
| Pangalan ng Produkto | Walang Tahi na Carbon Steel / Ms Steel Pipe |
| Pamantayan | ASTM A106, ASTM A53, API 5L Gr.B, DIN17175, DIN1629 |
| Panlabas na Diyametro: | 13.7mm-762mm |
| Kapal ng Pader | 2mm-80mm |
| Dia Tolerance | Kontrolin gamit ang pamantayan, OD:+-1%, WT:+-10% |
| Mga Materyales | 10#,20#,45#,16Mn,A106(B,C),A53(A,B),API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| Inspeksyon | ISO, BV, SGS, MTC |
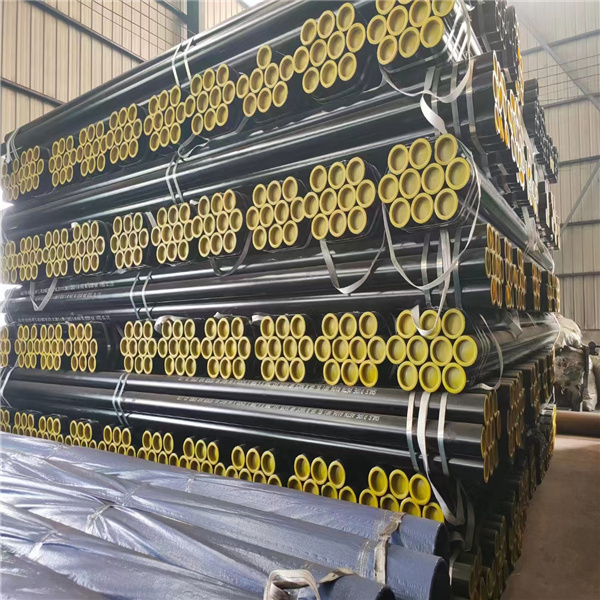
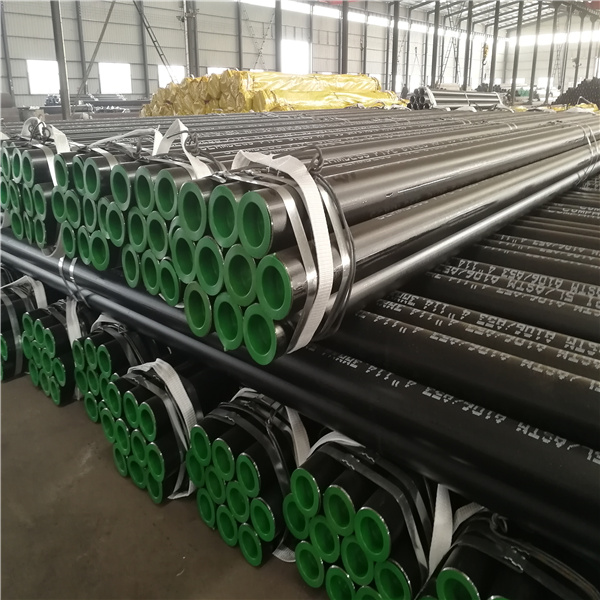
| Pag-iimpake | 3LPE/3PP/FBE/BLACK painting/Varnish, at steel strip na naka-pack, Standard Export Seaworthy Package, o kung kinakailangan |
| Kakayahang Magtustos | 1000 metrikong tonelada/buwan |
| MOQ | 5metrikong tonelada, tinatanggap ang sample order |
| Oras ng pagpapadala | Sa loob ng 7-10 araw ng trabaho pagkatapos matanggap ang deposito o L/C |
| Mga Pagbabayad | T/T,LC |
| Kapasidad | 250,000 tonelada/taon |
API 5L Gr. X52NS PSL 2Ang Seamless Steel Pipe na ACC.To IPS-M-PI-190(3) at NACE MR-01-75 ay palaging ginagamit sa maasim na kapaligiran lalo na sa mga minahan ng langis at gas na mayaman sa H2S at CO2 gas.



Ang API 5L X52NS PSL 2 Seamless Steel Pipe ACC.To IPS-M-PI-190(3) at NACE MR-01-75 para sa maasim na serbisyo ay kailangang sumailalim sa heat treatment pagkatapos ng produksyon. At dapat sumailalim sa mga pagsusuri sa HIC at SSC.
Grado at Komposisyong Kemikal (%)Para sa API 5LPSL2
| Pamantayan |
| Komposisyong kemikal(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| API 5L | X52 NS | ≤0.16 | ≤1.65 | ≤0.02 | ≤0.003 | ≤0.45 | V ≤0.10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0.39
Nb+V+Ti≤0.15%
Nb+V≤0.06%
Kailan isinasagawa ang pagsusuri ng kemikal ng produkto, dalawang pagsusuri bawat init ng bakal na kinuha mula sa magkakahiwalay na mga aytem ng produkto
Mga Katangiang Mekanikal ng API 5LX52NSPSL 2 Walang Tahi na Tubong Bakal ACC.To IPS-M-PI-190(3) atNACE MR-01-75 para sa maasim na serbisyo:
| Lakas ng Pagbubunga(MPa) | Lakas ng Pag-igting(MPa) | Pagpahaba A% |
| MPa | MPa | Pagpahaba (Min) |
| 36O-530MPa | 460-760MPa | 20 |
Pagsubok sa Pagbaluktot
Pagsubok sa mga Katangiang Mekanikal

Pagsubok sa Katigasan
Tapos na tubo (OD WT) haba, kalidad ng ibabaw, tuwid, pagpapakintab ng may depektong tubo. Inspeksyon sa Biswal at Dimensyon.
1. OD tolerance: (-0.75%D+0.75%D).
Tolerance sa OD ng mga dulo ng tubo: ±0.005D.
2. Tolerensya sa WT: (+15%t, -12.5%t).
3. Ovality ng katawan ng tubo: ±0.020D, Ovality ng mga dulo: ±0.015D.
Ang WT sa anumang punto ng tubo ay dapat na higit sa 87.5% ng nominal na kapal ng dingding.
Ang WT sa mga dulo ng tubo ay sinusukat gamit ang micrometer.
Ang pagsukat ng kapal ng dingding sa katawan ng tubo ay isinasagawa sa pamamagitan ng manu-manong UT para sa WT na sumasakop sa 3 singsing o seksyon sa buong katawan ng tubo na may 6 na pagbasa sa bawat seksyon.
4. Antas ng liko ng katawan ng tubo: 0.20% ng haba ng tubo Sinukat gamit ang isang itinuro na linya.
5. Digri ng liko ng dulo ng tubo: Hindi dapat lumagpas sa 3.0mm sa 1.2m. Sinusukat gamit ang isang tuwid na baras.

Inspeksyon sa Labas na Diametro

Inspeksyon ng Kapal ng Pader

Pagtatapos ng Inspeksyon

Inspeksyon ng Tuwid

Inspeksyon ng UT

Inspeksyon sa Hitsura
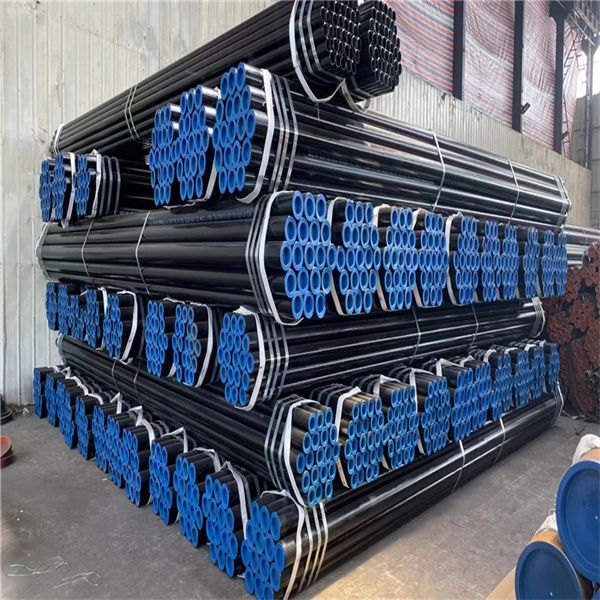
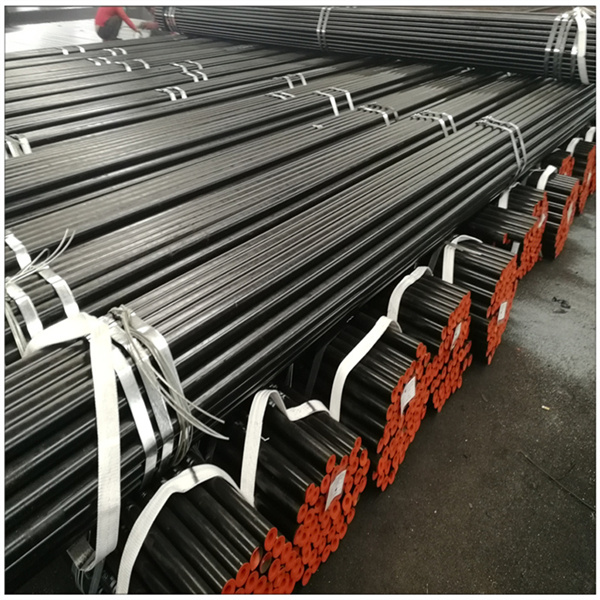
Bare pipe o Black / Varnish coating (ayon sa mga kinakailangan ng customer);
6" at pababa na naka-bundle na may dalawang cotton slings;
Parehong dulo ay may mga pananggalang sa dulo;
Plain na dulo, bevel na dulo (2" pataas na may bevel na dulo, digri: 30~35°), may sinulid at pagkabit;
Pagmamarka.


Walang Tuluy-tuloy na Pagpapadala ng Tubo patungong Qatar

Barkong Walang Tubig na Tubo patungong Pakistan

Walang Tuluy-tuloy na Barko ng Tubo patungong Timog Aprika

Barkong Walang Tubig na Tubo patungong Ecuador