



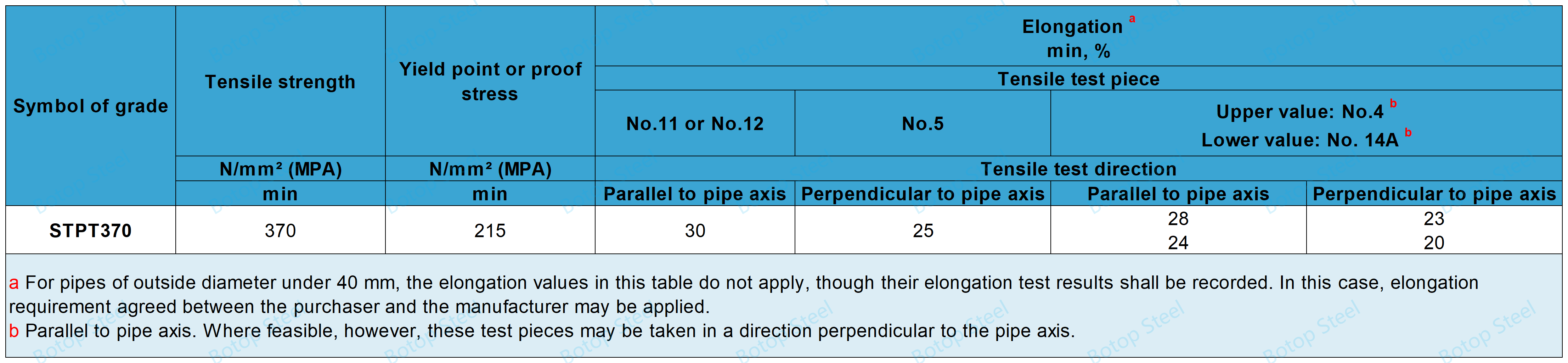
STPT 370ay isang grado ng pamantayang Hapones na JIS G 3456 para sa mga tubo na gawa sa carbon steel, na ginagamit para sa mga pressure pipe sa mga kapaligirang may temperaturang higit sa 350°C. Maaari itong maging seamless o welded pipe gamit ang prosesong electric resistance welding (ERW). Ang mga mekanikal na katangian ng materyal na STPT 370 ay ang minimum na tensile strength na 370 MPa at ang minimum na yield strength na 215 MPa.
Kung naghahanap ka ng tagagawa at tagapagtustos ng mga tubo na bakal na nakakatugon sa pamantayan ng JIS G 3456, kami ang kasosyong hinahanap mo. Makipag-ugnayan sa amin ngayon at ikalulugod naming tulungan ka!
Angkop para sa mga panlabas na diyametro na 10.5 mm - 660.4 mm (6A - 650A) (1/8B - 26B).
Ang A at B ay dalawang paraan upang ipahayag ang nominal na diyametro sa pamantayang Hapon. Sa partikular, ang A ay tumutugma sa DN, habang ang B ay tumutugma sa NPS.
Maaaring magawa ang JIS G 3456 STPT 370 gamit angwalang tahiproseso ng pagmamanupaktura o anghinang na may resistensya sa kuryenteproseso ng (ERW).
Ang proseso ng pagmamanupaktura ay tumutugma rin sa iba't ibang pamamaraan ng pagtatapos upang makayanan ang iba't ibang kapaligiran ng paggamit.
| Simbolo ng grado | Simbolo ng proseso ng pagmamanupaktura | |
| Proseso ng paggawa ng tubo | Paraan ng pagtatapos | |
| JIS G 3456 STPT370 | Walang tahi: S | Mainit na natapos: H Malamig na natapos: C |
| Hinang na may resistensya sa kuryente: E Butt welded: B | Mainit na natapos: H Malamig na natapos: C Habang hinang ang resistensya ng kuryente: G | |
Dapat i-heat-treat ang STPT 370.
1. Tubong bakal na walang tahi na tapos nang mainit: Bilang pagkakagawa, maaaring ilapat ang low-temperature annealing o normalizing kung kinakailangan;
2. Tubong bakal na walang tahi na tapos nang malamig: Pag-annealing o pag-normalize sa mababang temperatura;
3. Hot-finished electric resistance welded steel pipe: Tulad ng pagkakagawa, maaaring ilapat ang low-temperature annealing o normalizing kung kinakailangan;
4. Cold-finished electric resistance welded at As electric resistance welded steel pipe: Mababang temperaturang annealing o normalizing.
| Simbolo ng grado | C | Si | Mn | P | S |
| JIS G 3456 STPT370 | 0.25% pinakamataas | 0.10 - 0.35% | 0.30 - 0.90% | 0.035% pinakamataas | 0.035% pinakamataas |
Kung kinakailangan, maaaring idagdag ang mga karagdagang elemento.
Lakas ng Tensile, Yield Point o Proof Stress, at Elongation
Pagpapatag ng Ari-arian
Angkop para sa mga tubo na may panlabas na diyametro na higit sa 60.5 mm.
Ang ispesimen ay inilalagay sa pagitan ng dalawang plataporma at pinapatag. Kapag ang distansya sa pagitan ng dalawang plato ay umabot na saH, walang mga bitak sa ibabaw ng ispesimen ng tubo na bakal.
H = 1.08t/(0.08+ t/D)
н: distansya sa pagitan ng mga platens (mm);
t: kapal ng dingding ng tubo (mm);
D: panlabas na diyametro ng tubo (mm);
Kakayahang yumuko
Angkop para sa mga tubo na bakal na may panlabas na diyametro na 60.5 mm o mas mababa pa.
Kapag ang ispesimen ay nakabaluktot sa paligid ng mandrel sa isang panloob na radius na 6 na beses ang panlabas na diyametro ng tubo, ang ispesimen ay siniyasat at walang nakitang mga bitak.
| Nominal na kapal ng pader | Numero ng Iskedyul: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Pinakamababang presyon ng haydroliko sa pagsubok, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Kapag ang panlabas na diyametro at kapal ng dingding ng tubo na bakal ay hindi mga karaniwang sukat, maaaring gamitin ang mga sumusunod na pamamaraan upang matukoy ang naaangkop na grado ng ispesipikasyon:
Una, piliin ang karaniwang grado ng iskedyul na pinakamalapit sa hindi karaniwang sukat; pangalawa, tukuyin ang grado ng ispesipikasyon sa pamamagitan ng pagkalkula ng P value.
Sa parehong pamamaraan, ang mas maliit na halaga ang dapat piliin bilang pangwakas na grado ng ispesipikasyon.
P = 2st/D
P: presyon ng pagsubok (MPa);
t: kapal ng dingding ng tubo (mm);
D: panlabas na diyametro ng tubo (mm);
s: 60% ng tinukoy na pinakamababang halaga ng yield point o proof stress;
Kabilang sa mga karaniwang pamamaraan ng hindi mapanirang pagsubok ang ultrasonic testing (UT) at eddy current testing (ET).
Kapag nagsasagawa ng ultrasonic inspection, dapat sumangguni sa JIS G 0582, at kapag ang resulta ng inspeksyon ay katumbas o lumampas sa reference standard para sa UD class, ito ay itinuturing na isang pagkabigo.
Kapag nagsasagawa ng inspeksyon ng eddy current, dapat sumangguni sa JIS G 0583. Kapag ang resulta ng inspeksyon ay katumbas o lumampas sa pamantayang sanggunian para sa EY class, ito ay itinuturing na hindi kwalipikado.
Ang mga karaniwang sukat at kapal ng dingding na nasa hanay na 10.5 mm hanggang 660.4 mm ay nakalista sa JIS G 3456, na siyangtalahanayan ng timbang ng tubo ng bakal at ang kaukulang iskedyul Blg.
Iskedyul 10,Iskedyul 20,Iskedyul 30,Iskedyul 40,Iskedyul 60,Iskedyul 80,Iskedyul 100,Iskedyul 120,Iskedyul 140,Iskedyul 160.
Mula nang itatag ito noong 2014,Botop Steelay naging nangungunang supplier ng carbon steel pipe sa Hilagang Tsina, na kilala sa mahusay na serbisyo, de-kalidad na mga produkto, at komprehensibong mga solusyon.
Nag-aalok ang kumpanya ng iba't ibang uri ng carbon steel pipes at mga kaugnay na produkto, kabilang ang seamless, ERW, LSAW, at SSAW steel pipe, pati na rin ang kumpletong hanay ng mga pipe fitting at flanges. Kasama rin sa mga espesyal na produkto nito ang mga high-grade alloys at austenitic stainless steels, na iniayon upang matugunan ang mga pangangailangan ng iba't ibang proyekto sa pipeline.
Huwag mag-atubiling makipag-ugnayan sa amin at ikalulugod naming sagutin ang iyong mga katanungan.










