతించదగిన మందం కంటే తక్కువ కాకుండా ఉంటే, తయారీదారుచే గ్రైండింగ్ చేయడం ద్వారా ఉపరితల లోపాలను తొలగించవచ్చు.
వెల్డింగ్ ప్రక్రియ ద్వారా తయారు చేయబడితే, మునిగిపోయిన ఆర్క్ వెల్డింగ్ తప్ప, వెల్డ్స్ మరమ్మత్తు అనుమతించబడదు.
నాన్-అల్లాయ్ స్టీల్ పైపును పైపు బాడీని వెల్డింగ్ చేయడం ద్వారా మరమ్మతు చేయవచ్చు. అల్లాయ్ స్టీల్ పైపును బాడీని వెల్డింగ్ చేయడం ద్వారా మరమ్మతు చేయకపోవచ్చు.
BS EN 10210 మార్కింగ్
స్టీల్ పైపు మార్కింగ్ యొక్క విషయాలు వీటిని కలిగి ఉండాలి:
అనేది ఉక్కు పేరు, ఉదా. EN 10210-S275JOH.
అనేది తయారీదారు పేరు లేదా ట్రేడ్మార్క్.
గుర్తింపు కోడ్, ఉదా. ఆర్డర్ నంబర్.
BS EN 10210 స్టీల్ ట్యూబ్లను సులభంగా గుర్తించడం మరియు గుర్తించగలిగేలా ఉండేలా వివిధ పద్ధతుల ద్వారా గుర్తించవచ్చు, పెయింటింగ్, స్టాంపింగ్, అంటుకునే లేబుల్లు లేదా అదనపు లేబుల్ల ద్వారా, వీటిని వ్యక్తిగతంగా లేదా కలిపి ఉపయోగించవచ్చు.
అప్లికేషన్లు
దాని అధిక బలం, మంచి దృఢత్వం మరియు వెల్డబిలిటీ కారణంగా, BS EN 10210 విస్తృత శ్రేణి వాతావరణాలను మరియు లోడింగ్ పరిస్థితులను తట్టుకోగలదు మరియు వివిధ రకాల నిర్మాణ అనువర్తనాల్లో విస్తృతంగా ఉపయోగించబడుతుంది.
భవన నిర్మాణాలు: ఉదా. ఎత్తైన భవనాల కోసం అస్థిపంజరాలు, స్టేడియంల కోసం పైకప్పు నిర్మాణాలు మరియు వంతెనలకు మద్దతు అంశాలు.
మెకానికల్ ఇంజనీరింగ్: యంత్రాలు మరియు భారీ పరికరాల కోసం ఫ్రేమ్లు మరియు సపోర్ట్లు.
సివిల్ ఇంజనీరింగ్: సొరంగం స్తంభాలు, వంతెన స్తంభాలు మరియు ఇతర భారాన్ని మోసే నిర్మాణాలు వంటివి.
రవాణా మౌలిక సదుపాయాలు: రోడ్లు మరియు రైలుమార్గ వంతెనల కోసం భాగాలు సహా.
శక్తి రంగం: ఉదా. విండ్ టర్బైన్ టవర్లు మరియు శక్తి సౌకర్యాల కోసం ఇతర నిర్మాణ భాగాలు.
మేము చైనా నుండి అధిక-నాణ్యత గల వెల్డింగ్ కార్బన్ స్టీల్ పైపు తయారీదారు మరియు సరఫరాదారు, మరియు మేము మీకు విస్తృత శ్రేణి స్టీల్ పైపు పరిష్కారాలను అందిస్తున్నాము, సీమ్లెస్ స్టీల్ పైపు స్టాకిస్ట్ కూడా!
టాగ్లు: bs en 10210, en 10210,s275j2h,s275j0h,s355j2h.
పోస్ట్ సమయం: ఏప్రిల్-25-2024