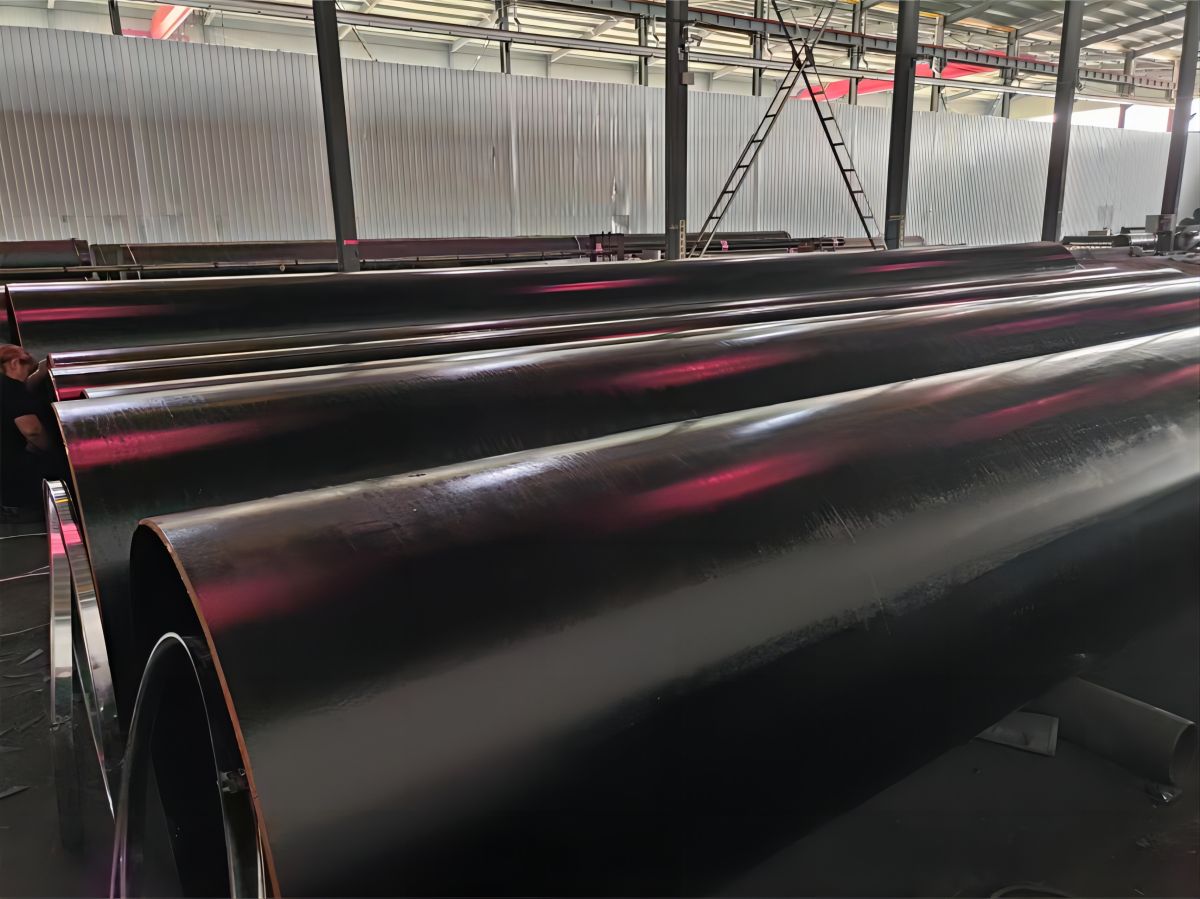
Tubong LSAWay isang tubo na bakal na hinang nang pahaba na ginawa gamit ang teknolohiyang submerged arc welding.
Ang mga tubo ng bakal na LSAW ay nailalarawan sa pamamagitan ng mga paayon na hinang na tumatakbo sa buong haba ng tubo, na nakausli mula sa panloob at panlabas na mga ibabaw ng tubo.
Ang bentahe ng tubo na bakal na LSAW ay maaari itong magbigay ng mga tubo na may malalaking diyametro, makapal na dingding, at mataas na presyon.
| Pangalan | Cangzhou Botop International Co., Ltd. |
| Impormasyon | Matatagpuan sa Cangzhou, Tsina, na may kabuuang pamumuhunan na 500 milyong yuan at isang lawak na 600,000 metro kuwadrado |
| Kagamitan | Nilagyan ng advanced na proseso ng paghubog ng JCOE at teknolohiya ng hinang ng DSAW, kumpletong kagamitan sa produksyon at pagsubok |
| Kapasidad ng produksyon | Taunang produksyon na mahigit 200,000 tonelada |
| Sertipikasyon | API 5L, ISO 9001, ISO 19001, ISO 14001, ISO 45001, atbp. |
| Mga kalahok na proyekto | Planta ng Mini Hydropower ng Ranawala; Pipa ng gas na pangtransit BLG. 2 patungong Turkey; Planta ng Mini Hydropower ng Ranawala; Proyekto sa Konstruksyon ng Lungsod; atbp. |
| Mga bansang iniluluwas | Australia, Indonesia, Canada, Saudi Arabia, Dubai, Egypt, Europe, at iba pang mga bansa at rehiyon |
| Mga Kalamangan | Pabrika at Tagagawa ng Tubong Bakal na LSAW; Mga mamamakyaw ng tubo na bakal na LSAW; Mga tindahan ng tubo na bakal na LSAW; Direktang benta mula sa pabrika, garantisado ang kalidad, at mas murang presyo. |
Sa madaling salita, angLSAWAng proseso ng produksyon ay kinabibilangan ng pagkukulot ng mga bakal na plato upang maging hugis tubo at pagkatapos ay gumagamit ng submerged arc welding upang i-weld ang mga gilid ng mga bakal na plato upang bumuo ng isang tubo na bakal.
Susunod, ipapakita namin sa iyo ang mga pangunahing hakbang sa paggawa ng mga tubo na bakal na LSAW, na magbibigay sa iyo ng malinaw na pag-unawa sa proseso.

1. Inspeksyon at pagputol ng platoDepende sa mga pamantayan sa pagpapatupad ng mga tubo na bakal at mga kinakailangang sukat, ang mga kwalipikadong plato ay puputulin sa mga angkop na laki.
2. Paggiling sa gilidIproseso ang gilid ng tubo na bakal upang bumuo ng hugis na angkop para sa hinang, tulad ng hugis V. Ang hakbang na ito ay mahalaga para sa kalidad ng hinang.
3. PagbuoGumagamit ang aming kumpanya ng proseso ng pagbuo ng JCOE, kung saan ang bakal na plato ay hinuhubog sa isang tuluy-tuloy na istrukturang pantubo sa pamamagitan ng mga roller at isang press.

4.PaghihinangSa longitudinal seam ng tubular structure, isinasagawa ang submerged arc welding upang pagdugtungin ang mga gilid ng steel plates upang mabuo ang steel pipe. Ito ang pinakamahalagang hakbang sa buong proseso.
5. InspeksyonTinitiyak ng ilang inspeksyon, kabilang ang 100% non-destructive testing at hydrostatic leak testing ng mga tubo na bakal, na natutugunan ng natapos na produkto ang mga karaniwang kinakailangan.
Sa aktwal na proseso ng produksyon ng mga tubo na bakal na LSAW, bukod pa sa mga pangunahing prosesong nabanggit sa itaas, marami pang ibang pino at masalimuot na hakbang. Ang mga hakbang na ito ay nangangailangan ng tumpak na kontrol at mahigpit na pagsubaybay sa kalidad upang matiyak ang produksyon ng mga de-kalidad na tubo na bakal na LSAW na nakakatugon sa mga pamantayan.
1. Lubos na madaling umangkopAng mga tubo na bakal na LSAW ay kadalasang ginagamit sa mga kapaligirang pangtrabaho na may mataas na temperatura at presyon. Gamit ang angkop na patong, ang mga tubong ito ay maaaring mapanatili ang maaasahang pagganap kahit sa matinding klima at masalimuot na mga kondisyong heolohikal.
2. Kalidad ng hinangSa produksyon ng LSAW, angdobleng panig na lubog na arko ng hinang (DSAW)prosesong ginagamit. Tinitiyak ng prosesong ito na ang hinang ay ganap na nakapasok, kaya nakakamit ang mataas na pamantayan ng kalidad ng hinang. Ang hinang ay pare-pareho at pare-pareho, na lalong nagpapahusay sa pangkalahatang pagganap at pagiging maaasahan ng tubo na bakal.
3. Malaking diyametro na tubo na bakal na may makapal na dingding:
| Mga Daglat | Pangalan | Panlabas na Diyametro | Kapal ng Pader |
| SSAW (HSAW, SAWH) | Spiral Submerged Arc Welding | 200 - 3500 milimetro | 5 - 25 milimetro |
| LSAW (SAWL) | Paayon na Pag-welding ng Lubog na Arc | 350 - 1500 milimetro | 8 - 80 milimetro |
| ERW | Hinang na may Elektrisidad na Resistance | 20 - 660 milimetro | 2 - 20 milimetro |
| SMLS | Walang tahi | 13.1 - 660 milimetro | 2 - 100 milimetro |
Gaya ng makikita mula sa paghahambing ng laki ng produksyon sa itaas, ang mga tubo na bakal na LSAW ay may malinaw na bentahe sa produksyon ng mga tubo na bakal na may malalaking diyametro at makapal na pader, na nakakatugon sa mga pangangailangan ng malalaking proyekto at mga aplikasyong pang-industriya.
4. Malawakang ginagamitAng mga tubo na bakal na LSAW ay malawakang ginagamit sa transmisyon ng langis at gas, inhinyeriya ng istruktura, paggawa ng tulay, at iba pang larangan na nangangailangan ng mga tubo na bakal na may mataas na lakas dahil sa kanilang mataas na tibay at mahusay na pagganap.



| Pamantayan | Paggamit | Baitang |
| API 5L / ISO 3183 | tubo ng linya | Baitang B, X42, X52, X60, X65, X72, atbp. |
| GB/T 9711 | tubo ng linya | L245, L290, L360, L415, L450, atbp. |
| GB/T 3091 | Paghahatid ng mga likidong mababa ang presyon | Q195, Q235A, Q235B, Q275A, Q275B, atbp. |
| ASTM A252 | Tubo ng pagtatambak | Baitang 1, Baitang 2, at Baitang 3 |
| ASTM A500 | Tubong istruktura na nabuo nang malamig | Baitang B, Baitang C, at Baitang D |
| ASTM A501 | Tubong istruktura na may mainit na anyo | Baitang A, Baitang B, at Baitang C |
| EN 10219 | Tubong istruktura na nabuo nang malamig | S275J0H, S275J2H, S355J0H, S355J2H |
| EN 10210 | Tubong istruktura na may mainit na pagtatapos | S275J0H, S275J2H, S355J0H, S355J2H |
Bukod sa mga karaniwang pamantayan ng mga tubo ng bakal na nakalista sa itaas, ang materyal at pamantayan ng steel plate, tulad ng SS400, ay kasama rin sa paggawa ng mga tubo ng bakal gamit ang prosesong LSAW. Hindi nakalista ang mga ito rito.
Ang panloob at panlabas na mga ibabaw ng mga tubo na bakal na LSAW ay kadalasang pinahiran upang umangkop sa iba't ibang mga kapaligiran sa pagpapatakbo.
Ang mga patong na ito ay maaaring pansamantalang proteksiyon na patong o pangmatagalang patong na panlaban sa kaagnasan. Kabilang sa mga karaniwang uri ng patong angpintura, galvanisasyon, 3LPE, FBE,TPEP, epoxy alkitran ng karbon, atbp.
Ang mga patong na ito ay epektibong nagpoprotekta sa mga tubo na bakal mula sa kalawang, nagpapahaba sa kanilang buhay ng serbisyo, at tinitiyak ang kanilang katatagan at pagiging maaasahan sa ilalim ng iba't ibang mga kondisyon sa kapaligiran.


Ang tubo na bakal na LSAW ay isang mahalagang materyal na pang-industriya. Upang matiyak ang maayos na sirkulasyon nito sa iba't ibang pambansa at rehiyonal na pamilihan, ang tubo na bakal na LSAW ay kailangang kumuha ng isang serye ng mga dokumento ng sertipikasyon kapag nag-aangkat at nagluluwas. Kabilang sa mga karaniwang dokumento aySertipikasyon ng API 5L,Sertipikasyon ng ISO 9001,ISO 19001 sertipikasyon, Sertipikasyon ng ISO 14001,at Sertipikasyon ng ISO 45001.