
JIS G 3456 స్టీల్ పైప్స్కార్బన్ స్టీల్ ట్యూబ్లు ప్రధానంగా 350℃ కంటే ఎక్కువ ఉష్ణోగ్రతల వద్ద 10.5 మిమీ మరియు 660.4 మిమీ మధ్య బయటి వ్యాసం కలిగిన సేవా వాతావరణాలలో ఉపయోగించడానికి అనుకూలంగా ఉంటాయా?

నావిగేషన్ బటన్లు
JIS G 3456 గ్రేడ్ వర్గీకరణ
ముడి పదార్థాలు
JIS G 3456 తయారీ ప్రక్రియలు
పైపు చివర
హాట్ ట్రీట్మెంట్
JIS G 3456 యొక్క రసాయన భాగాలు
JIS G 3456 యొక్క తన్యత పరీక్ష
చదును ప్రయోగం
వంపు పరీక్ష
హైడ్రాలిక్ పరీక్ష లేదా నాన్డిస్ట్రక్టివ్ పరీక్ష (NDT)
JIS G 3456 యొక్క పైప్ బరువు చార్ట్ మరియు పైప్ షెడ్యూల్లు
డైమెన్షనల్ టాలరెన్సెస్
స్వరూపం
JIS G 3456 మార్కింగ్
JIS G 3456 స్టీల్ పైప్ అప్లికేషన్లు
JIS G 3456 కు సంబంధించిన ప్రమాణాలు
మా సంబంధిత ఉత్పత్తులు
JIS G 3456 గ్రేడ్ వర్గీకరణ
పైపు యొక్క తన్యత బలం ప్రకారం JIS G 3456 ప్రమాణం మూడు గ్రేడ్లను కలిగి ఉంది.
STPT370, STPT410 మరియు STPT480
అవి వరుసగా 370, 410, మరియు 480 N/mm² (MPa) కనిష్ట తన్యత బలం కలిగిన గొట్టాలను సూచిస్తాయి.
ముడి పదార్థాలు
పైపులను చంపబడిన ఉక్కుతో తయారు చేయాలి.
కిల్డ్ స్టీల్ అనేది ఒక ప్రత్యేక రకమైన ఉక్కు, ఇది ద్రవీభవన ప్రక్రియలో అల్యూమినియం మరియు సిలికాన్ వంటి నిర్దిష్ట మూలకాలను జోడించడం ద్వారా ఉక్కులోని ఆక్సిజన్ మరియు ఇతర హానికరమైన మలినాలను గ్రహించి బంధిస్తుంది.
ఈ ప్రక్రియ వాయువులు మరియు మలినాలను సమర్థవంతంగా తొలగిస్తుంది, తద్వారా ఉక్కు యొక్క స్వచ్ఛత మరియు ఏకరూపతను మెరుగుపరుస్తుంది.
JIS G 3456 తయారీ ప్రక్రియలు
ట్యూబ్ తయారీ ప్రక్రియలు మరియు ఫినిషింగ్ పద్ధతుల సముచిత కలయికను ఉపయోగించి ఉత్పత్తి చేయబడింది.
| గ్రేడ్ చిహ్నం | తయారీ ప్రక్రియ యొక్క చిహ్నం | ||
| పైపు తయారీ ప్రక్రియ | పూర్తి చేసే పద్ధతి | మార్కింగ్ | |
| STPT370 ద్వారా మరిన్ని ఎస్టీపీటీ410 STPT480 పరిచయం | అతుకులు:S | హాట్-ఫినిష్డ్:H కోల్డ్-ఫినిష్డ్:C | 13 బి లో ఇవ్వబడినట్లుగా). |
| వెల్డింగ్ చేయబడిన విద్యుత్ నిరోధకత:E బట్ వెల్డింగ్:B | హాట్-ఫినిష్డ్:H కోల్డ్-ఫినిష్డ్:C విద్యుత్ నిరోధకత వెల్డింగ్ చేయబడినప్పుడు:G | ||
కోసంఎస్టీపీటీ 480గ్రేడ్ పైపు, సీమ్లెస్ స్టీల్ పైపును మాత్రమే ఉపయోగించాలి.
రెసిస్టెన్స్ వెల్డింగ్ ఉపయోగించినట్లయితే, పైపు లోపలి మరియు బయటి ఉపరితలాలపై ఉన్న వెల్డింగ్లను తొలగించి మృదువైన వెల్డింగ్ను పొందాలి.
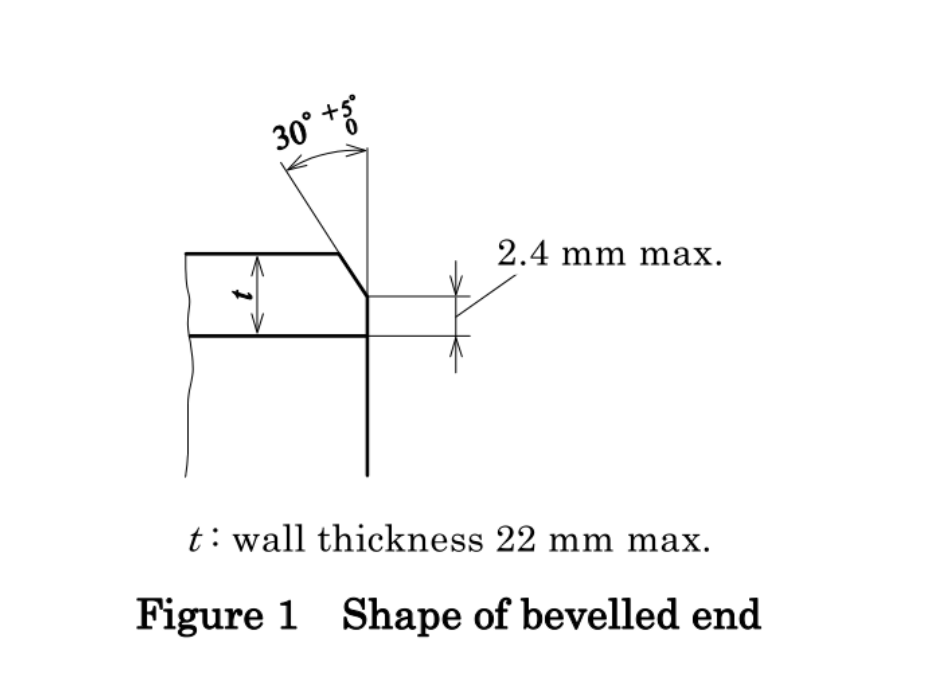
పైపు చివర
పైపు ఉండాలిఫ్లాట్ ఎండ్.
పైపును బెవెల్డ్ ఎండ్లోకి ప్రాసెస్ చేయాల్సి వస్తే, గోడ మందం ≤ 22mm స్టీల్ పైపు కోసం, బెవెల్ కోణం 30-35°, స్టీల్ పైపు అంచు యొక్క బెవెల్ వెడల్పు: గరిష్టంగా 2.4mm.
22mm స్టీల్ పైపు వాలు చివర కంటే ఎక్కువ గోడ మందం, సాధారణంగా మిశ్రమ బెవెల్గా ప్రాసెస్ చేయబడుతుంది, ప్రమాణాల అమలు ASME B36.19 యొక్క సంబంధిత అవసరాలను సూచించవచ్చు.
హాట్ ట్రీట్మెంట్
గ్రేడ్ మరియు తయారీ ప్రక్రియ ప్రకారం తగిన వేడి చికిత్స ప్రక్రియను ఎంచుకోండి.

JIS G 3456 యొక్క రసాయన భాగాలు
రసాయన కూర్పు పరీక్ష
ఉష్ణ విశ్లేషణ పద్ధతి JIS G 0320 కి అనుగుణంగా ఉండాలి.
ఉత్పత్తి విశ్లేషణ పద్ధతి JIS G 0321 కి అనుగుణంగా ఉండాలి.
| గ్రేడ్ చిహ్నం | C(కార్బన్) | Si(సిలికాన్) | Mn(మాంగనీస్) | P(భాస్వరం) | S(సల్ఫర్) |
| గరిష్టంగా | గరిష్టంగా | గరిష్టంగా | |||
| STPT370 ద్వారా మరిన్ని | 0.25% | 0.10-0.35% | 0.30-0.90% | 0.035% | 0.035% |
| ఎస్టీపీటీ410 | 0.30% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
| STPT480 పరిచయం | 0.33% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
రసాయన కూర్పుకు సహనం
అతుకులు లేని స్టీల్ పైపులు JIS G 0321 యొక్క టేబుల్ 3 లోని టాలరెన్స్లకు లోబడి ఉండాలి.
రెసిస్టెన్స్-వెల్డెడ్ స్టీల్ పైపులు JIS G 0321 యొక్క టేబుల్ 2 లోని టాలరెన్స్లకు లోబడి ఉండాలి.
JIS G 3456 యొక్క తన్యత పరీక్ష
పరీక్షా పద్ధతులు: పరీక్షా పద్ధతులు JIS Z.2241 లోని ప్రమాణాలకు అనుగుణంగా ఉండాలి.
తన్యత బలం, దిగుబడి బలం మరియు పొడుగు కోసం పట్టిక 4 లో ఇవ్వబడిన అవసరాలను పైపు తీర్చాలి.
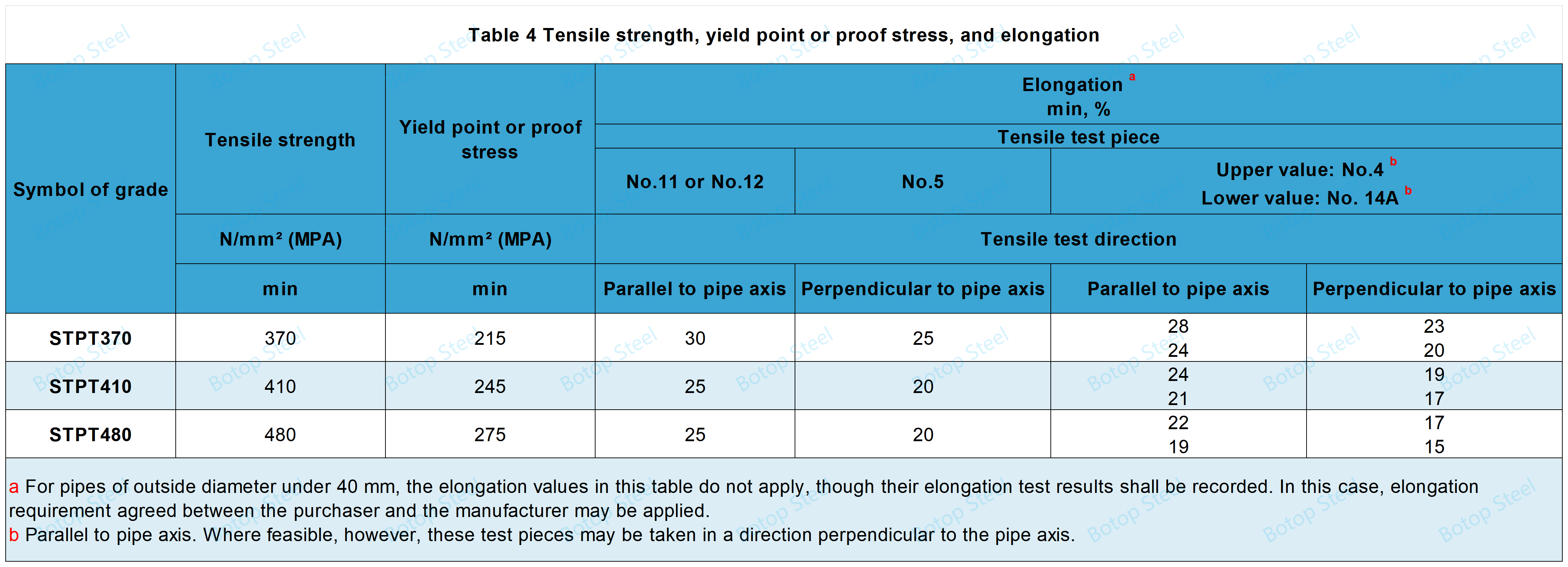
ఉపయోగించిన పరీక్ష ముక్క JIS Z 2241 లో పేర్కొన్న నం. 11, నం. 12 (నం. 12A, నం. 12B, లేదా నం. 12C), నం. 14A, నం. 4 లేదా నం. 5 అయి ఉండాలి.
టెస్ట్ ముక్క నం. 4 యొక్క వ్యాసం 14 మిమీ (గేజ్ పొడవు 50 మిమీ) ఉండాలి.
పరీక్ష ముక్కలు నం. 11 మరియు నం. 12 పైపు అక్షానికి సమాంతరంగా తీసుకోవాలి,
పరీక్ష ముక్కలు నం. 14A మరియు నం. 4, పైపు అక్షానికి సమాంతరంగా లేదా లంబంగా,
మరియు టెస్ట్ ముక్క నం. 5, పైపు అక్షానికి లంబంగా.
విద్యుత్ నిరోధకత వెల్డింగ్ స్టీల్ పైపు నుండి తీసుకున్న టెస్ట్ ముక్క నం. 12 లేదా నం. 5 వెల్డింగ్ కలిగి ఉండకూడదు.
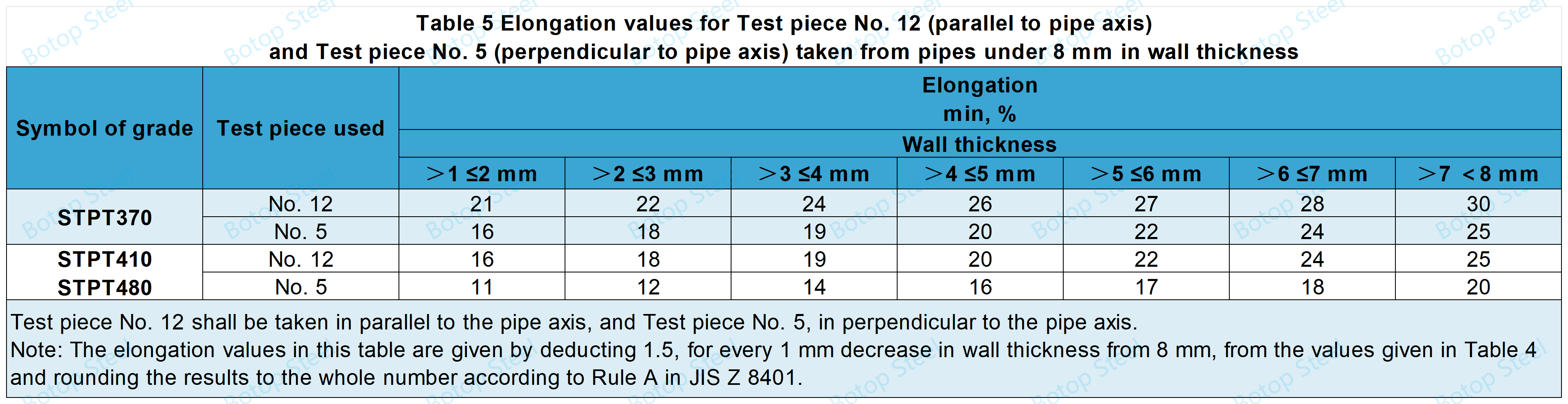
టెస్ట్ పీస్ నంబర్ 12 లేదా టెస్ట్ పీస్ నంబర్ 5 ఉపయోగించి 8 మిమీ కంటే తక్కువ మందం కలిగిన పైపుల తన్యత పరీక్ష కోసం, టేబుల్ 5 లో ఇవ్వబడిన పొడుగు అవసరం వర్తిస్తుంది.
చదును ప్రయోగం
గది ఉష్ణోగ్రత వద్ద (5°C - 35°C), రెండు ప్లాట్ఫారమ్ల మధ్య నమూనాను చదును చేయండి, అదివాటి మధ్య దూరం (H) పేర్కొన్న విలువకు చేరుకుని, ఆపై పగుళ్లు ఉన్నాయా అని తనిఖీ చేయండి.
H=(1+e)t/(e+t/D)
н: ప్లేట్ల మధ్య దూరం (మిమీ)
t: పైపు గోడ మందం (మిమీ)
D: పైపు బయటి వ్యాసం (మిమీ)
е: ప్రతి గ్రేడ్ పైపుకు స్థిరాంకం నిర్వచించబడింది:
STPT370 కి 0.08,
STPT410 మరియు STPT480 లకు 0.07
వంపు పరీక్ష
60.5 మిమీ లేదా అంతకంటే తక్కువ బయటి వ్యాసం కలిగిన పైపులకు వంగడం వర్తిస్తుంది.
పరీక్షా పద్ధతి గది ఉష్ణోగ్రత వద్ద (5°C నుండి 35°C), లోపలి వ్యాసార్థం పైపు బయటి వ్యాసం కంటే 6 రెట్లు ఉండే వరకు పరీక్ష భాగాన్ని మాండ్రెల్ చుట్టూ వంచి, పగుళ్లు ఉన్నాయా అని తనిఖీ చేయండి. ఈ పరీక్షలో, వెల్డ్ వంపు యొక్క బయటి భాగం నుండి దాదాపు 90° దూరంలో ఉండాలి.
పైపు యొక్క బయటి వ్యాసం లోపలి వ్యాసార్థం నాలుగు రెట్లు మరియు వంపు కోణం 180° ఉండాలనే నిబంధన ప్రకారం వంపు పరీక్షను కూడా నిర్వహించవచ్చు.
హైడ్రాలిక్ పరీక్ష లేదా నాన్డిస్ట్రక్టివ్ పరీక్ష (NDT)
ప్రతి పైపుపై హైడ్రాలిక్ పరీక్ష లేదా నాన్-డిస్ట్రక్టివ్ పరీక్ష నిర్వహించాలి.
హైడ్రాలిక్ పరీక్ష
కనీసం 5 సెకన్ల పాటు పేర్కొన్న కనిష్ట హైడ్రాలిక్ పరీక్ష పీడనం వద్ద పైపును పట్టుకోండి మరియు పైపు లీకేజీ లేకుండా ఒత్తిడిని తట్టుకోగలదని గమనించండి.
స్టీల్ పైపు షెడ్యూల్ ప్రకారం హైడ్రాలిక్ సమయం పేర్కొనబడింది.
| పట్టిక 6 కనిష్ట హైడ్రాలిక్ పరీక్ష పీడనం | ||||||||||
| నామమాత్రపు గోడ మందం | షెడ్యూల్ నంబర్: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 లు | 120 తెలుగు | 140 తెలుగు | 160 తెలుగు | |
| కనిష్ట హైడ్రాలిక్ పరీక్ష పీడనం, MPa | 2.0 తెలుగు | 3.5 | 5.0 తెలుగు | 6.0 తెలుగు | 9.0 తెలుగు | 12 | 15 | 18 | 20 | 20 |
నాన్డిస్ట్రక్టివ్ టెస్ట్
అల్ట్రాసోనిక్ తనిఖీని ఉపయోగించినట్లయితే, JIS G 0582లో పేర్కొన్న విధంగా UD-రకం రిఫరెన్స్ ప్రమాణాలను కలిగి ఉన్న రిఫరెన్స్ నమూనాల నుండి సిగ్నల్లను అలారం స్థాయిలుగా ఉపయోగించాలి; అలారం స్థాయికి సమానమైన లేదా అంతకంటే ఎక్కువ పైపు నుండి వచ్చే ఏదైనా సిగ్నల్ తిరస్కరించబడుతుంది. అదనంగా, కోల్డ్ ఫినిషింగ్ కాకుండా, పైపులను పరీక్షించడానికి చదరపు విరామాల కనీస లోతు 0.3 మిమీ ఉండాలి.
ఎడ్డీ కరెంట్ తనిఖీని ఉపయోగించినట్లయితే, JIS G 0583లో పేర్కొన్న విధంగా EY రకం రిఫరెన్స్ ప్రమాణం నుండి సిగ్నల్లను అలారం స్థాయిగా ఉపయోగించాలి; అలారం స్థాయికి సమానమైన లేదా అంతకంటే ఎక్కువ పైపు నుండి వచ్చే ఏదైనా సిగ్నల్ తిరస్కరణకు కారణం అవుతుంది.
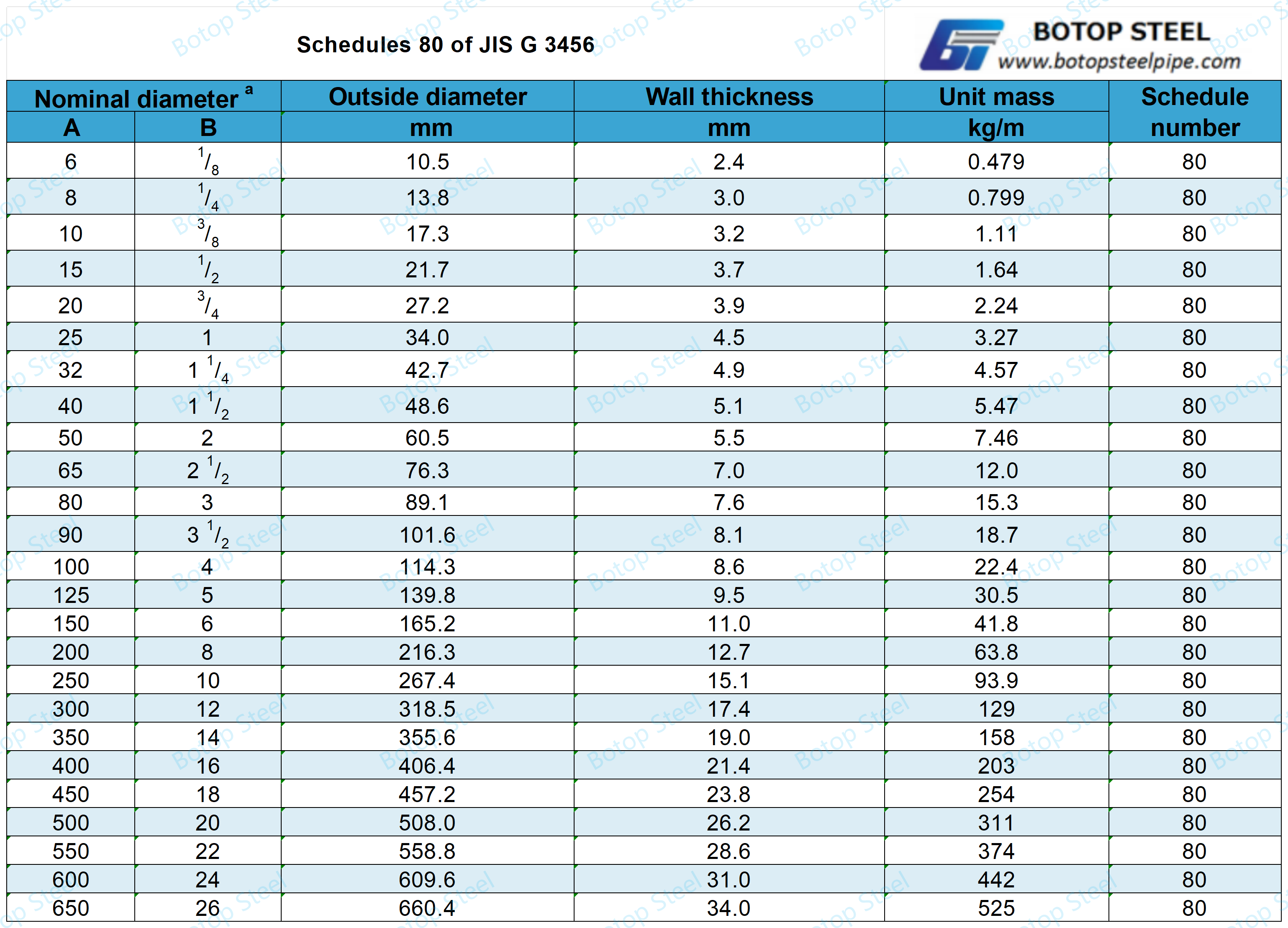
JIS G 3456 యొక్క పైప్ బరువు చార్ట్ మరియు పైప్ షెడ్యూల్లు
స్టీల్ పైప్ బరువు గణన ఫార్ములా
స్టీల్ ట్యూబ్ సాంద్రత 7.85 గ్రా/సెం.మీ³ అని ఊహించి, ఫలితాన్ని మూడు గణనీయమైన అంకెలకు రౌండ్ చేయండి.
W=0.02466t(డిటి)
W: పైపు యూనిట్ ద్రవ్యరాశి (kg/m)
t: పైపు గోడ మందం (మిమీ)
D: పైపు బయటి వ్యాసం (మిమీ)
0.02466 ద్వారా: W పొందడానికి మార్పిడి కారకం
పైప్ బరువు చార్ట్
పైప్ బరువు పట్టికలు మరియు షెడ్యూల్లు పైప్లైన్ ఇంజనీరింగ్లో సాధారణంగా ఉపయోగించే ముఖ్యమైన సూచనలు.
పైప్ షెడ్యూల్లు
షెడ్యూల్ అనేది గోడ మందం మరియు పైపు యొక్క నామమాత్రపు వ్యాసం యొక్క ప్రామాణిక కలయిక.
షెడ్యూల్ 40 మరియు షెడ్యూల్ 80 స్టీల్ ట్యూబ్లు పరిశ్రమ మరియు నిర్మాణంలో విస్తృతంగా ఉపయోగించబడుతున్నాయి. అవి వేర్వేరు గోడ మందం మరియు విభిన్న అప్లికేషన్ దృశ్యాలకు సామర్థ్యాలతో కూడిన సాధారణ పైపు పరిమాణాలు.
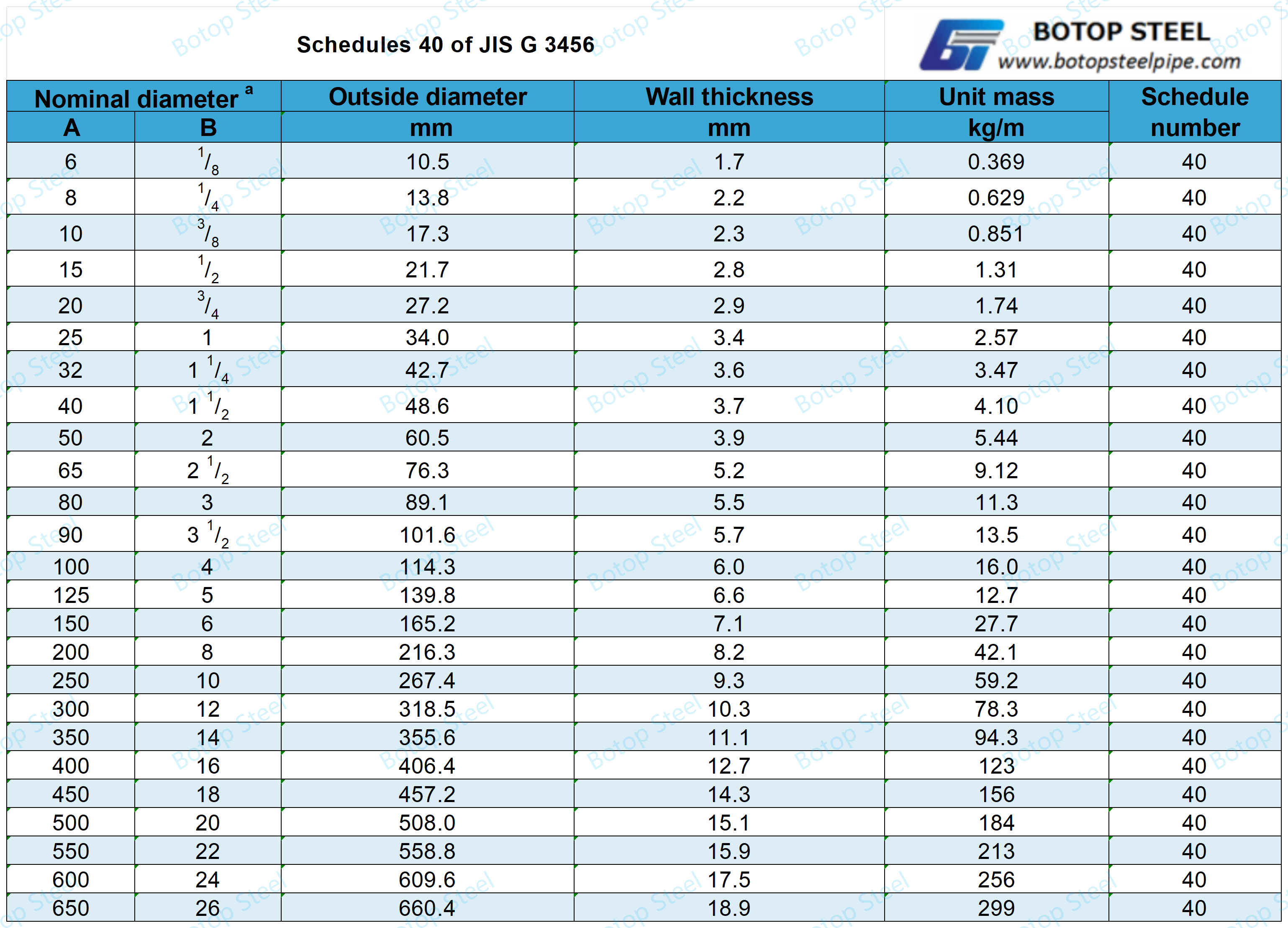
మీరు దీని గురించి మరింత తెలుసుకోవాలనుకుంటేపైపు బరువు పట్టిక మరియు పైపు షెడ్యూల్ప్రమాణంలో, మీరు దాన్ని తనిఖీ చేయడానికి క్లిక్ చేయవచ్చు!
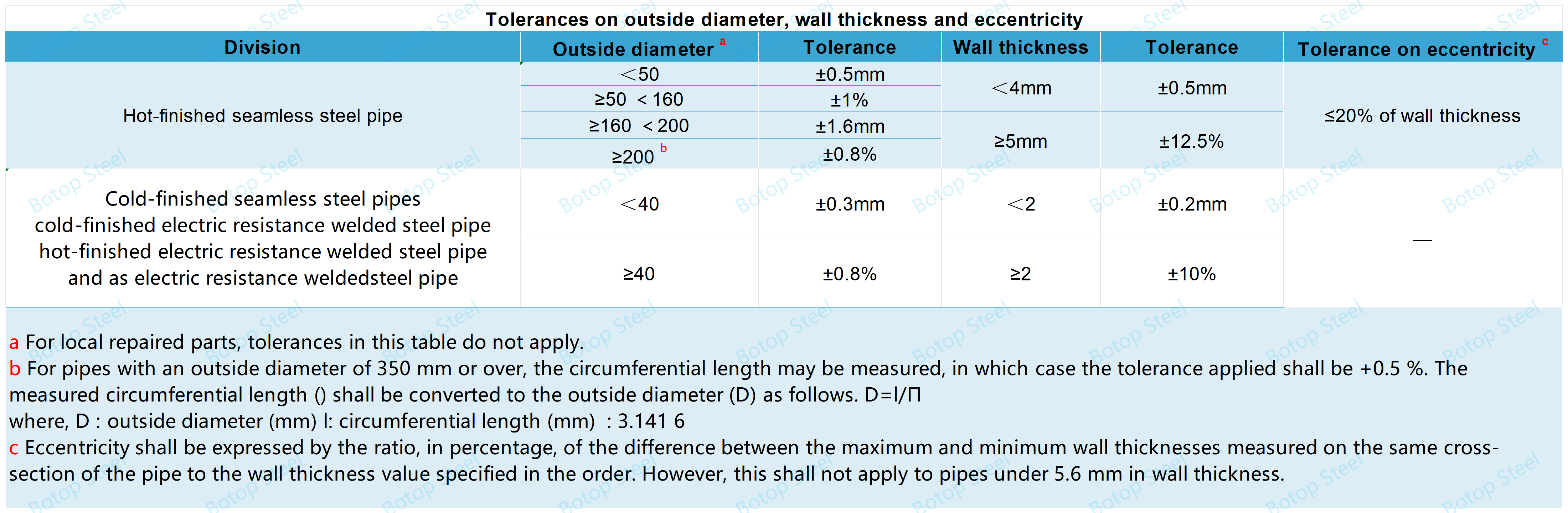
డైమెన్షనల్ టాలరెన్సెస్
స్వరూపం
పైపు యొక్క అంతర్గత మరియు బాహ్య ఉపరితలాలు మృదువుగా మరియు ఉపయోగించడానికి అననుకూలమైన లోపాలు లేకుండా ఉండాలి.
పైపు నిటారుగా ఉండాలి, చివరలు పైపు అక్షానికి లంబ కోణంలో ఉండాలి.
పైపులను గ్రైండింగ్, మ్యాచింగ్ లేదా ఇతర పద్ధతుల ద్వారా మరమ్మతులు చేయవచ్చు, కానీ మరమ్మతు చేయబడిన గోడ మందం పేర్కొన్న పరిమితుల్లోనే ఉండాలి మరియు మరమ్మతు చేయబడిన ఉపరితలం ప్రొఫైల్లో మృదువుగా ఉండాలి.
మరమ్మతు చేయబడిన పైపు యొక్క గోడ మందం పేర్కొన్న సహనాలలోనే ఉంచబడాలి మరియు మరమ్మతు చేయబడిన పైపు యొక్క ఉపరితలం ప్రొఫైల్లో మృదువుగా ఉండాలి.
JIS G 3456 మార్కింగ్
తనిఖీలో ఉత్తీర్ణత సాధించిన ప్రతి పైపుపై కింది సమాచారంతో లేబుల్ చేయాలి. చిన్న వ్యాసం కలిగిన పైపుల కోసం బండిల్స్పై లేబుల్లను ఉపయోగించవచ్చు.
a) గ్రేడ్ చిహ్నం
b) తయారీ ప్రక్రియ యొక్క చిహ్నం
తయారీ ప్రక్రియ యొక్క చిహ్నం ఈ క్రింది విధంగా ఉండాలి. డాష్లను ఖాళీలతో భర్తీ చేయవచ్చు.
వేడిగా పూర్తయిన సీమ్లెస్ స్టీల్ పైపు:-SH
కోల్డ్-ఫినిష్డ్ సీమ్లెస్ స్టీల్ పైప్:-SC
విద్యుత్ నిరోధకత కలిగిన వెల్డింగ్ స్టీల్ పైపుగా:-EG
హాట్-ఫినిష్డ్ ఎలక్ట్రిక్ రెసిస్టెన్స్ వెల్డెడ్ స్టీల్ పైప్: -EH
కోల్డ్-ఫినిష్డ్ ఎలక్ట్రిక్ రెసిస్టెన్స్ వెల్డెడ్ స్టీల్ పైప్:-EC
c) కొలతలు, నామమాత్రపు వ్యాసం × నామమాత్రపు గోడ మందం లేదా బయటి వ్యాసం × గోడ మందం ద్వారా వ్యక్తీకరించబడింది.
d) తయారీదారు పేరు లేదా గుర్తింపు బ్రాండ్
ఉదాహరణ:BOTOP JIS G 3456 SH STPT370 50A×SHC40 హీట్ నెం.00001
JIS G 3456 స్టీల్ పైప్ అప్లికేషన్లు
JIS G 3456 స్టీల్ పైపును సాధారణంగా బాయిలర్లు, ఉష్ణ వినిమాయకాలు, అధిక పీడన ఆవిరి పైపింగ్, థర్మల్ పవర్ ప్లాంట్లు, రసాయన కర్మాగారాలు మరియు పేపర్ మిల్లులు వంటి అధిక-ఉష్ణోగ్రత మరియు అధిక-పీడన వాతావరణాలలో పరికరాలు మరియు పైపింగ్ వ్యవస్థల కోసం ఉపయోగిస్తారు.
JIS G 3456 కు సంబంధించిన ప్రమాణాలు
కింది ప్రమాణాలన్నీ అధిక-ఉష్ణోగ్రత మరియు అధిక-పీడన వాతావరణాలలో పైపింగ్కు వర్తిస్తాయి మరియు JIS G 3456 కు ప్రత్యామ్నాయంగా ఉపయోగించవచ్చు.
ASTM A335/A335M: మిశ్రమ లోహ ఉక్కు పైపులకు వర్తిస్తుంది.
DIN 17175: అతుకులు లేని ఉక్కు పైపుల కోసం
EN 10216-2: అతుకులు లేని ఉక్కు పైపుల కోసం
GB 5310: సీమ్లెస్ స్టీల్ పైపుకు వర్తిస్తుంది
ASTM A106/A106M: అతుకులు లేని కార్బన్ స్టీల్ గొట్టాలు
ASTM A213/A213M: మిశ్రమ లోహ ఉక్కు మరియు స్టెయిన్లెస్ స్టీల్తో తయారు చేసిన అతుకులు లేని గొట్టాలు మరియు పైపులు
EN 10217-2: వెల్డింగ్ చేసిన గొట్టాలు మరియు పైపులకు అనుకూలం
ISO 9329-2: అతుకులు లేని కార్బన్ మరియు మిశ్రమ లోహ ఉక్కు గొట్టాలు మరియు పైపులు
NFA 49-211: అతుకులు లేని స్టీల్ ట్యూబ్లు మరియు పైపుల కోసం
BS 3602-2: అతుకులు లేని కార్బన్ స్టీల్ పైపులు మరియు ఫిట్టింగుల కోసం
మేము చైనా నుండి అధిక-నాణ్యత వెల్డెడ్ కార్బన్ స్టీల్ పైపు తయారీదారు మరియు సరఫరాదారు, మరియు మీకు విస్తృత శ్రేణి స్టీల్ పైపు పరిష్కారాలను అందించే సీమ్లెస్ స్టీల్ పైపు స్టాకిస్ట్ కూడా! మీరు స్టీల్ పైపు ఉత్పత్తుల గురించి మరింత సమాచారం తెలుసుకోవాలనుకుంటే, మీరు మమ్మల్ని సంప్రదించవచ్చు.
ట్యాగ్లు: JIS G 3456, SPTP370, STPT410, STPT480, STPT, సరఫరాదారులు, తయారీదారులు, కర్మాగారాలు, స్టాకిస్టులు, కంపెనీలు, టోకు, కొనుగోలు, ధర, కోట్, బల్క్, అమ్మకానికి, ధర.
పోస్ట్ సమయం: ఏప్రిల్-29-2024