




| MGA ESPESIPIKASYON PARA SA LSAW STEEL PIPE | |
| 1. Sukat | 1)OD: 406mm-1500mm |
| 2) Kapal ng Pader: 8mm-50mm | |
| 3)SCH20,SCH40,STD,XS,SCH80 | |
| 2. Pamantayan: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252,ASTM A500 atbp |
| 3. Materyal | ASTM A53 Gr.B,API 5L Gr.B,X42,X52,X60,X70,X80,S235JR,S355J0H, atbp. |
| 4. Paggamit: | 1) mababang presyon ng likido, tubig, gas, langis, linya ng tubo |
| 2) istruktura ng tubo, konstruksyon ng pagtambak ng tubo | |
| 3) bakod, tubo ng pinto | |
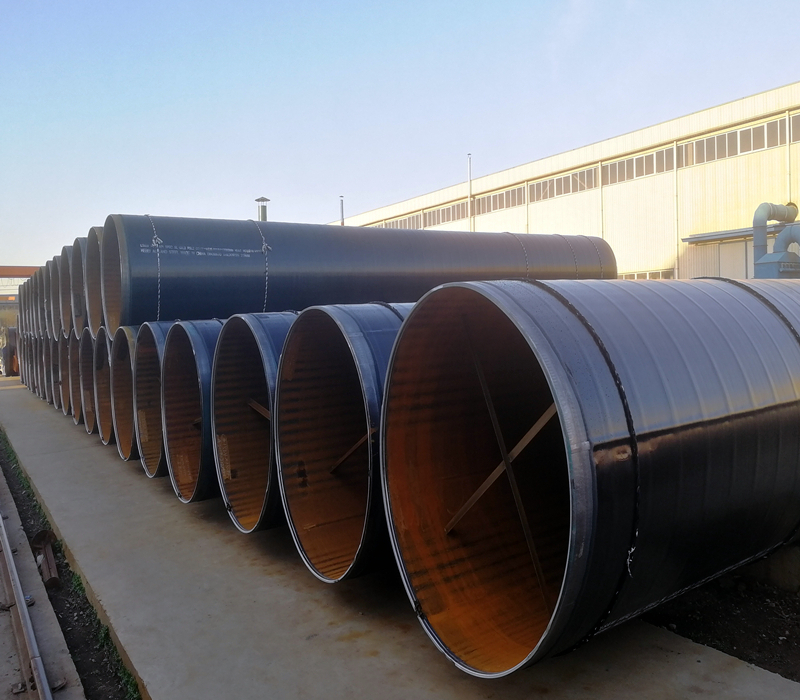
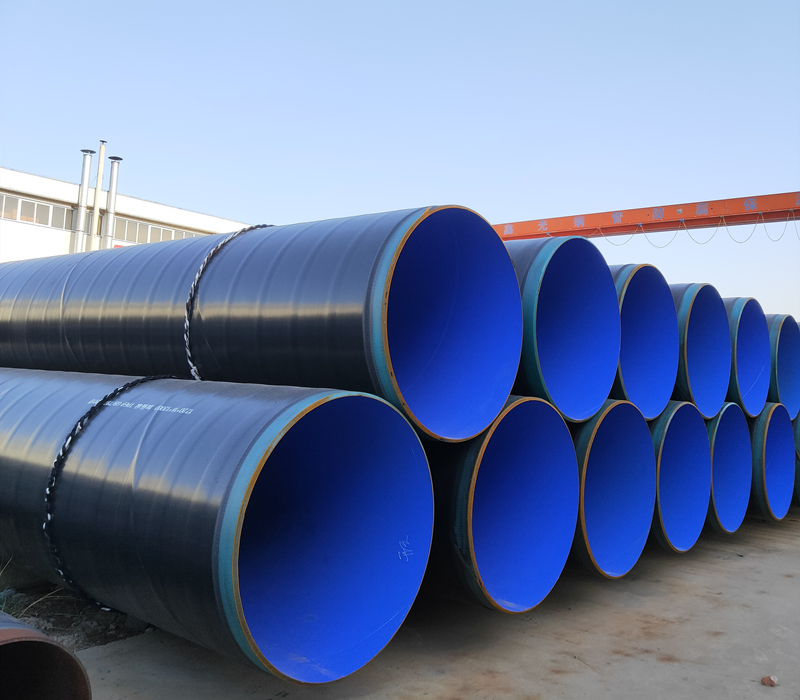
| 5. Patong | 1) Hinubaran 2) Itim na Pininturahan (barnisado) 3) Galvanized 4) Nilagyan ng langis 5) PE, 3PE, FBE, patong na lumalaban sa comosion, patong na anti-corrosion |
| 6. Teknik | pahaba at hinang na tubo ng bakal |
| 7. Inspeksyon: | May Hydraulic Testing, Eddy Current, RT, UT o inspeksyon ng ikatlong partido |
| 8. Paghahatid | Lalagyan, Maramihang Sisidlan. |
| 9.Tungkol sa Aming Kalidad: | 1) Walang pinsala, walang baluktot 2) walang mga burr o matutulis na gilid at walang mga scrap 3) Libre para sa nilagang at pagmamarka 4) Ang lahat ng mga kalakal ay maaaring suriin sa pamamagitan ng inspeksyon ng ikatlong partido bago ipadala |

Kaso ng inhinyeriya sa Hong Kong

Kaso ng inhinyeriya ng Qatar

Kaso ng inhinyeriya ng Turkey

Tubong LSAWGumagamit ng teknolohiyang submerged arc welding, gamit ang filler welding, particle protection flux buried arc.
Ang LSAW ay ang pagpapaikli sa Ingles ng submerged arc welded straight seam steel pipe. Ang proseso ng produksyon ng submerged arc welded straight seam steel pipe ay kinabibilangan ng JCOE forming technology, coil forming submerged arc welding technology at UOE forming technology.
Ang proseso ng paggawa ng Longitudinal Submerged-arc Welded (LSAW) Pipe ay ang mga sumusunod:
Pagsusuri ng ultrasonic plate → paggiling sa gilid → paunang pagbaluktot → pagbuo → Paunang pagwelding → Panloob na hinang → Panlabas na hinang → Inspeksyon ng ultrasonic → Inspeksyon ng X-ray → Pagpapalawak → pagsubok ng haydroliko → Pag-chamfer → Inspeksyon ng ultrasonic → Inspeksyon ng X-ray → inspeksyon ng magnetic particle sa dulo ng tubo

| Mga Kinakailangan sa Tensile | |||
| Baitang 1 | Baitang 2 | Baitang 3 | |
| Lakas ng tensyon, min, psi (MPa) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| Yield point o lakas ng ani, min, psi(MPa) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| Pangunahing minimum na pagpahaba para sa nominal na kapal ng pader %6 in. (7.9 mm) o higit pa: Pagpahaba sa 8 in. (203.2 mm), min, % Pagpahaba sa 2 in. (50.8 mm), min, % | 18 30 | 14 25 | ... 20 |
| Para sa mga nominal na kapal ng pader na mas mababa sa %6 in. (7.9 mm), ang bawas mula sa pangunahing minimum na pagpahaba ay 2 in. (50.08 mm) para sa bawat Vzi - in. (0.8 mm) na pagbaba sa nominal na kapal ng pader sa ibaba %6 in. (7.9 mm), sa mga porsyentong punto | 1.5A | 1.25A | 1.0A... |

Pagsubok sa Hidrostatiko

Pagsubok ng NDT(RT)

Pagsubok ng NDT(UT)
Pagsubok sa Pagbaluktot—Ang isang sapat na haba ng tubo ay dapat tumayo habang nakabaluktot nang malamig sa 90° sa paligid ng isang silindrong mandrel.
Pagsubok sa pagpapatag-Bagama't hindi kinakailangan ang pagsusuri, ang tubo ay dapat na may kakayahang matugunan ang mga kinakailangan sa pagsusuri ng pagyupi.
Pagsubok na hidro-estatiko—Maliban kung pinahihintulutan, ang bawat haba ng tubo ay dapat sumailalim sa hydro-static test nang walang tagas sa dingding ng tubo.
Hindi mapanirang pagsubok sa kuryenteBilang alternatibo sa hydro-static test, ang buong katawan ng bawat tubo ay dapat subukan gamit ang isang nondestructive electric test. Kung saan isinasagawa ang nondestructive electric test, ang mga haba ay dapat markahan ng mga letrang "NDE".
Pagsubok sa ultrasonic
Pagsusuri sa eddy current
Walang hubad na tubo, itim na patong (na-customize);
Parehong dulo ay may mga pananggalang sa dulo;
Payak na dulo, bevel na dulo;
Pagmamarka.




| Panlabas na Diametro | Ang panlabas na diyametro ng mga tambak ng tubo ay hindi dapat mag-iba nang higit sa ±1% mula sa tinukoy na panlabas na diyametro. | ||
| Kapal ng pader | Ang kapal ng pader sa anumang punto ay hindi dapat higit sa 12.5% sa ilalim ng tinukoy na nominal na kapal ng pader. | ||
| Mga Haba | Ang mga tambak ng tubo ay dapat ihanda sa iisang haba na walang tiyak na sukat, dobleng haba na walang tiyak na sukat, o pare-parehong haba gaya ng tinukoy sa order ng pagbili, alinsunod sa mga sumusunod na limitasyon: | Mga solong haba na random | 16 hanggang 25 talampakan (4.88 hanggang 7.62mm), pulgada |
| Dobleng random na haba | Mahigit sa 25 talampakan (7.62m) na may minimum na average na 35 talampakan (10.67m) | ||
| Mga pare-parehong haba | haba gaya ng tinukoy na may pinahihintulutang baryasyon na ±1 pulgada. | ||
| Timbang | Ang bawat haba ng tumpok ng tubo ay dapat timbangin nang hiwalay at ang bigat nito ay hindi dapat mag-iba nang higit sa 15% na higit o 5% sa ilalim ng teoretikal na bigat nito, na kinakalkula gamit ang haba nito at ang bigat nito bawat yunit ng haba. | ||










