



EN 10219 S275J0H at S275J2Hay mga cold-formed welded na istrukturang guwang na seksyon na gawa sa hindi haluang metal na bakal ayon sa EN 10219.
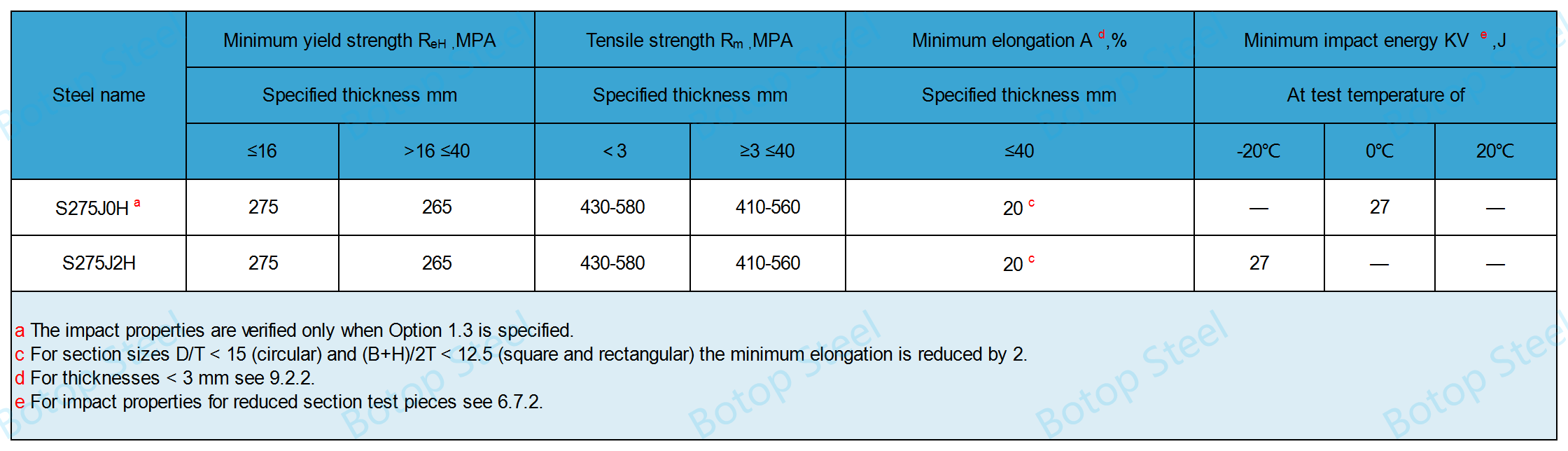
Pareho silang may minimum na lakas ng ani na 275MPa (kapal ng dingding na ≤16mm). Ang pangunahing pagkakaiba ay nasa mga katangian ng pagtama: Ang S275J0H ay may minimum na enerhiya ng pagtama na 27 J sa 0°C, habang ang S275J2H ay may minimum na enerhiya ng pagtama na 27 J sa -20°C.
Angkop para sa mga aplikasyon sa mga gusali at istrukturang pang-inhinyeriya na napapailalim sa mas magaan na karga.
Ang BS EN 10219 ay ang Pamantayang Europeo na EN 10219 na pinagtibay ng UK.
Kapal ng pader ≤40mm, Panlabas na diyametro ≤2500mm.
Ang CFCHS ay isang pagpapaikli para sa Cold-Formed Circular Hollow Section.
Sakop ng pamantayang EN 10219 ang malawak na hanay ng mga hugis na guwang na bakal, kabilang ang bilog, parisukat, parihaba, at hugis-itlog, upang umangkop sa iba't ibang pangangailangan sa paggamit.
Botop Steelay dalubhasa sa pagbibigay ng mga bilog at guwang na tubo ng bakal sa iba't ibang laki at proseso upang umangkop sa malawak na hanay ng mga aplikasyon sa industriya, na tinitiyak na matutugunan ang mga partikular na pangangailangan ng aming mga customer.
Mula nang itatag ito noong 2014,Botop Steelay naging nangungunang supplier ng carbon steel pipe sa Hilagang Tsina, na kilala sa mahusay na serbisyo, de-kalidad na mga produkto, at komprehensibong mga solusyon.
Nag-aalok ang kumpanya ng iba't ibang uri ng tubo na gawa sa carbon steel at mga kaugnay na produkto, kabilang angSMLS, ERW, LSAW, atSSAWtubo na bakal, pati na rin ang kumpletong hanay ng mga pipe fitting at flanges. Kasama rin sa mga espesyal na produkto nito ang mga high-grade alloy at austenitic stainless steel, na iniayon upang matugunan ang mga pangangailangan ng iba't ibang proyekto ng pipeline.
Inaasahan namin ang pagtatatag ng isang pakikipagtulungang ugnayan sa iyo at paglikha ng isang kinabukasan na panalo para sa lahat.
Ang hilaw na bakal para sa paggawa ng mga cold-formed hollow section ay inaalisan ng oksihenasyon at dapat matugunan ang mga partikular na kondisyon sa paghahatid.
Ang mga kaugnay na kinakailangan para sa S275J0H at S275J2H ayFF(Ganap na pinatay na bakal na naglalaman ng mga elementong nagbubuklod ng nitroheno sa dami na sapat upang magbigkis ng magagamit na nitroheno (hal. min. 0,020% kabuuang Al o 0,015% natutunaw na Al)).
Kondisyon ng paghahatid: Pinagulong o normalized/normalized rolled (N) para sa mga bakal na JR, J0, J2, at K2.
Ang mga tubo na bakal ayon sa EN 10219 ay maaaring gawin ng parehoERW(hinang na may resistensya sa elektro) atNakitamga proseso ng pagmamanupaktura (submerged arc welding).
Ang produksyon ngMga tubo ng ERWmay bentaha ito ng pagiging mas mabilis at medyo mas abot-kaya at kadalasang pinipili para sa mga proyektong nangangailangan ng malakihang produksyon at mataas na cost-effectiveness.
ERWAng mga tubo ay karaniwang ginagamit upang makagawa ng mas maliliit na diyametro at mas manipis na kapal ng dingding, habangNakitaMas angkop ang mga tubo para sa mas malalaking diyametro at mas makapal na mga dingding. Mangyaring piliin ang angkop na uri ng tubo na bakal para sa iyong proyekto.

Ang mga tubo ng ERW na ginawa ayon sa EN 10219 ay karaniwang hindi nangangailangan ng internal weld trimming.
Ito ay dahil ang mga tubo ng EN 10219 ay pangunahing ginagamit sa mga aplikasyon sa istruktura, tulad ng konstruksyon at mechanical engineering, kung saan ang mga kinakailangan para sa hitsura ng hinang ay karaniwang hindi gaanong mahigpit kaysa sa mga pressure vessel o mga high-pressure pipeline. Samakatuwid, hangga't ang lakas at integridad ng hinang ay nakakatugon sa mga kinakailangan ng pamantayan, maaaring gamitin ang mga panloob na hinang nang walang karagdagang pagpuputol.
Walang kasunod na paggamot sa init na isinasagawa, maliban na lamang kung ang hinang ay maaaring nasa isang kondisyong hinang o ginagamot sa init.
Pagsusuri ng Paghulma (Kemikal na Komposisyon ng mga Hilaw na Materyales)
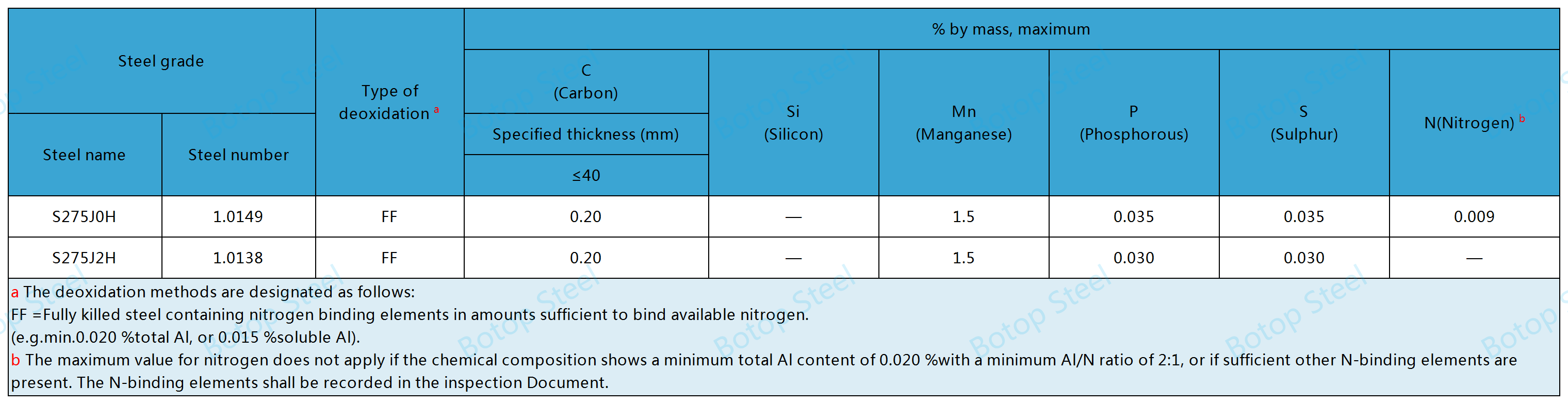
Parehong ang S275J0H at S275J2H ay may pinakamataas na katumbas na halaga ng carbon (CEV) na 0.40%.
Ang S725J0H at S275J2H na may pinakamataas na CEV na 0.4% ay nagpapakita ng mas mahusay na kakayahang magwelding na may mas kaunting panganib ng pagtigas at pagbitak habang nagwe-welding.
Maaari rin itong kalkulahin gamit ang sumusunod na pormula:
CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15.
Pagsusuri ng Produkto (Kemikal na Komposisyon ng mga Tapos na Produkto)
Sa panahon ng produksyon ng bakal, ang kemikal na komposisyon ay maaaring magbago dahil sa ilang kadahilanan, at ang mga pagbabagong ito ay maaaring makaapekto sa mga katangian at kalidad ng bakal.

Ang pangwakas na natapos na kemikal na komposisyon ng tubo ng bakal ay dapat sumunod sa kemikal na komposisyon ng paghahagis at ang pinahihintulutang paglihis nito.
Kabilang sa mga parametro ng mekanikal na katangian ang lakas ng ani, lakas ng tensile, pagpahaba, at lakas ng impact.
Ang pagpapainit gamit ang stress relief sa temperaturang higit sa 580 ℃ o nang higit sa isang oras ay maaaring humantong sa pagkasira ng mga mekanikal na katangian.
Mga Tala:
Hindi kinakailangan ang impact testing kapag ang tinukoy na kapal ay <6mm.
Ang mga katangian ng pagtama ng mga tubo na may kalidad na JR at J0 ay hindi napapatunayan maliban kung tinukoy.
Maaaring masubukan ang mga hinang sa mga tubo na bakal na ERW sa pamamagitan ng pagpili ng isa sa mga sumusunod.
EN 10246-3 hanggang antas ng pagtanggap E4, maliban sa hindi pinahihintulutan ang pamamaraan ng umiikot na tubo/pancake coil;
EN 10246-5 hanggang sa antas ng pagtanggap na F5;
EN 10246-8 hanggang sa antas ng pagtanggap na U5.
Ang pagkalkula ng teoretikal na bigat ng mga tubo ng EN 10219 ay maaaring ibatay sa densidad ng tubo na 7.85 kg/dm³.
M=(DT)×T×0.02466
Ang M ay ang masa bawat yunit ng haba;
Ang D ay ang tinukoy na panlabas na diyametro, mga yunit sa mm;
Ang T ay ang tinukoy na kapal ng pader, mga yunit sa mm.
Mga Toleransya sa Hugis, Tuwid at Masa

Haba ng mga Toleransa

Ang mga hollow section tube na gawa ayon sa EN 10219 ay maaaring i-weld.
Kapag nagwe-welding, ang cold cracking sa weld zone ang pangunahing panganib dahil tumataas ang kapal, antas ng lakas, at CEV ng produkto. Ang cold cracking ay sanhi ng kombinasyon ng ilang salik:
mataas na antas ng diffusible hydrogen sa weld metal;
isang malutong na istraktura sa sonang apektado ng init;
makabuluhang konsentrasyon ng tensile stress sa hinang na dugtungan.
Ang ibabaw ng tubo na bakal ay dapat na makinis at walang anumang depekto na makakaapekto sa pagganap ng produkto, tulad ng mga bitak, butas, gasgas, o kalawang.
Ang mga umbok, uka, o mababaw na pahabang uka na nalikha ng proseso ng pagmamanupaktura ay katanggap-tanggap hangga't ang natitirang kapal ng dingding ay nasa loob ng tolerance, ang depekto ay maaaring alisin sa pamamagitan ng paggiling, at ang naayos na kapal ng dingding ay nakakatugon sa mga minimum na kinakailangan sa kapal.
Botop SteelHindi lamang nag-aalok ang kompanya ng mga de-kalidad na tubo ng bakal alinsunod sa EN 10219, nag-aalok din ito ng malawak na hanay ng mga opsyon para sa surface coating ng mga tubo ng bakal upang umangkop sa mga partikular na pangangailangan ng mga customer nito sa iba't ibang proyekto sa inhenyeriya. Ang mga coating na ito ay dinisenyo upang mapahusay ang resistensya sa kalawang ng mga tubo at magdagdag ng karagdagang proteksyon, sa gayon ay pahabain ang kanilang buhay ng serbisyo.

Hot-dip Galvanizing
3LPE (HDPE) na Patong

Patong ng FBE

Barnis na Patong

Paglalagay ng Pintura

Patong ng Timbang ng Semento
Mga bahagi ng tulay: mga di-pangunahing istrukturang nagdadala ng karga na ginagamit sa mga tulay, tulad ng mga rehas at parapet.
Mga haligi ng arkitektura: mga haligi at biga na sumusuporta na ginagamit sa pagtatayo at inhinyerong sibil.
Mga sistema ng tubo: mga tubo para sa transportasyon ng mga likido at gas, lalo na sa mga aplikasyon na nangangailangan ng antas ng kakayahang umangkop at resistensya sa kalawang.
Mga pansamantalang istruktura: mga pansamantalang suporta at balangkas na angkop para sa mga lugar ng konstruksyon at inhinyeriya.
Sinasamantala ng mga aplikasyong ito ang mahusay na mekanikal na katangian at kakayahang i-weld ng S275J0H at S275J2H upang matugunan ang mga pangangailangan ng magaan ngunit matatag na istruktura.
ASTM A500:Pamantayang Espisipikasyon para sa Cold-Formed Welded at Seamless Carbon Steel Structural Tubing na Bilog at Hugis.
ASTM A501: Pamantayang Espisipikasyon para sa Hot-Formed Welded at Seamless Carbon Steel Structural Tubing.
EN 10210: Mainit na tapos na mga guwang na bahagi ng istruktura na gawa sa mga bakal na hindi haluang metal at pinong butil.
EN 10219: Mga hungkag na bahagi ng istruktura na hindi haluang metal at pinong butil na bakal na hinulma nang malamig.
JIS G 3466: Mga parisukat at parihabang tubo na gawa sa carbon steel para sa pangkalahatang istraktura.
AS/NZS 1163: Mga guwang na seksyon na gawa sa bakal na istruktura na gawa sa malamig na anyo.
Ang mga pamantayang ito ay malawakang ginagamit sa buong mundo, at nakakatulong ang mga ito na matiyak na ang mga tubo ng bakal na istruktura ay nakakatugon sa inaasahang pamantayan sa pagganap sa iba't ibang aplikasyon sa inhinyeriya. Kapag pumipili ng pamantayan ng tubo ng bakal, mahalagang isaalang-alang ang mga partikular na pangangailangan sa aplikasyon nito, mga regulasyon sa rehiyon, at mga kinakailangan sa pagganap.
ASTM A252 GR.3 Istruktural na LSAW(JCOE) na Tubong Bakal na Karbon
Tubong Bakal na BS EN10210 S275J0H LSAW(JCOE)
Tubong Bakal na ASTM A671/A671M LSAW
ASTM A672 B60/B70/C60/C65/C70 LSAW Tubong Bakal na Karbon
API 5L X65 PSL1/PSL 2 LSAW na Tubong Bakal na Karbon / API 5L Grade X70 LSAW na Tubong Bakal
EN10219 S355J0H Istruktural na LSAW(JCOE) na Tubong Bakal











