



Tubong bakal na JIS G 3461ay isang seamless (SMLS) o electric-resistance-welded (ERW) carbon steel pipe, na pangunahing ginagamit sa mga boiler at heat exchanger para sa mga aplikasyon tulad ng pagsasakatuparan ng pagpapalitan ng init sa pagitan ng loob at labas ng tubo.
STB340ay isang uri ng tubo na gawa sa carbon steel sa pamantayang JIS G 3461. Mayroon itong minimum na tensile strength na 340 MPa at minimum na yield strength na 175 MPa.
Ito ang materyal na pinipili para sa maraming aplikasyon sa industriya dahil sa mataas na lakas, mahusay na thermal stability, kakayahang umangkop, relatibong resistensya sa kalawang, cost-effectiveness, at mahusay na pagproseso.
JIS G 3461ay may tatlong grado.STB340, STB410, STB510.
STB340: Pinakamababang lakas ng tensile: 340 MPa; Pinakamababang lakas ng ani: 175 MPa.
STB410Minimum na Lakas ng Tensile: 410 MPa; Minimum na Lakas ng Yield: 255 MPa.
STB510:Pinakamababang Lakas ng Tensile: 510 MPa; Pinakamababang Lakas ng Yield: 295 MPa.
Sa katunayan, hindi mahirap malaman na ang gradong JIS G 3461 ay inuri ayon sa minimum na tensile strength ng tubo na bakal.
Habang tumataas ang grado ng materyal, tumataas din ang tensile at yield strengths nito, na nagbibigay-daan sa materyal na makatiis ng mas matataas na load at pressure para sa mas mahirap na mga kapaligiran sa trabaho.
Panlabas na diyametro na 15.9-139.8mm.
Ang mga aplikasyon sa mga boiler at heat exchanger ay karaniwang hindi nangangailangan ng napakalaking diyametro ng tubo. Ang mas maliliit na diyametro ng tubo ay nagpapataas ng thermal efficiency dahil mas mataas ang surface area to volume ratio para sa heat transfer. Nakakatulong ito upang mas mabilis at mas mahusay na mailipat ang enerhiya ng init.
Ang mga tubo ay dapat gawin mula sapinatay na bakal.
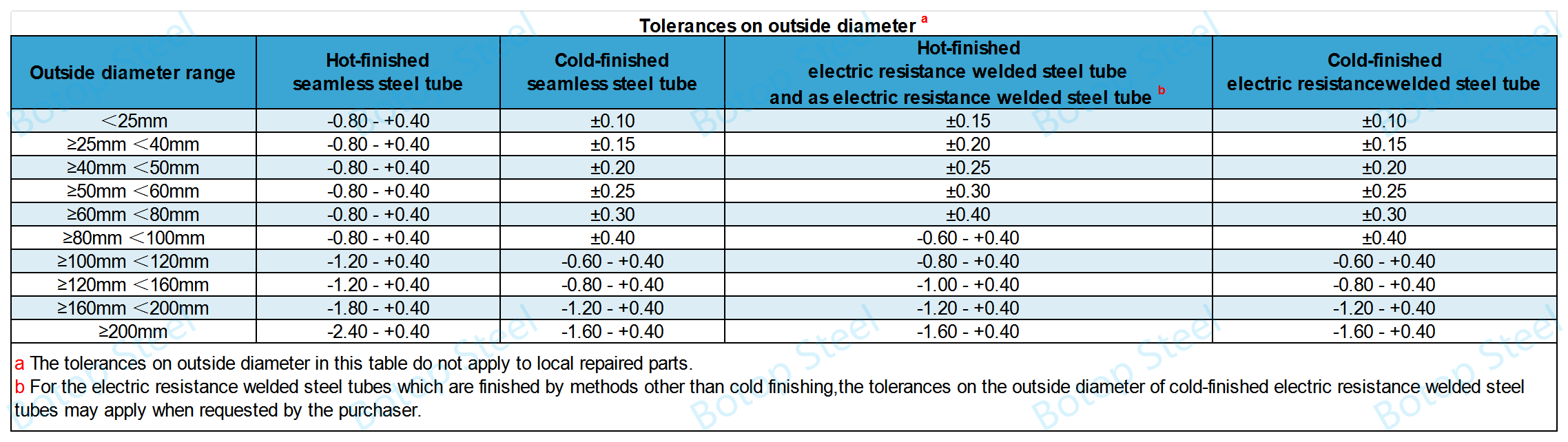
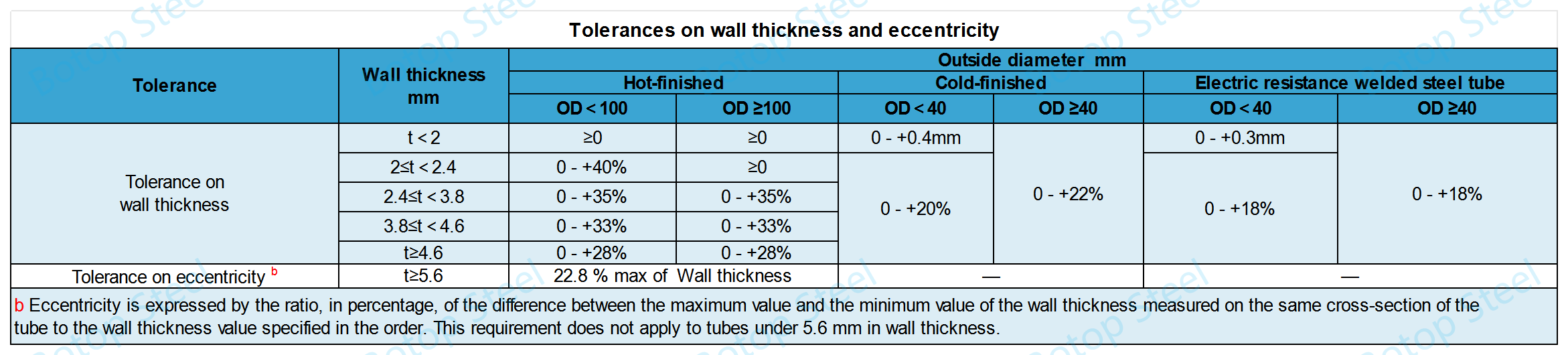
Kombinasyon ng mga pamamaraan ng paggawa ng tubo at mga pamamaraan ng pagtatapos.

Sa detalye, maaari silang ikategorya bilang mga sumusunod:
Tubong bakal na walang tahi at mainit na natapos: SH
Tubong bakal na walang tahi at malamig na natapos: SC
Bilang tubo ng bakal na hinang na may resistensya sa kuryente: EG
Tubong bakal na hinang na may mainit na pagtatapos na may resistensya sa kuryente: EH
Tubong bakal na hinang na may malamig na pagtatapos na may resistensya sa kuryente: EC
Narito ang daloy ng produksyon ng Hot-finished seamless.

Para sa proseso ng pagmamanupaktura na walang putol, maaari itong hatiin sa mga tubong bakal na walang putol na may panlabas na diyametro na higit sa 30mm gamit ang hot finish production, at 30mm gamit ang cold finish production.

Ang mga pamamaraan ng pagsusuring thermal ay dapat na naaayon sa mga pamantayan sa JIS G 0320.
Maaaring idagdag ang mga elemento ng haluang metal maliban sa mga iyon upang makakuha ng mga partikular na katangian.
Kapag sinusuri ang produkto, ang mga halaga ng paglihis ng kemikal na komposisyon ng tubo ay dapat matugunan ang mga kinakailangan ng Talahanayan 3 ng JIS G 0321 para sa mga tubong bakal na walang tahi at Talahanayan 2 ng JIS G 0321 para sa mga tubo na bakal na may resistensya sa pagwelding.
| Simbolo ng grado | C (Karbon) | Si (Silikon) | Mn (Manganese) | P (Posforo) | S (Asupre) |
| pinakamataas | pinakamataas | pinakamataas | pinakamataas | ||
| STB340 | 0.18 | 0.35 | 0.30-0.60 | 0.35 | 0.35 |
| Maaaring tukuyin ng mamimili ang dami ng Si na dapat nasa hanay na 0.10% hanggang 0.35%. | |||||
Ang kemikal na komposisyon ng STB340 ay dinisenyo upang matiyak ang sapat na mekanikal na katangian at kakayahang magamit sa makina habang ginagawa ang materyal na angkop para sa hinang at mga aplikasyon sa mga kapaligirang may mataas na temperatura.
| Simbolo ng grado | Lakas ng makunat a | Yield point o proof stress | Minimum na pagpahaba, % | ||
| Panlabas na diyametro | |||||
| <10mm | ≥10mm <20mm | ≥20mm | |||
| N/mm² (MPA) | N/mm² (MPA) | Piraso ng pagsubok | |||
| Blg. 11 | Blg. 11 | Blg. 11/Blg. 12 | |||
| minuto | minuto | Direksyon ng pagsubok sa tensile | |||
| Parallel sa axis ng tubo | Parallel sa axis ng tubo | Parallel sa axis ng tubo | |||
| STB340 | 340 | 175 | 27 | 30 | 35 |
Paalala: para lamang sa mga tubo ng heat exchanger, maaaring tukuyin ng mamimili, kung kinakailangan, ang pinakamataas na halaga ng tensile strength. Sa kasong ito, ang pinakamataas na halaga ng tensile strength ay ang halagang makukuha sa pamamagitan ng pagdaragdag ng 120 N/mm² sa halaga sa talahanayang ito.
Kapag isinagawa ang tensile test sa Test piece Blg. 12 para sa tubo na wala pang 8 mm ang kapal ng dingding.
| Simbolo ng grado | Ginamit na piraso ng pagsubok | Pagpahaba pinakamababa, % | ||||||
| Kapal ng pader | ||||||||
| >1 ≤2 mm | >2 ≤3 mm | >3 ≤4 mm | >4 ≤5 mm | >5 ≤6 mm | >6 ≤7 mm | >7 <8 milimetro | ||
| STB340 | Blg. 12 | 26 | 28 | 29 | 30 | 32 | 34 | 35 |
Ang mga halaga ng pagpahaba sa talahanayang ito ay kinakalkula sa pamamagitan ng pagbabawas ng 1.5% mula sa halaga ng pagpahaba na ibinigay sa Talahanayan 4 para sa bawat 1 mm na pagbaba sa kapal ng dingding ng tubo mula sa 8 mm, at sa pamamagitan ng pag-round off ng resulta sa isang integer ayon sa Rule A ng JIS Z 8401.
Ang paraan ng pagsubok ay dapat na naaayon sa JIS Z 2245. Ang katigasan ng piraso ng pagsubok ay dapat sukatin sa cross-section o panloob na ibabaw nito sa tatlong posisyon bawat piraso ng pagsubok.
| Simbolo ng grado | Katigasan ng Rockwell (karaniwang halaga ng tatlong posisyon) HRBW |
| STB340 | 77 pinakamataas |
| STB410 | 79 pinakamataas |
| STB510 | 92 pinakamataas. |
Ang pagsusuring ito ay hindi dapat isagawa sa mga tubo na may kapal ng dingding na 2 mm o mas mababa pa. Para sa mga tubo ng bakal na hinang gamit ang electric resistance, ang pagsusuri ay dapat isagawa sa bahaging iba sa hinang o sa mga sonang apektado ng init.
Hindi ito nalalapat sa mga tubong bakal na walang tahi.
Paraan ng Pagsubok Ilagay ang ispesimen sa makina at patagin ito hanggang sa ang distansya sa pagitan ng dalawang plataporma ay umabot sa tinukoy na halagang H. Pagkatapos ay suriin ang ispesimen para sa mga bitak.
Kapag sinusubukan ang welded pipe na may critical resistance, ang linya sa pagitan ng weld at ng gitna ng tubo ay patayo sa direksyon ng compression.
H=(1+e)t/(e+t/D)
H: distansya sa pagitan ng mga platen (mm)
t: kapal ng dingding ng tubo (mm)
D: panlabas na diyametro ng tubo (mm)
e:konstanteng tinukoy para sa bawat grado ng tubo. STB340: 0.09; STB410: 0.08; STB510: 0.07.
Hindi ito nalalapat sa mga tubong bakal na walang tahi.
Ang isang dulo ng ispesimen ay pinapalapad sa temperatura ng silid (5°C hanggang 35°C) gamit ang isang conical tool sa anggulong 60° hanggang sa lumaki ang panlabas na diyametro nang 1.2 beses at siniyasat para sa mga bitak.
Nalalapat din ang kinakailangang ito sa mga tubo na may panlabas na diyametro na higit sa 101.6 mm.
Maaaring hindi gamitin ang reverse flattening test kapag isinasagawa ang flaring test.
Gupitin ang isang piraso ng pagsubok na may haba na 100 mm mula sa isang dulo ng tubo at gupitin ang piraso ng pagsubok sa kalahati nang 90° mula sa linya ng hinang sa magkabilang gilid ng sirkumperensiya, gamit ang kalahati na naglalaman ng hinang bilang piraso ng pagsubok.
Sa temperatura ng kuwarto (5 °C hanggang 35 °C), patagin ang ispesimen upang maging isang plato na ang hinang ay nasa itaas at siyasatin ang ispesimen para sa mga bitak sa hinang.
Ang bawat tubo na bakal ay kailangang masuri nang hydrostatic o non-destructiveupang matiyak ang kalidad at kaligtasan ng tubo at upang matugunan ang mga pamantayan ng paggamit.
Pagsubok sa Haydroliko
Hawakan ang loob ng tubo sa pinakamababa o mas mataas na presyon na P (P max 10 MPa) nang hindi bababa sa 5 segundo, pagkatapos ay tiyakin na kayang tiisin ng tubo ang presyon nang walang tagas.
P=ika-2/D
P: presyon ng pagsubok (MPa)
t: kapal ng dingding ng tubo (mm)
D: panlabas na diyametro ng tubo (mm)
s: 60% ng tinukoy na minimum na halaga ng yield point o proof stress.
Hindi Mapanirang Pagsubok
Ang hindi mapanirang pagsusuri ng mga tubo ng bakal ay dapat isagawa sa pamamagitan ngpagsubok sa ultrasonic o eddy current.
Para saultrasonikomga katangian ng inspeksyon, ang signal mula sa isang reference sample na naglalaman ng isang reference standard ng klase UD gaya ng tinukoy saJIS G 0582ay dapat ituring bilang isang antas ng alarma at dapat magkaroon ng pangunahing signal na katumbas o mas mataas kaysa sa antas ng alarma.
Ang karaniwang sensitibidad sa pagtuklas para saeddy currentang pagsusuri ay dapat nasa kategoryang EU, EV, EW, o EX na tinukoy saJIS G 0583, at hindi dapat magkaroon ng mga signal na katumbas o mas malaki kaysa sa mga signal mula sa reference sample na naglalaman ng reference standard ng nasabing kategorya.

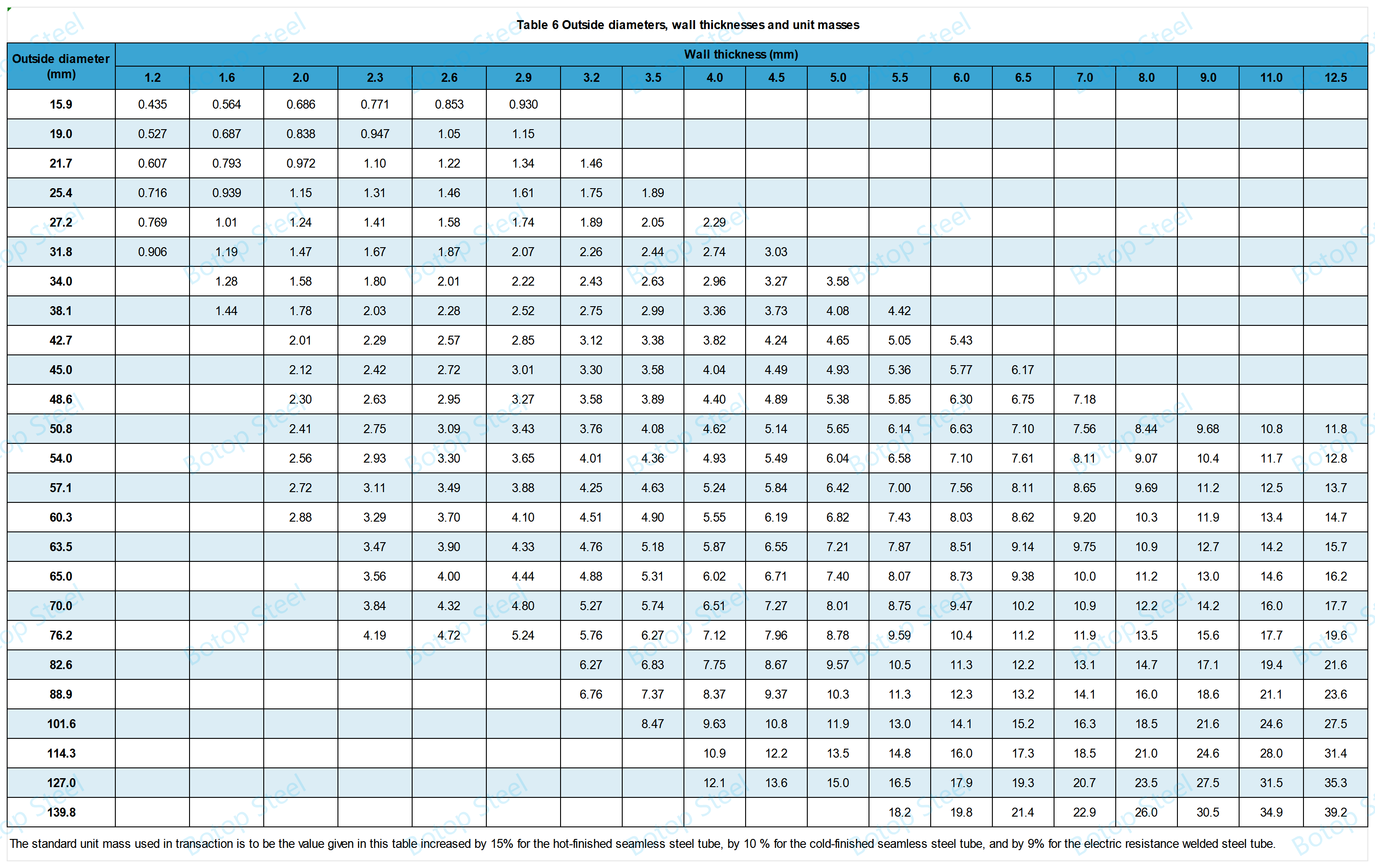
Para sa higit paMga Tsart ng Timbang ng Tubo at Mga Iskedyul ng Tubosa loob ng pamantayan, maaari kang mag-click.
Gumamit ng angkop na paraan ng paglalagay ng label sa sumusunod na impormasyon.
a) Simbolo ng grado;
b) Simbolo para sa pamamaraan ng paggawa;
c) Mga Dimensyon: panlabas na diyametro at kapal ng dingding;
d) Pangalan ng tagagawa o pagkakakilanlang tatak.
Kapag mahirap markahan ang bawat tubo dahil sa maliit na panlabas na diyametro nito o kapag hiniling ng mamimili, maaaring ibigay ang marka sa bawat bungkos ng mga tubo sa pamamagitan ng angkop na paraan.
Ang STB340 ay karaniwang ginagamit sa paggawa ng mga tubo ng tubig at mga tubo ng tambutso para sa iba't ibang industriyal na boiler, lalo na sa mga kapaligiran kung saan kinakailangan ang resistensya sa mataas na temperatura at presyon.
Dahil sa mahusay nitong katangian ng pagdadala ng init, angkop din ito para sa paggawa ng mga tubo para sa mga heat exchanger, na tumutulong sa mahusay na paglilipat ng init sa pagitan ng iba't ibang media.
Maaari rin itong gamitin upang maghatid ng mga pluido na may mataas na temperatura o presyon, tulad ng singaw o mainit na tubig, at malawakang ginagamit sa mga industriya ng kemikal, kuryente, at paggawa ng makinarya.
ASTM A106 Baitang A
DIN 17175 St35.8
DIN 1629 St37.0
BS 3059-1 Baitang 320
EN 10216-1 P235GH
GB 3087 20#
GB 5310 20G
Bagama't maaaring magkatulad ang mga materyales na ito sa mga tuntunin ng kemikal na komposisyon at mga pangunahing katangian, ang mga partikular na proseso ng paggamot sa init at machining ay maaaring makaapekto sa mga katangian ng pangwakas na produkto.
Samakatuwid, dapat isagawa ang detalyadong paghahambing at naaangkop na pagsubok kapag pumipili ng mga katumbas na materyales para sa mga praktikal na aplikasyon.
Mula nang itatag ito noong 2014, ang Botop Steel ay naging nangungunang supplier ng carbon steel pipe sa Hilagang Tsina, na kilala sa mahusay na serbisyo, de-kalidad na mga produkto, at komprehensibong mga solusyon. Nag-aalok ang kumpanya ng iba't ibang carbon steel pipe at mga kaugnay na produkto, kabilang ang seamless, ERW, LSAW, at SSAW steel pipe, pati na rin ang kumpletong hanay ng mga pipe fitting at flanges.
Kasama rin sa mga espesyal na produkto nito ang mga high-grade alloy at austenitic stainless steel, na iniayon upang matugunan ang mga pangangailangan ng iba't ibang proyekto ng pipeline.















