



ASTM A335 P91, kilala rin bilangASME SA335 P91, ay isang walang tahi na ferritic alloy steel pipe para sa serbisyong may mataas na temperatura, UNS No. K91560.
Mayroon itong minimum nalakas ng tensile na 585 MPa(85 ksi) at isang minimumlakas ng ani na 415 MPa(60 ksi).
P91pangunahing naglalaman ng mga elemento ng haluang metal tulad ng chromium at molybdenum, at iba't ibang iba pang elemento ng haluang metal ang idinagdag, na kabilang sabakal na may mataas na haluang metal, kaya't mayroon itong napakalakas at mahusay na resistensya sa kalawang.
Bukod pa rito, ang P91 ay makukuha sa dalawang uri,Uri 1atUri 2, at karaniwang ginagamit sa mga planta ng kuryente, mga refinery, mga kritikal na kagamitan ng mga pasilidad ng kemikal, at mga tubo sa mga kapaligirang may mataas na temperatura at presyon.
Ang tubo na bakal na P91 ay ikinategorya sa dalawang uri, Uri 1 at Uri 2.
Parehong uri ang pareho sa mga tuntunin ng mga mekanikal na katangian at iba pang mga kinakailangan tulad ng paggamot sa init,na may maliliit na pagkakaiba sa kemikal na komposisyon at partikular na pokus sa aplikasyon.
Komposisyong kemikalKung ikukumpara sa Uri 1, ang kemikal na komposisyon ng Uri 2 ay mas mahigpit at naglalaman ng mas maraming elemento ng haluang metal upang magbigay ng mas mahusay na resistensya sa init at kalawang.
Mga AplikasyonDahil sa na-optimize na kemikal na komposisyon, ang Uri 2 ay mas angkop para sa napakataas na temperatura o mas kinakaing unti-unting pagkasira ng mga kapaligiran, o sa mga aplikasyon kung saan kinakailangan ang mas mataas na lakas at tibay.
Ang tubo na bakal na ASTM A335 ay dapatwalang tahi.
Ang proseso ng walang putol na pagmamanupaktura ay ikinategorya samainit na pagtataposatmalamig na iginuhit.
Nasa ibaba ang isang diagram ng proseso ng mainit na pagtatapos.

Sa partikular, ang P91, isang high-alloy steel pipe, na kadalasang ginagamit sa malupit na kapaligiran na napapailalim sa mataas na temperatura at presyon, ang seamless steel pipe ay pantay na na-stress at maaaring gawing makapal ang dingding, kaya tinitiyak ang mas mataas na kaligtasan at mas mahusay na cost-effectiveness.
P91 Dapat i-heat-treat ang lahat ng tubo upang ma-optimize ang microstructure ng tubo, mapabuti ang mga mekanikal na katangian nito, at mapahusay ang resistensya sa mataas na temperatura at presyon.
| Baitang | Uri ng Paggamot sa Init | Pag-normalize ng Temperatura | Temperatura ng Pag-temper |
| P91 Uri 1 at Uri 2 | gawing normal at patatagin o | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 ~ 1470 ℉ [730 - 800 ℃] |
| pawiin at palamigin | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 - 1470 ℉ [730 - 800 ℃] |
Mga Bahaging Kemikal na Uri 1 ng P91
| Baitang | Komposisyon, % | ||||||
| P91 Uri 1 | C | Mn | P | S | Si | Cr | Mo |
| 0.08 - 0.12 | 0.30 - 0.60 | 0.020 pinakamataas | 0.010 pinakamataas | 0.20 - 0.50 | 8.00 - 9.50 | 0.85 - 1.05 | |
| V | N | Ni | Al | Nb | Ti | Zr | |
| 0.18 - 0.25 | 0.030 - 0.070 | 0.40 pinakamataas | 0.02 pinakamataas | 0.06 - 0.10 | 0.01 pinakamataas | 0.01 pinakamataas | |
Mga Bahaging Kemikal na Uri 2 ng P91
| Baitang | Komposisyon, % | ||||||
| Mga Bahaging Kemikal ng Produkto na P91 Type 2 | C | Mn | P | S | Si | Cr | Mo |
| 0.07 - 0.13 | 0.30 - 0.50 | 0.020 pinakamataas | 0.005 pinakamataas | 0.20 - 0.40 | 8.00 - 9.50 | 0.80 - 1.05 | |
| V | Ni | Al | N | Proporsyon ng N/Al | Nb | Ti | |
| 0.16 - 0.27 | 0.20 pinakamataas | 0.02 pinakamataas | 0.035 - 0.070 | ≥ 4.0 | 0.05 - 0.11 | 0.01 pinakamataas | |
| Zr | Sn | Sb | As | B | W | Cu | |
| 0.01 pinakamataas | 0.01 pinakamataas | 0.003 pinakamataas | 0.01 pinakamataas | 0.001 pinakamataas | 0.05 pinakamataas | 0.10 pinakamataas | |
Gamit ang dalawang larawan sa itaas, madaling makita ang pagkakaiba sa pagitan ng mga elementong kemikal at mga restriksyon ng Type 1 at Type 2.
1. Katangiang Mahigpit
Ang tensile test ay karaniwang ginagamit upang sukatin anglakas ng ani, lakas ng pagkiling, atpagpahaban ng programang pang-eksperimentong tubo ng bakal, at malawakang ginagamit sa mga katangian ng materyal ng pagsubok.
| P91 Uri 1 at Uri 2 | |||
| Lakas ng makunat | 85 ksi [585 MPa] min | ||
| Lakas ng ani | 60 ksi [415 MPa] min | ||
| Pagpahaba | Mga Kinakailangan sa Pagpahaba | Paayon | Nakahalang |
| Paghaba sa 2 pulgada o 50 mm, (o 4D), min, %; Pangunahing minimum na pagpahaba para sa pader na 6 pulgada [8 mm] at higit pa ang kapal, mga strip test, at para sa lahat ng maliliit na sukat na sinubukan sa buong seksyon | 20 | — | |
| Kapag ginagamit ang karaniwang bilog na 2-in. o 50-mm na haba ng panukat o proporsyonal na mas maliit na sukat ng ispesimen na may haba ng panukat na katumbas ng 4D (4 na beses ang diyametro) | 20 | 13 | |
| Para sa mga strip test, isang bawas para sa bawat 0.8 mm na pagbaba sa kapal ng pader na mas mababa sa 8 mm mula sa pangunahing minimum na pagpahaba ng mga sumusunod na porsyento ang dapat gawin. | 1 | — | |
2. Katigasan
Maaaring gamitin ang iba't ibang paraan ng pagsubok sa katigasan, kabilang ang Vickers, Brinell, at Rockwell.
| Baitang | Brinell | Vickers | Rockwell |
| P91 Uri 1 at Uri 2 | 190 - 250 HBW | 196 - 265 HV | 91 HRBW - 25HRC |
Kapal ng pader <0.065 in. [1.7 mm]: Hindi kailangan ng pagsubok sa katigasan;
0.065 in. [1.7 mm] ≤ kapal ng pader <0.200 in. [5.1 mm]: Gagamitin ang Rockwell hardness test;
Kapal ng pader ≥ 0.200 in. [5.1 mm]: opsyonal na paggamit ng Brinell hardness test o Rockwell hardness test.
Ang Vickers hardness test ay naaangkop sa lahat ng kapal ng dingding ng tubo. Ang paraan ng pagsubok ay isinasagawa alinsunod sa mga kinakailangan ng E92.
3. Pagsubok sa Pagpapatag
Ang mga eksperimento ay dapat isagawa alinsunod sa Seksyon 20 ng pamantayang ASTM A999.
4. Pagsubok sa Pagbaluktot
Ibaluktot nang 180° sa temperatura ng silid, walang dapat na bitak na lilitaw sa labas ng nakabaluktot na bahagi.
Sukat > NPS25 o D/t ≥ 7.0: Dapat isagawa ang bending test nang walang flattening test.
5. P91 Opsyonal na mga Programang Pang-eksperimento
Ang mga sumusunod na aytem sa eksperimento ay hindi kinakailangang mga aytem sa pagsubok, kung kinakailangan ay maaaring matukoy sa pamamagitan ng negosasyon.
S1: Pagsusuri ng Produkto
S3: Pagsubok sa Pagpapatag
S4: Mga Pagsusuri sa Istruktura ng Metal at Pag-ukit
S5: Mga Photomicrograph
S6: Mga Photomicrograph para sa Indibidwal na mga Piraso
S7: Alternatibong Paggamot sa Init-Grade P91 Uri 1 at Uri 2
Ang P91 hydro test ay dapat sumunod sa mga sumusunod na kinakailangan.
Panlabas na diyametro >10 pulgada [250mm] at kapal ng dingding ≤ 0.75 pulgada [19mm]: dapat itong isang hydrostatic test.
Iba pang mga sukat para sa hindi mapanirang pagsubok sa kuryente.
Para sa ferritic alloy steel at mga tubo na hindi kinakalawang na asero, ang dingding ay sumasailalim sa presyon na hindi bababa sa60% ng tinukoy na minimum na lakas ng ani.
Ang presyon ng hydro test ay dapat panatilihin nang hindi bababa sa 5swalang tagas o iba pang depekto.
Presyon ng haydrolikomaaaring kalkulahin gamit ang pormula:
P = 2St/D
P= presyon ng hydrostatic test sa psi [MPa];
S = stress sa dingding ng tubo sa psi o [MPa];
t = tinukoy na kapal ng pader, nominal na kapal ng pader ayon sa tinukoy na numero ng iskedyul ng ANSI o 1.143 beses ng tinukoy na minimum na kapal ng pader, in. [mm];
D = tinukoy na panlabas na diyametro, panlabas na diyametro na katumbas ng tinukoy na laki ng tubo ng ANSI, o panlabas na diyametro na kinalkula sa pamamagitan ng pagdaragdag ng 2t (gaya ng tinukoy sa itaas) sa tinukoy na panloob na diyametro, in. [mm].
Ang tubo ng P91 ay sinisiyasat gamit ang paraan ng pagsubok na E213. Ang pamantayang E213 ay pangunahing nakatuon sa ultrasonic testing (UT).
Kung partikular na tinukoy sa order, maaari rin itong siyasatin ayon sa paraan ng pagsubok na E309 o E570.
Ang pamantayang E309 ay karaniwang tumatalakay sa electromagnetic (eddy current) inspection, habang ang E570 ay isang paraan ng inspeksyon na kinasasangkutan ng mga eddy current array.
Mga Pinahihintulutang Pagkakaiba-iba sa Diyametro
Para sa tubo na iniutos sapanloob na diyametro, ang panloob na diyametro ay hindi dapat mag-iba nang higit sa ±1% mula sa tinukoy na panloob na diyametro.
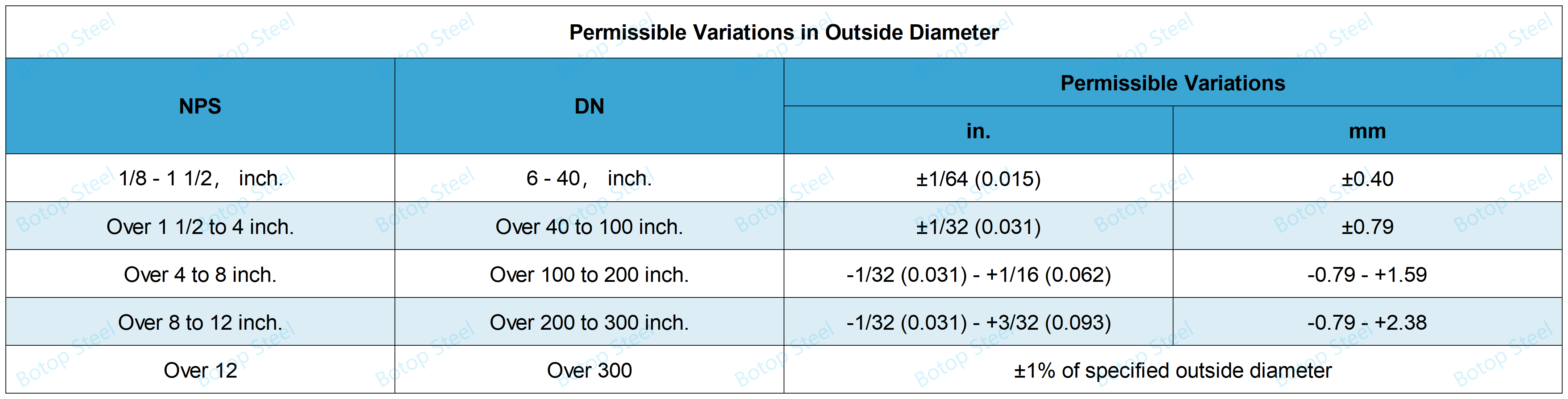
Inorder na ang tuboNPS [DN] o mga diyametro sa labashindi dapat mag-iba ng mga panlabas na diyametro nang higit sa tinukoy sa mga talahanayan sa ibaba.
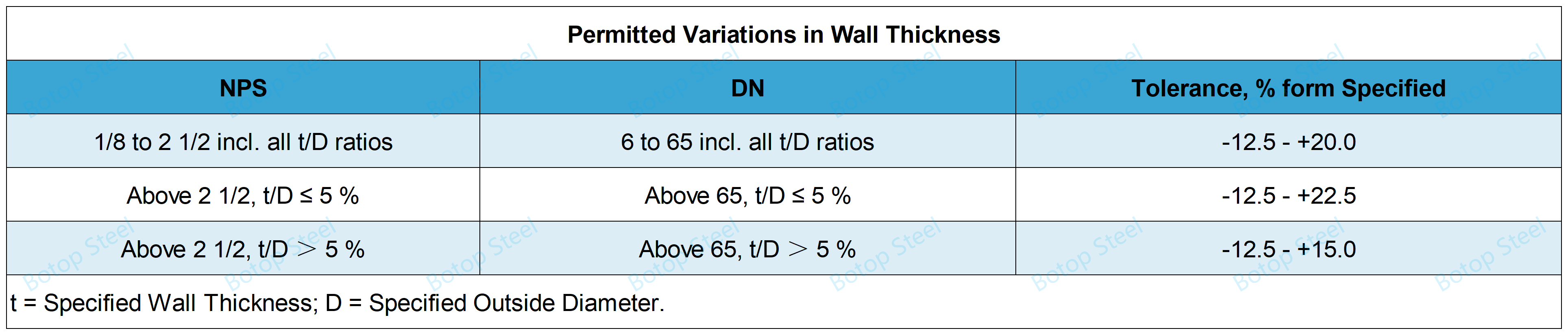
Mga Pinahihintulutang Pagkakaiba-iba sa Kapal ng Pader
Ang mga sukat ng kapal ng pader ay dapat gawin gamit ang mga mekanikal na caliper o mga wastong naka-calibrate na nondestructive testing device na may naaangkop na katumpakan. Kung sakaling may hindi pagkakaunawaan, ang pagsukat na natukoy gamit ang mga mekanikal na caliper ang siyang mananaig.
Ang minimum na kapal ng pader at panlabas na diyametro para sa inspeksyon para sa pagsunod sa kinakailangang ito para sa tubo na iniutos ng NPS [DN] at numero ng iskedyul ay ipinapakita saASME B36.10M.
Mga depekto
Ang mga imperpeksyon sa ibabaw ay itinuturing na mga depekto kung lumampas ang mga ito sa 12.5% ng nominal na kapal ng pader o lumampas sa minimum na kapal ng pader.
Mga Di-kasakdalan
Mga mekanikal na marka, gasgas, at butas, na ang alinman sa mga di-perpektong ito ay mas malalim kaysa sa 1.6 mm.
Ang mga marka at gasgas ay binibigyang kahulugan bilang mga marka ng kable, mga dinge, mga marka ng gabay, mga marka ng paggulong, mga gasgas ng bola, mga marka ng puntas, mga marka ng die, at mga katulad nito.
Pagkukumpuni
Maaaring alisin ang mga depekto sa pamamagitan ng paggiling, sa kondisyon na ang natitirang kapal ng dingding ay hindi mas mababa kaysa sa minimum na kapal ng dingding.
Maaari ring gawin ang mga pagkukumpuni sa pamamagitan ng hinang ngunit dapat sumunod sa mga kaugnay na kinakailangan ng A999.
Ang lahat ng pagkukumpuni ng mga hinang sa P91 ay dapat gawin gamit ang isa sa mga sumusunod na proseso ng hinang at mga consumable: SMAW, A5.5/A5.5M E90XX-B9:SAW, A5.23/A5.23M EB9 + neutral flux; GTAW, A5.28/A5.28M ER90S-B9; at FCAW A5.29/A5.29M E91TI-B9. Bukod pa rito, ang kabuuan ng nilalaman ng Ni+Mn ng lahat ng mga consumable ng hinang na ginagamit sa pagkukumpuni ng hinang na P91 Type 1 at Type 2 ay hindi dapat lumagpas sa 1.0%.
Ang tubo na P91 ay dapat na heat treated sa temperaturang 730-800°C pagkatapos ng pagkukumpuni ng hinang.
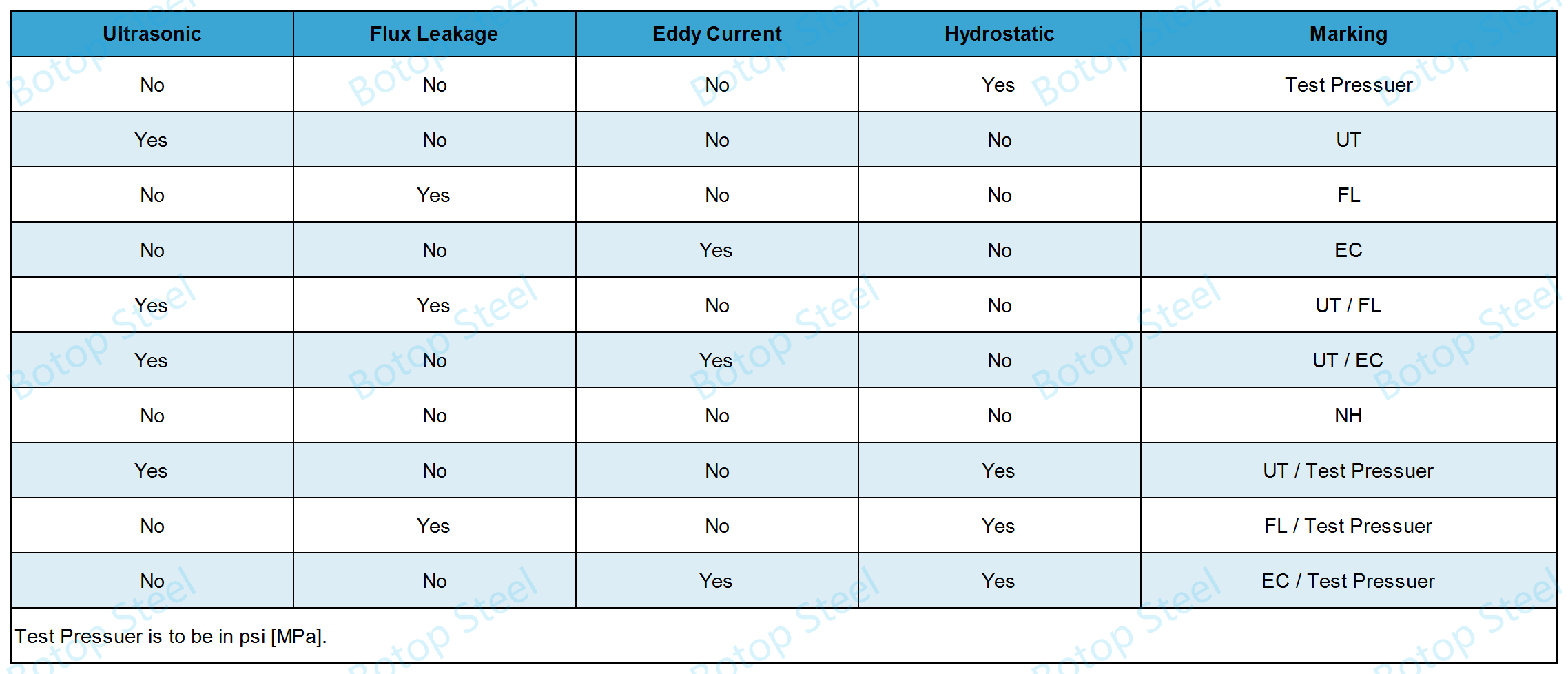
Ang panlabas na ibabaw ng sinuring tubo na bakal ay dapat maglaman ng mga sumusunod na elemento:
Pangalan o trademark ng tagagawa; karaniwang numero; grado; haba at karagdagang simbolo "S".
Dapat ding kasama ang mga marka para sa hydrostatic pressure at non-destructive testing sa talahanayan sa ibaba.
Kung ang tubo ay naayos sa pamamagitan ng hinang, dapat itong markahan ng "WR".
p91 Dapat ipahiwatig ang uri (Uri 1 o Uri 2).
| ASME | ASTM | EN | GB |
| ASME SA335 P91 | ASTM A213 T91 | EN 10216-2 X10CrMoVNb9-1 | GB/T 5310 10Cr9Mo1VNbN |
Materyal: ASTM A335 P91 walang tahi na tubo ng bakal;
OD: 1/8"- 24";
WT: alinsunod saASME B36.10mga kinakailangan;
Iskedyul: SCH10, SCH20, SCH30,SCH40, SCH60,SCH80, SCH100, SCH120, SCH140 at SCH160;
Pagkilala:STD (karaniwan), XS (sobrang lakas), o XXS (dobleng sobrang lakas);
Pagpapasadya: Mayroon ding mga hindi karaniwang sukat ng tubo, maaari ring mag-customize ng mga sukat kapag hiniling;
Haba: Mga tiyak at random na haba;
Sertipikasyon ng IBRMaaari kaming makipag-ugnayan sa ikatlong partido na organisasyon ng inspeksyon upang makakuha ng sertipikasyon ng IBR ayon sa iyong mga pangangailangan, ang aming mga organisasyon ng kooperasyon sa inspeksyon ay BV, SGS, TUV, atbp.;
Wakas: Patag na dulo, beveled, o composite na dulo ng tubo;
Ibabaw: Mga tubo na gawa sa magaan na materyales, pintura, at iba pang pansamantalang proteksyon, pag-aalis at pagpapakintab ng kalawang, galvanized at plastik na pinahiran, at iba pang pangmatagalang proteksyon;
Pag-iimpake: Kasong gawa sa kahoy, pambalot ng bakal na sinturon o alambreng bakal, pananggalang sa dulo ng plastik o bakal na tubo, atbp.














