



JIS G 3455ay isang Japanese Industrial Standard (JIS) para sa serbisyong may mataas na presyon sa temperaturang 350 °C o mas mababa pa, pangunahin na para sa mga mekanikal na bahagi.
Tubong bakal na STS370ay isang tubo na bakal na may minimum na tensile strength na 370 MPa at minimum na yield strength na 215 MPa, na may carbon content na hindi hihigit sa 0.25% at silicon content sa pagitan ng 0.10% at 0.35%, at pangunahing ginagamit sa mga aplikasyon na nangangailangan ng mataas na lakas at mahusay na weldability, tulad ng mga istruktura ng gusali, tulay, pressure vessel, at mga bahagi ng barko.
Ang JIS G 3455 ay may tatlong grado.STS370, STS410, STA480.
Panlabas na diyametro na 10.5-660.4mm (6-650A) (1/8-26B).
Ang mga tubo ay dapat gawin mula sapinatay na bakal.
Ang killed steel ay bakal na ganap na na-deoxidize bago ihulma sa mga ingot o iba pang anyo. Ang proseso ay binubuo ng pagdaragdag ng deoxidizing agent tulad ng silicon, aluminum, o manganese sa bakal bago ito tumigas. Ang terminong "killed" ay nagpapahiwatig na walang reaksyon ng oxygen na nangyayari sa bakal sa panahon ng proseso ng solidification.
Sa pamamagitan ng pag-aalis ng oxygen, pinipigilan ng napatay na bakal ang pagbuo ng mga bula ng hangin sa tinunaw na bakal, kaya naiiwasan ang porosity at mga bula ng hangin sa huling produkto. Nagreresulta ito sa mas homogenous at siksik na bakal na may superior na mekanikal na katangian at integridad sa istruktura.
Ang killed steel ay partikular na angkop para sa mga aplikasyon na nangangailangan ng mataas na kalidad at tibay, tulad ng mga pressure vessel, malalaking istruktura, at mga pipeline na may mga kinakailangan sa mataas na kalidad.
Sa pamamagitan ng paggamit ng killed steel sa paggawa ng mga tubo, makakasiguro ka ng mas mahusay na pagganap at mas mahabang buhay ng serbisyo, lalo na sa mga kapaligirang napapailalim sa mabibigat na karga at presyon.
Ginawa gamit ang isang tuluy-tuloy na proseso ng pagmamanupaktura na sinamahan ng isang paraan ng pagtatapos.

Tubong bakal na walang tahi at mainit na tinapos: SH;
Tubong bakal na walang tahi at malamig na tinapos: SC.
Para sa proseso ng pagmamanupaktura na walang putol, maaari itong hatiin sa mga tubong bakal na walang putol na may panlabas na diyametro na higit sa 30mm gamit ang hot finish production, at 30mm gamit ang cold finish production.
Narito ang daloy ng produksyon ng Hot-finished seamless.


Ang low-temperature annealing ay pangunahing ginagamit upang mapabuti ang workability ng mga materyales, mabawasan ang katigasan, at mapabuti ang tibay, at angkop para sa cold-worked steel.
Ginagamit ang normalizing upang mapabuti ang lakas at tibay ng materyal, upang ang bakal ay mas angkop na makayanan ang mekanikal na stress at pagkapagod, na kadalasang ginagamit upang mapabuti ang pagganap ng bakal na pinahusay sa malamig na trabaho.
Sa pamamagitan ng mga prosesong ito ng paggamot sa init, ang panloob na istruktura ng bakal ay naaayos at ang mga katangian nito ay napapabuti, na ginagawa itong mas angkop para sa paggamit sa mga mahihirap na aplikasyong pang-industriya.
Ang pagsusuri ng init ay dapat na naaayon sa JIS G 0320. Ang pagsusuri ng produkto ay dapat na naaayon sa JIS G 0321.
| grado | C (Karbon) | Si (Silikon) | Mn (Manganese) | P (Posforo) | S (Asupre) |
| STS370 | 0.25% pinakamataas | 0.10-0.35% | 0.30-1.10% | 0.35% pinakamataas | 0.35% pinakamataas |
Pagsusuri ng initay pangunahing naglalayong subukan ang kemikal na komposisyon ng mga hilaw na materyales.
Sa pamamagitan ng pagsusuri sa kemikal na komposisyon ng mga hilaw na materyales, posibleng mahulaan at maiakma ang mga hakbang at kondisyon sa pagproseso na maaaring kailanganin sa proseso ng produksyon, tulad ng mga parametro ng paggamot sa init at pagdaragdag ng mga elemento ng haluang metal.
Pagsusuri ng produktoSinusuri ang kemikal na komposisyon ng mga natapos na produkto upang mapatunayan ang pagsunod at kalidad ng pangwakas na produkto.
Tinitiyak ng pagsusuri ng produkto na ang lahat ng pagbabago, pagdaragdag o anumang posibleng dumi sa produkto habang nasa proseso ng paggawa ay kontrolado at ang pangwakas na produkto ay nakakatugon sa mga teknikal na detalye at mga kinakailangan sa aplikasyon.
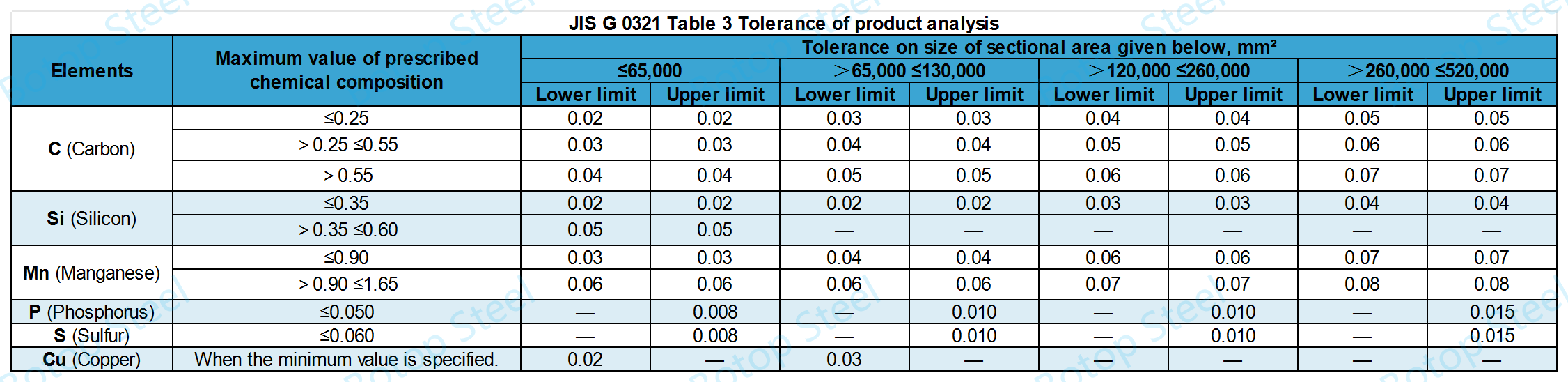
Ang mga halaga ng pagsusuri ng produkto ayon sa JIS G 3455 ay hindi lamang dapat sumunod sa mga kinakailangan ng mga elemento sa talahanayan sa itaas, kundi pati na rin ang saklaw ng tolerance ay dapat sumunod sa mga kinakailangan ng JIS G 3021 Table 3.
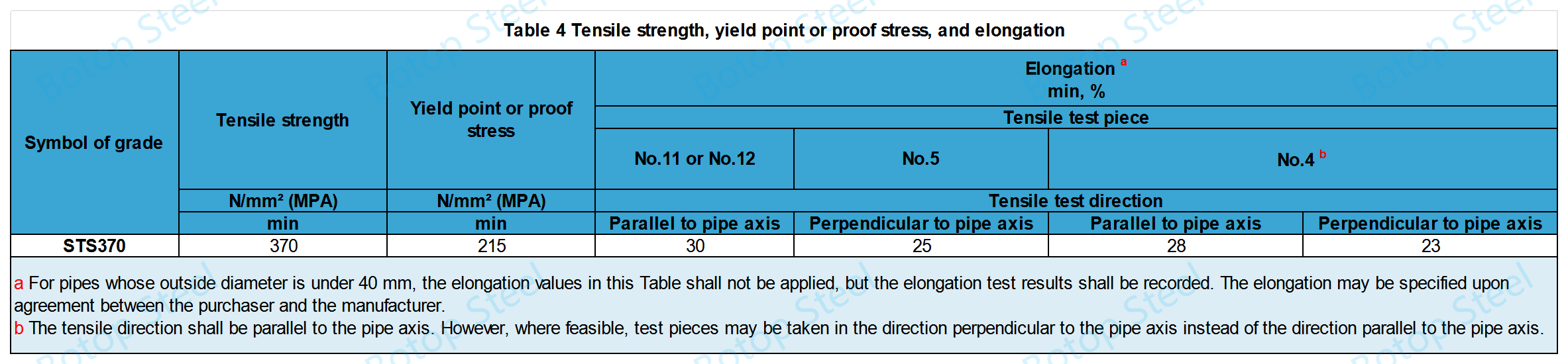
Mga halaga ng pagpahaba para sa Test piece Blg. 12 (kahanay sa ehe ng tubo) at Test piece Blg. 5 (patayo sa ehe ng tubo) na kinuha mula sa mga tubo na wala pang 8 mm ang kapal ng dingding.
| Simbolo ng grado | Ginamit na piraso ng pagsubok | Pagpahaba pinakamababa, % | ||||||
| Kapal ng pader | ||||||||
| >1 ≤2 mm | >2 ≤3 mm | >3 ≤4 mm | >4 ≤5 mm | >5 ≤6 mm | >6 ≤7 mm | >7 <8 milimetro | ||
| STS370 | Blg. 12 | 21 | 22 | 24 | 26 | 27 | 28 | 30 |
| Blg. 5 | 16 | 18 | 19 | 20 | 22 | 24 | 25 | |
| Ang mga halaga ng pagpahaba sa talahanayang ito ay nakukuha sa pamamagitan ng pagbabawas ng 1.5% mula sa halaga ng pagpahaba na ibinigay sa Talahanayan 4 para sa bawat 1 mm na pagbaba sa kapal ng pader mula sa 8 mm, at sa pamamagitan ng pag-round off ng resulta sa isang integer ayon sa Rule A ng JIS Z 8401. | ||||||||
Maaaring hindi isama ang pagsubok sa pag-flattening maliban kung may ibang tinukoy ang mamimili.
Ilagay ang ispesimen sa makina at patagin ito hanggang sa ang distansya sa pagitan ng dalawang plataporma ay umabot sa tinukoy na halagang H. Pagkatapos ay suriin ang ispesimen para sa mga bitak.
Kapag sinusubukan ang welded pipe na may critical resistance, ang linya sa pagitan ng weld at ng gitna ng tubo ay patayo sa direksyon ng compression.
H=(1+e)t/(e+t/D)
H: distansya sa pagitan ng mga platen (mm)
t: kapal ng dingding ng tubo (mm)
D: panlabas na diyametro ng tubo (mm)
e:konstanteng tinukoy para sa bawat grado ng tubo.0.08 para sa STS370: 0.07 para sa STS410 at STS480.
Angkop para sa mga tubo na may panlabas na diyametro na ≤ 50 mm.
Ang ispesimen ay dapat na walang bitak kapag nakabaluktot sa 90° na may panloob na diyametro na 6 na beses ang panlabas na diyametro ng tubo.
Ang anggulo ng pagbaluktot ay dapat sukatin sa simula ng pagliko.
Ang bawat tubo na bakal ay kailangang masuri nang hydrostatic o non-destructiveupang matiyak ang kalidad at kaligtasan ng tubo at upang matugunan ang mga pamantayan ng paggamit.
Pagsubok sa Haydroliko
Kung walang tinukoy na test pressure, ang minimum hydro test pressure ay dapat matukoy alinsunod sa Pipe Schedule.
| Nominal na kapal ng pader | 40 | 60 | 80 | 100 | 120 | 140 | 160 |
| Pinakamababang presyon ng haydroliko sa pagsubok, Mpa | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Kapag ang kapal ng dingding ng panlabas na diyametro ng tubo ng bakal ay hindi isang karaniwang halaga sa talahanayan ng bigat ng tubo ng bakal, kinakailangang gamitin ang pormula upang kalkulahin ang halaga ng presyon.
P=ika-2/D
P: presyon ng pagsubok (MPa)
t: kapal ng dingding ng tubo (mm)
D: panlabas na diyametro ng tubo (mm)
s: 60% ng minimum na halaga ng ibinigay na yield point o proof stress.
Kapag ang minimum na hydrostatic test pressure ng napiling plan number ay lumampas sa test pressure na P na nakuha ng formula, ang pressure na P ay gagamitin bilang minimum na hydrostatic test pressure sa halip na piliin ang minimum na hydrostatic test pressure sa talahanayan sa itaas.
Hindi Mapanirang Pagsubok
Ang hindi mapanirang pagsusuri ng mga tubo ng bakal ay dapat isagawa sa pamamagitan ngpagsubok sa ultrasonic o eddy current.
Para saultrasonikomga katangian ng inspeksyon, ang signal mula sa isang reference sample na naglalaman ng isang reference standard ng klase UD gaya ng tinukoy saJIS G 0582ay dapat ituring bilang isang antas ng alarma at dapat magkaroon ng pangunahing signal na katumbas o mas mataas kaysa sa antas ng alarma.
Ang karaniwang sensitibidad sa pagtuklas para saeddy currentang pagsusuri ay dapat nasa kategoryang EU, EV, EW, o EX na tinukoy saJIS G 0583, at hindi dapat magkaroon ng mga signal na katumbas o mas malaki kaysa sa mga signal mula sa reference sample na naglalaman ng reference standard ng nasabing kategorya.
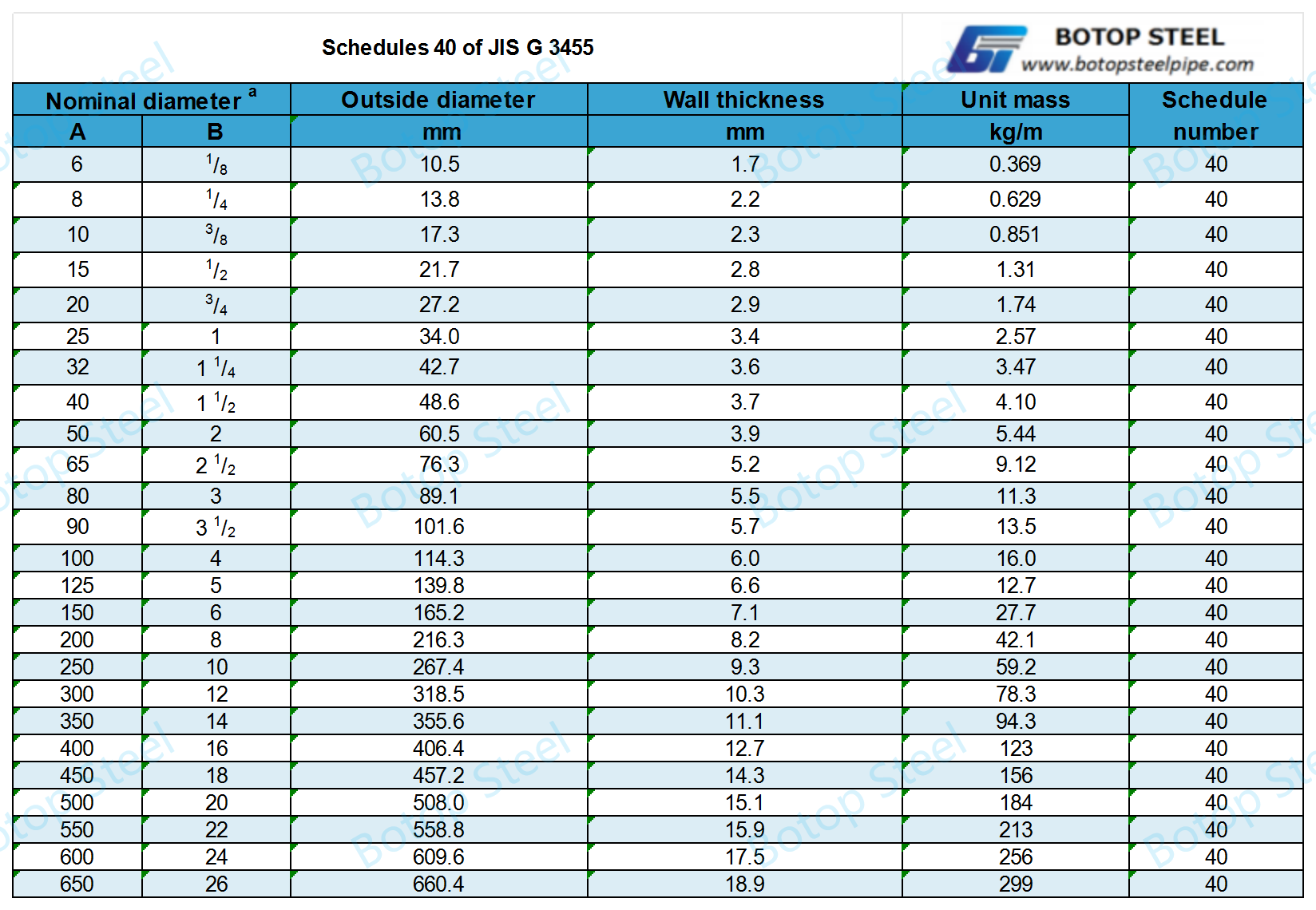
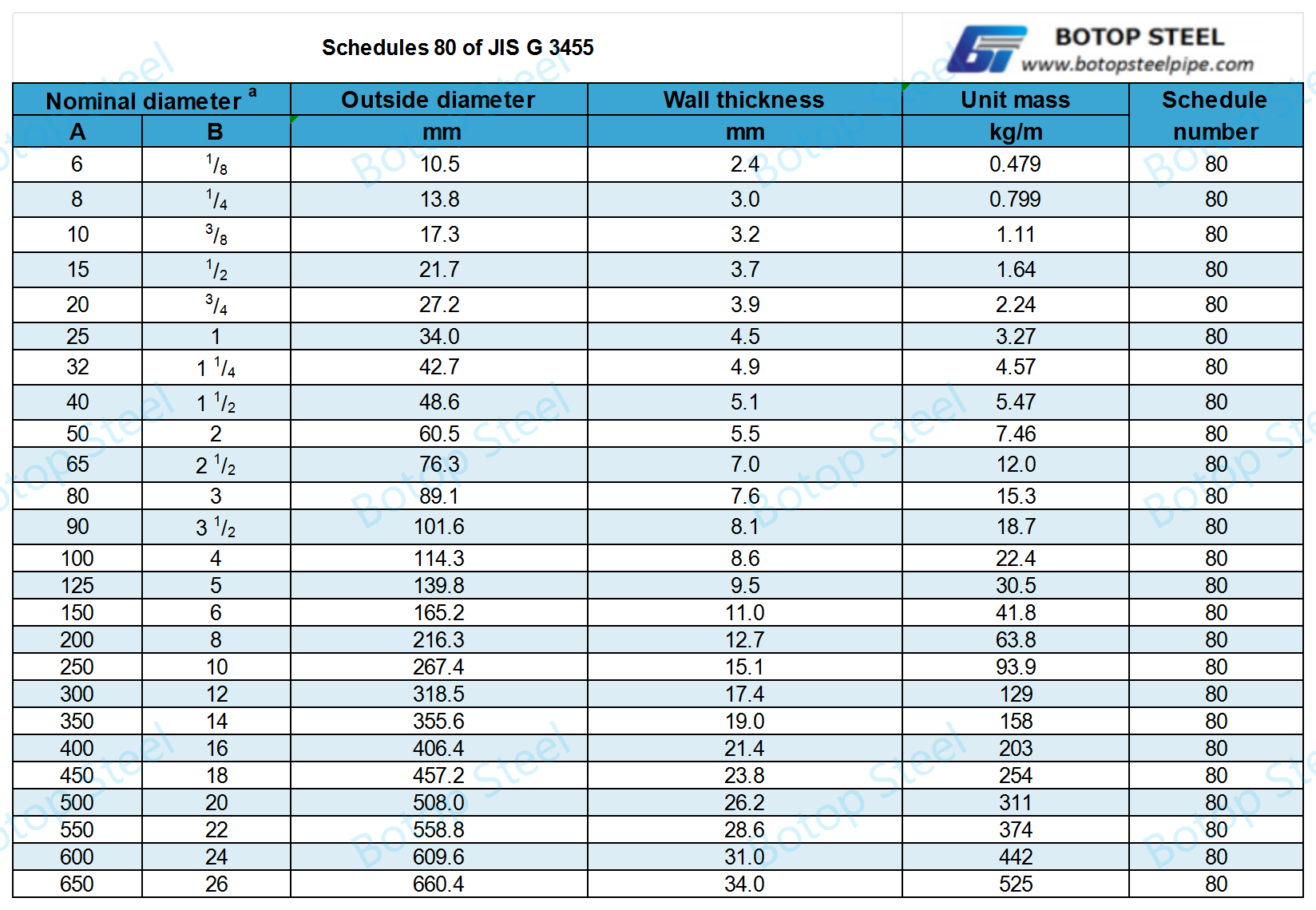
Para sa higit paMga Tsart ng Timbang ng Tubo at Mga Iskedyul ng Tubosa loob ng pamantayan, maaari kang mag-click.
Ang Schedule 40 pipe ay mainam para sa mga aplikasyon na mababa hanggang katamtaman ang presyon dahil nag-aalok ito ng katamtamang kapal ng pader na nakakaiwas sa labis na timbang at gastos habang tinitiyak ang sapat na lakas.
Ang Schedule 80 piping ay malawakang ginagamit sa mga industriyal na kapaligiran na nangangailangan ng mataas na presyon ng paghawak, tulad ng mga sistema ng pagproseso ng kemikal at mga tubo ng transmisyon ng langis at gas, dahil sa kakayahan nitong makatiis ng mas mataas na presyon at mas malakas na mekanikal na epekto dahil sa mas makapal na kapal ng dingding nito, na nagbibigay ng karagdagang kaligtasan, seguridad, at tibay.
Ang bawat tubo ay dapat lagyan ng label na may sumusunod na impormasyon.
isang)Simbolo ng grado;
b)Simbolo ng pamamaraan ng pagmamanupaktura;
c)Mga DimensyonHalimbawa 50AxSch80 o 60.5x5.5;
d)Pangalan ng tagagawa o pagkakakilanlan ng tatak.
Kapag maliit ang panlabas na diyametro ng bawat tubo at mahirap markahan ang bawat tubo, o kapag hinihiling ng mamimili na markahan ang bawat bundle ng mga tubo, maaaring markahan ang bawat bundle gamit ang naaangkop na pamamaraan.
Ang STS370 ay angkop para sa mga sistema ng paglilipat ng pluido na may mababang presyon ngunit medyo mataas na temperatura.
Mga sistema ng pag-initSa mga sistema ng pagpapainit sa lungsod o malalaking gusali, maaaring gamitin ang STS370 upang maghatid ng mainit na tubig o singaw dahil kaya nitong tiisin ang mga pagbabago sa presyon at temperatura sa sistema.
Mga planta ng kuryenteSa produksyon ng kuryente, kinakailangan ang maraming tubo na may mataas na presyon ng singaw, at ang STS370 ang mainam na materyal para sa paggawa ng mga tubo na ito dahil kaya nitong tiisin ang mahabang panahon ng mataas na temperatura at mga kapaligirang pangtrabaho na may mataas na presyon.
Mga sistema ng naka-compress na hanginSa pagmamanupaktura at mga automated na linya ng produksyon, ang naka-compress na hangin ay isang mahalagang pinagkukunan ng kuryente, at ang tubo na bakal na STS370 ay ginagamit sa paggawa ng mga tubo para sa mga sistemang ito upang matiyak ang ligtas at mahusay na paghahatid ng hangin.
Paggamit ng istruktura at pangkalahatang makinaryaDahil sa magagaling na mekanikal na katangian nito, ang STS370 ay maaari ding gamitin sa paggawa ng iba't ibang istruktural at mekanikal na bahagi, lalo na sa mga aplikasyon kung saan kinakailangan ang isang partikular na lakas ng kompresyon.
Ang JIS G 3455 STS370 ay isang materyal na carbon steel na ginagamit sa serbisyong may mataas na presyon. Ang mga sumusunod na materyales ay maaaring ituring na katumbas o halos katumbas:
1. ASTM A53 Baitang B: Angkop para sa pangkalahatang istruktural at mekanikal na aplikasyon at para sa transportasyon ng likido.
2. API 5L Baitang BPara sa mga pipeline ng transportasyon ng langis at gas na may mataas na presyon.
3. DIN 1629 St37.0Para sa pangkalahatang inhinyerong mekanikal at konstruksyon ng sasakyang-dagat.
4. EN 10216-1 P235TR1: Walang tahi na tubo na bakal para sa kapaligirang may mataas na temperatura at presyon.
5. ASTM A106 Baitang B: Walang tahi na tubo na gawa sa carbon steel para sa serbisyong nasa mataas na temperatura.
6.ASTM A179: Walang tahi na mga tubo at tubo na gawa sa malamig na hinila na banayad na bakal para sa serbisyong mababa ang temperatura.
7. DIN 17175 St35.8: Mga materyales na walang tahi na tubo para sa mga boiler at pressure vessel.
8. EN 10216-2 P235GH: Mga walang tahi na tubo at tubo na gawa sa hindi haluang metal at haluang metal na bakal para sa mga kapaligirang may mataas na temperatura at presyon.
Mula nang itatag ito noong 2014, ang Botop Steel ay naging nangungunang supplier ng carbon steel pipe sa Hilagang Tsina, na kilala sa mahusay na serbisyo, de-kalidad na mga produkto, at komprehensibong mga solusyon. Nag-aalok ang kumpanya ng iba't ibang carbon steel pipe at mga kaugnay na produkto, kabilang ang seamless, ERW, LSAW, at SSAW steel pipe, pati na rin ang kumpletong hanay ng mga pipe fitting at flanges.
Kasama rin sa mga espesyal na produkto nito ang mga high-grade alloy at austenitic stainless steel, na iniayon upang matugunan ang mga pangangailangan ng iba't ibang proyekto ng pipeline.















